FX-3_InstructionManual_Rev06_C.pdf - 第444页
第1部 基本编 第4章 制作生产程序 4-79 (4) 验证(选项 ) 指定是否检查电阻值、电容器容量、极性, 生产准备后,通过指定生产菜单的“验证”项目, 可在生产开始时及元件用完后进行最初元件验证检查。 主要用于检查元件的挂置错误。 电阻、电容的判定区域按基准值的百分比设置。 按基准值、单位、判定区域(上限、下限)的顺序进行设置。 极性、单位,请从下拉式列表中选择 输入。 (5) 判断异元件 设置是否进行异类元件判断、实施时的基准尺…
第1部 基本编 第4章 制作生产程序
4-78
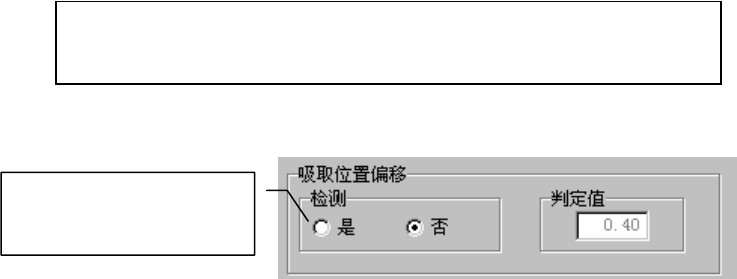
(3) 吸取位置偏移
使用此项功能,可以检查元件中心偏离吸嘴中心是否超过判定值。
但此项功能只限包装方式为带状供料器有效。除此之外,显示无效。
需要使用该项功能来检测元件的吸取位置偏移时,请选择[是],并输入判定值。
判定值的输入范围为:0~元件外形的纵向尺寸。(元件供应角度为90°、270°时,元件的外
形尺寸为横向。)
检查设置为[是]时,默认判定值为:
设定值,在编辑程序的环境设置中进行设置。默认值为 50(%)。
元件外形纵向尺寸(或外形横向尺寸)÷2×(设定值/100)
