FX-3_InstructionManual_Rev06_C.pdf - 第665页
第2部 功能详细编 第6章 操作选项 表 6-3-2-1 生产的功能选项设置项目的细节和内容 内容 序号. 项目 状态 动作及详细内容 对因用户要求中断生产 (按下暂停按钮中断) 时是否显示 “继 续生产”进行设置。 生产非正常结束时 (发生异步现象、 生产非正常结束) ,将 无 条件地生成继续生产文件。继续生产的操作步骤, 参见“第 2 章 2-14-2 生产的继续生产/生产开始前处理” 。 1 生产被中断,执行继续生 产。 生产中断…
第2部 功能详细编 第6章 操作选项
6-3-2 功能
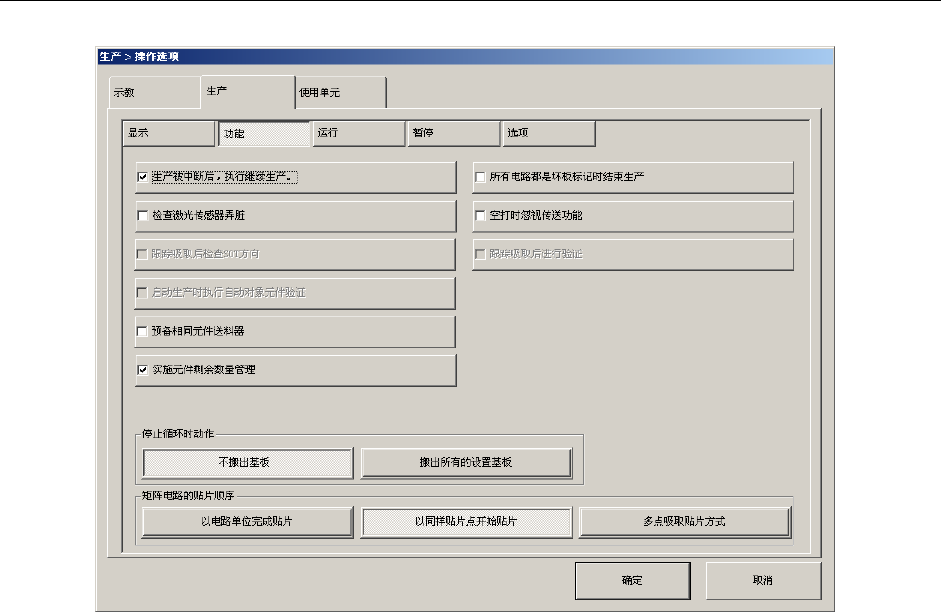
图 6-3-2-1 生产的功能选项
6-8
第2部 功能详细编 第6章 操作选项
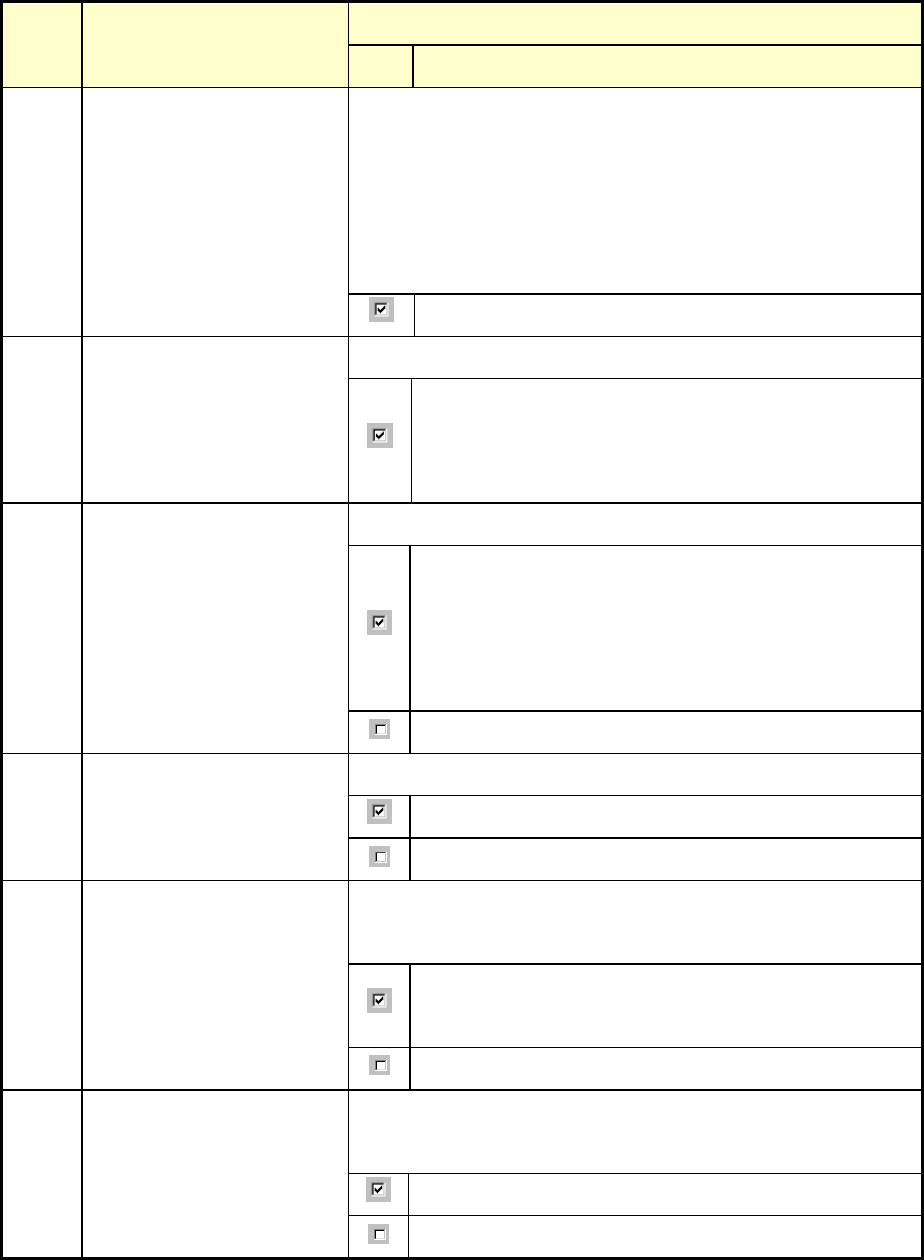
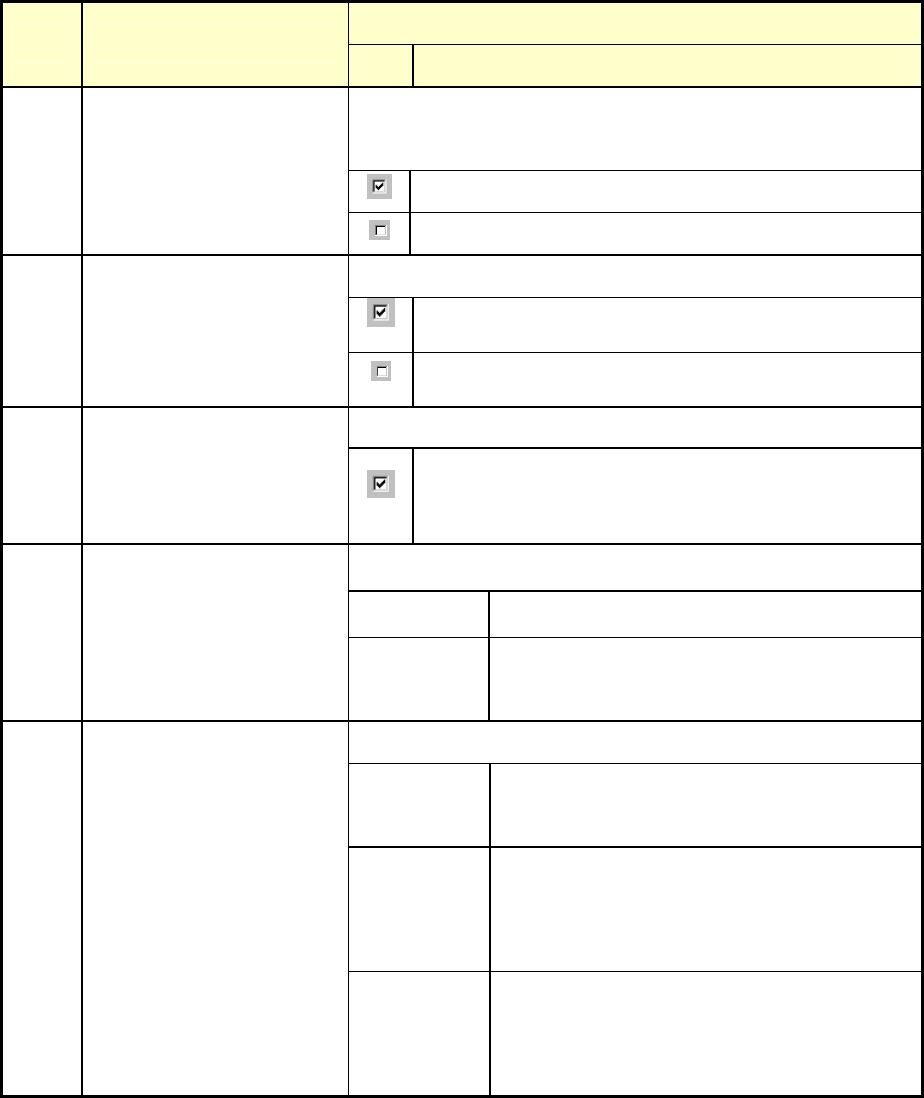
表 6-3-2-1 生产的功能选项设置项目的细节和内容
内容
序号. 项目
状态 动作及详细内容
对因用户要求中断生产(按下暂停按钮中断)时是否显示“继
续生产”进行设置。
生产非正常结束时(发生异步现象、生产非正常结束),将无
