FX-3_InstructionManual_Rev06_C.pdf - 第212页
第 1 部 基本编 第 2 章 生产 (7) 贴片条件 显示、编辑元件贴片的项目。 表 2-11-2-5-5 贴片条件 项目 内容 用户级别 推进量 输入元件贴片时将元件按入基板面多少的推进量。 操作员 释放检查 对贴片动作后,是否用激光确认元件的释放进行选择。 操作员 跳过元件 选择是否跳过元件的贴片。 操作员 XY 从 10 个等级的速度中选择吸取元件后, 向贴片位置移动时的 XY 速度。 操作员 Z 下降 从 10 个等级的速度中…
第 1 部 基本编 第 2 章 生产
(3) 外形尺寸
显示、编辑元件的外形尺寸。
表 2-11-2-5-1 外形尺寸
项目 内容 用户级别
宽度 输入元件的外形尺寸的宽度。 操作员
长度 输入元件的外形尺寸的长度。 操作员
高度 输入元件的外形尺寸的高度。 操作员
(4) 包装
显示、编辑元件的废弃位置。
表 2-11-2-5-2 包装
项目 内容 用户级别
废弃元件 从“废弃盒”、“元件保护”、“IC 回收带”中选择一项。 操作员
(5) 定心
显示、编辑元件的激光高度。
表 2-11-2-5-3 定心
项目 内容 用户级别
激光高度 输入元件的激光高度。 操作员
(6) 吸取条件
显示、编辑元件吸取的相关项目。
表 2-11-2-5-4 吸取条件
项目 内容 用户级别
吸嘴号 选择、输入吸取元件的吸嘴号码。 -
推进量 输入元件吸取时将吸嘴前端按入多少。 操作员
重试次数 输入吸取错误时的重试次数。 操作员
吸取位置校正 根据激光识别结果选择是否校正吸取位置偏移。 操作员
自动示教 选择进行吸取位置跟踪时是否进行自动示教。
(纸带、元件外形 0603~3216)
操作员
速度 Z 下降 选择在吸取位置的 Z 轴下降的速度。(选择执行和速度) 操作员
速度 Z 上升 选择在吸取位置的 Z 轴上升的速度。(选择执行和速度) 操作员
2-99
第 1 部 基本编 第 2 章 生产
(7) 贴片条件
显示、编辑元件贴片的项目。
表 2-11-2-5-5 贴片条件
项目 内容 用户级别
推进量 输入元件贴片时将元件按入基板面多少的推进量。 操作员
释放检查 对贴片动作后,是否用激光确认元件的释放进行选择。 操作员
跳过元件 选择是否跳过元件的贴片。 操作员
XY 从 10 个等级的速度中选择吸取元件后,向贴片位置移动时的