选择[是]后,默认值会设
置到判定值编辑框中。
第1部 基本编 第4章 制作生产程序
4-79
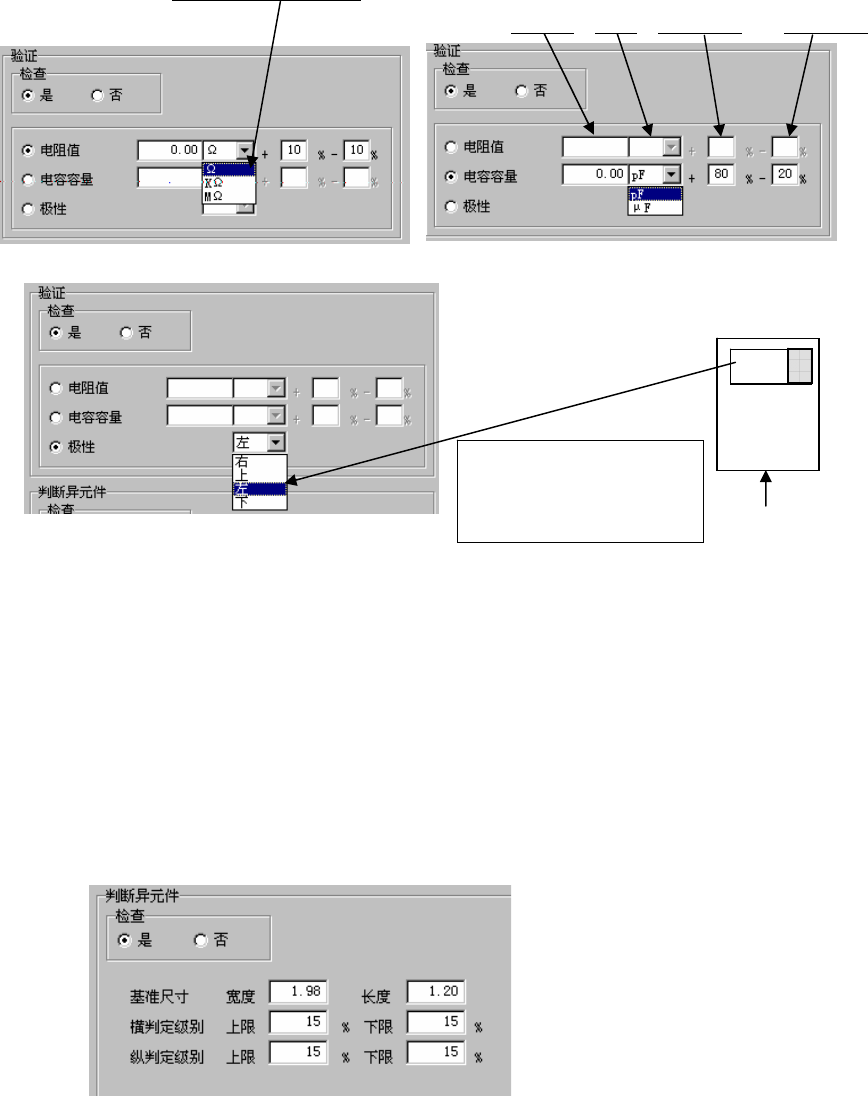
(4) 验证(选项)
指定是否检查电阻值、电容器容量、极性,生产准备后,通过指定生产菜单的“验证”项目,
可在生产开始时及元件用完后进行最初元件验证检查。
主要用于检查元件的挂置错误。
电阻、电容的判定区域按基准值的百分比设置。
按基准值、单位、判定区域(上限、下限)的顺序进行设置。
极性、单位,请从下拉式列表中选择
输入。
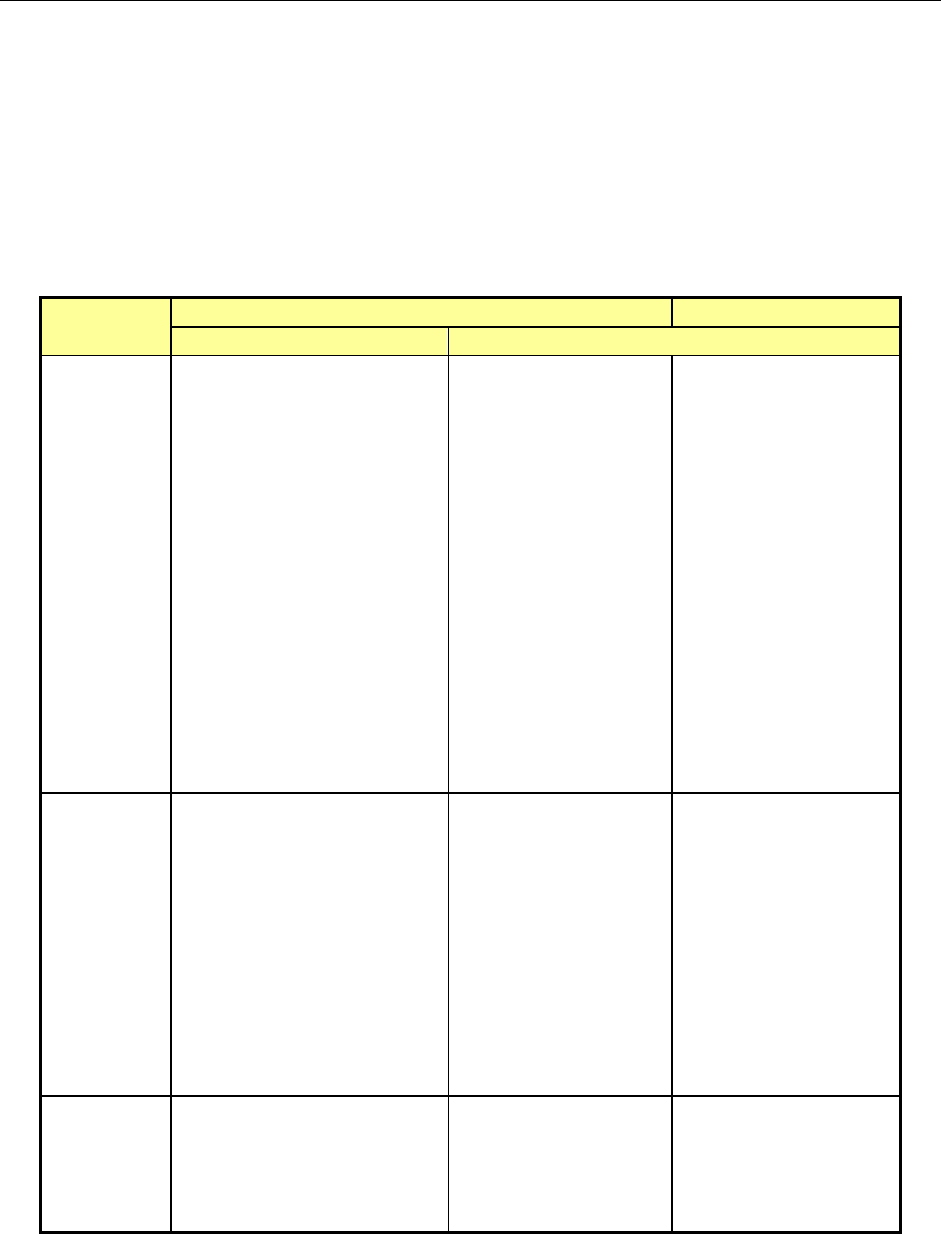
(5) 判断异元件
设置是否进行异类元件判断、实施时的基准尺寸、判断级别。
进行异类元件判断时,将检查定心时的元件的长宽尺寸。与设置值不一致时,即判断为异类
元件错误。
主要用于检查不同尺寸元件的挂置错误等。
检查与生产时的定心同时进行。
判断对象元件,要根据元件种类、定心方式的组合确定。
基准值
单位 判定上限 判定下限
主机侧
+
请设定相对于元件供给方
向(包装方式)的元件正电
极的方向。
带式供料器
第1部 基本编 第4章 制作生产程序
4-80
4-3-5-3 数据的初始化
在机器设置的功能中,有对元件数据编辑时的初始值重新设置项目进行限制的功能。