条件地生成继续生产文件。继续生产的操作步骤,
参见“第 2 章 2-14-2 生产的继续生产/生产开始前处理”。
1
生产被中断,执行继续生
产。
生产中断时生成继续生产文件。
对在所有电路识别出坏板标记时是否中断生产进行设置。
2
所有电路都是坏板标记时
结束生产
即使生产未达到预定数量,也要结束生产。因为可以
推断是“坏板标记位置信息错误”、“传感器的调整不
良或故障”等出现异常。
对基板搬入时确认激光传感器弄脏进行设置。
基板搬入时进行激光传感器弄脏检查。此时,检出弄
脏时会暂停。在再开始时再次检查,若还有脏污时会
显示对话框询问是再进行脏污检查、还是强行继续生
产。
3 检查激光传感器弄脏
不进行激光脏污确认。
设置空打生产时是否进行传送动作。
空打时不进行传送动作。
4 空打时忽视传送功能
空打时进行传送动作。
对吸取位置跟踪后是否进行三端子 SOT 元件方向检查进行设
置。未设置 SOT 方向检查台时不能选择。
吸取位置跟踪后,若是三端子 SOT 元件,则进行方向
检查。
5 跟踪吸取后检查 SOT 方向
吸取位置跟踪后,不进行方向检查。
对吸取位置跟踪后是否执行验证检查进行设置。
未设置 CVS 装置时不能选择。
吸取位置跟踪后,进行验证检查。
6 跟踪吸取后进行验证
基板夹紧结束前开始生产动作。