XY 速度。
操作员
Z 下降 从 10 个等级的速度中选择在贴片位置的 Z 轴下降的速度。 操作员
Z 上升 从 10 个等级的速度中选择在贴片位置的 Z 轴上升的速度。 操作员
θ
计测时 从 10 个等级的速度中选择激光识别时的
θ
轴的速度。 操作员
θ
计测外 从 10 个等级的速度中选择激光识别以外时的
θ
轴的速度。 操作员
(8) 检查
显示、编辑元件检查相关的项目。
表 2-11-2-5-6 检查
项目 内容 用户级别
芯片站立 选择是否使用芯片站立检测选项。
可输入判断值。
操作员
吸取位置偏移 选择是否检测吸取位置偏移。
可输入判断值。
操作员
SOT 方向检查 选择是否进行 SOT 方向检查。
(元件类型为 SOT 时)
操作员
验证 选择是否检测电阻值、电容量、极性。 -
判断异元件 选择是否进行异元件判断。
(元件种类为芯片、LED、圆筒型芯片、SOT、引脚插头、插座时)
操作员
元件数据的内容中,供料器种类等的一部分信息不能变更。
(9) 检测激光高度
按下检测激光高度按钮,即会启动检查激光高度对话框。
详情请参见「2-12-6 生产中的检查激光高度」。
按下“检测激光高度”后,贴片头会立即移动。
为避免人身伤害,在运行过程中切勿将手放入装置内部,也不要将脸和头靠近
装置。
在按下“检测激光高度”前,请务必确认装置内部无人作业。
在按下“检测激光高度”前,请确认装置附近没有会受到人身伤害的人。
在按下“检测激光高度”前,请确认装置内部没有安装、安放会妨碍装置运行
的物体(调整工具等)。
注意
2-100
第 1 部 基本编 第 2 章 生产
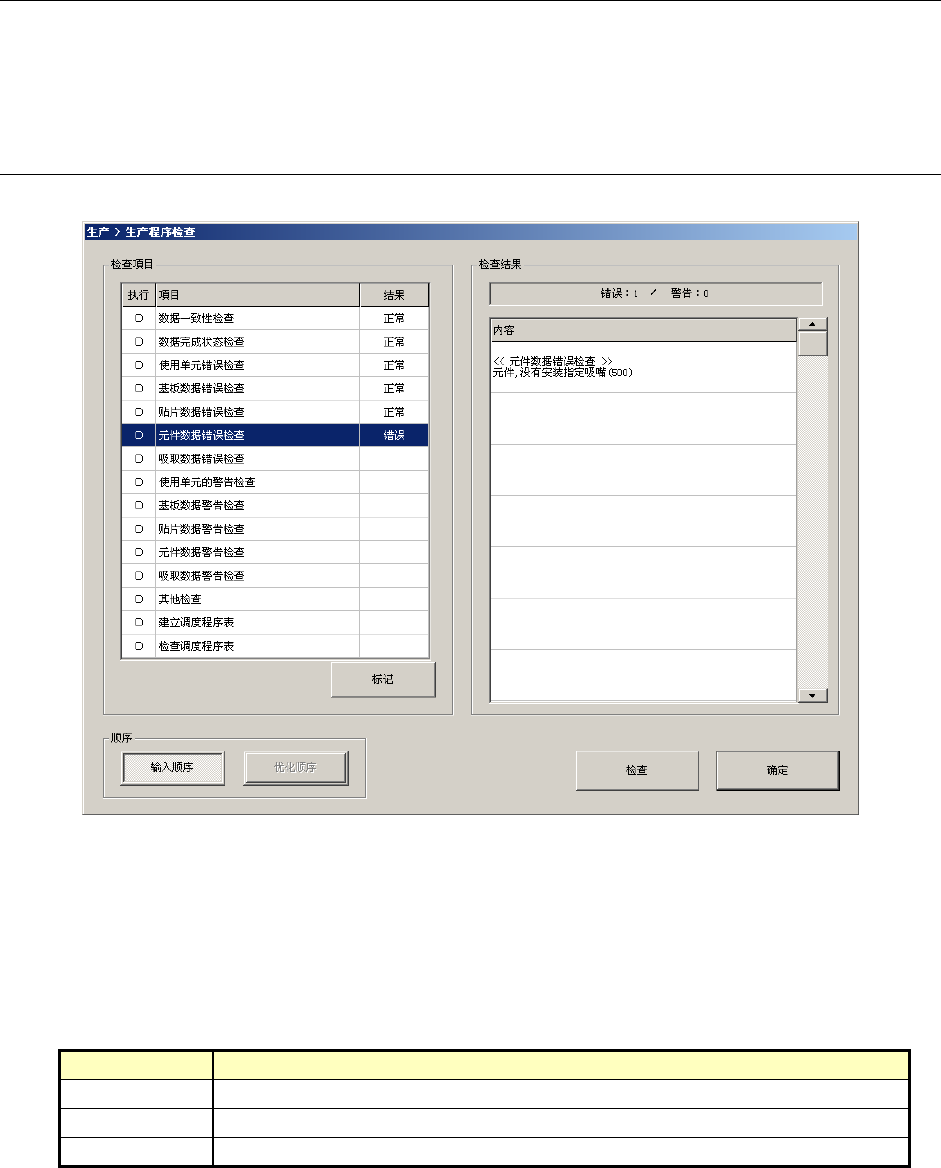
2-11-3 检查生产程序
从生产菜单选择[生产程序]- [检查生产程序],则显示生产程序检查画面。
开始生产之前,会自动进行生产程序的检查,显示其结果。
在“2-11-2 编辑数据”关闭的功能、未使用数据、跳过数据等不进行检查。
2-11-3-1 显示
图 2-11-3-1-1 检查生产程序画面
(1)检
自上而下按列表顺序检查。
表 2-11-3-1-1 检查项目
查项目
显示检查生产程序项目列表。
列 内容
执行 对有○标记的项目进行检查。没有标记的项目不执行。
项目 显示检查项目的大分类。
结果 检查项目的检查结果。
2-101