(表 7-4-8-3-2 限制元件数据编辑时的初始值重新设置项目)
在元件数据中,如果进行数据编辑,则会初始化其他项目。但是通过限制部分该功能,可以
不进行初始化而保持设置值。
根据设置,被限制的项目如下表所示。
表 4-3-5-3-1 元件数据编辑时的初始值重新设置项目
要初始化的数据 被限制的数据
变更数据
设置 OFF 时 设置 ON 时
元件种类 激光高度
元件形状
吸取补偿量
吸取 Z 速度
自动示教
贴片补偿量
贴片偏移量
贴片 XYZ
θ
速度
芯片站立检查
SOT 方向检查
吸取位置偏移检查
验证检查
异元件检查
激光高度
元件形状
自动示教
芯片站立检查
SOT 方向检查
吸取位置偏移检查
验证检查
异元件检查
吸取补偿量
吸取 Z 速度
贴片补偿量
贴片偏移量
贴片 XYZ
θ
速度
外形尺寸 元件吸取真空压
吸嘴编号
吸取补偿量
吸取 Z 速度
自动示教
贴片补偿量
贴片 XYZ
θ
速度
异元件判定值
吸取位置偏移检查
自动示教
异元件判定值
元件吸取真空压
吸嘴编号
吸取补偿量
吸取 Z 速度
贴片补偿量
贴片 XYZ
θ
速度
吸取位置偏移检查
元件高度 激光高度
芯片站立判定值
吸取 Z 速度
贴片 XYZ
θ
速度
激光高度
芯片站立判定值
吸取 Z 速度
贴片 XYZ
θ
速度