6-9
第2部 功能详细编 第6章 操作选项
内容
序号. 项目
状态 动作及详细内容
对生产开始时自动对象元件的验证检查进行设置。
未设置 CVS 装置时不能选择。
生产开始时进行自动验证检查。
7
启动生产时执行自动对象
元件验证
生产开始时不进行自动验证检查。
对按输入顺序进行生产时预备相同元件供料器进行设置。
元件用完时,从相同元件供料器吸取元件。
8 预备相同元件供料器
不作为相同元件供料器处理。
设置元件剩余数管理。
9
实施元件剩余数量管理
预计下次基板生产时,某一电路会发生元件用完,则停
止生产。
暂停的时间段,定为在夹紧基板完成之后。
对于循环动作停止时是否搬出基板进行设置。
不搬出基板 不搬出基板。
10 停止循环时动作
搬出所有的
设置基板
把贴片机内的所有基板都排出到后工序后,结
束生产。
指定使用电路时的贴片顺序。
以电路单位
完成贴片
在矩阵或非矩阵板上以电路为单位依次完成
贴片。
以同样贴片
点开始贴片
按贴片数据顺序,把第 1 号元件都贴到各条电
路,再把第 2 号元件贴到各条电路,依此类推,
按贴片数据顺序贴到各条电路上。
11 矩阵电路的贴片顺序
多点吸取贴
片方式
把可一次吸取(吸嘴数)的元件配对,贴到各
条电路上,可以最快速度贴片,通常情况下推
荐采用这个方式。
6-10