6OM-1602-004_w.pdf - 第136页
6OM-1602 第二章 2.4 (D01) 控制数据 2-1 15 (D01_22) 角度控制 在贴装前进行角度补正后,贴装元件。 选择 “ 打开 ” 或 “ 关闭 ” 控制。 角度控制 允许值 选择 “ 关闭 ” 时,设定角度控制允许值。 补正到允许角度后进行贴装。 • 角度控制 允许值的设定范围 : 0.00 ~ 9.99[ ° ] (D01_23) 贴装角度认识 ( 识别 ) 预约数据。 (D01_24) 分组 ( 大量 ) 元…

6OM-1602
2-114
第二章 2.4 (D01) 控制数据
(D01_18) 拍摄方式
选择
“
自动
”
或
“
停止
”
元件识别动作。
自动 : 不间断飞速识别 ( 照常 )
停止 : 在照相机上停止识别
Note
即使选择
“
自动
”
,有时也会因最佳数据而停止识别。
(D01_19) 压入动作
(D01_20) 带子连接功能 ( 料带连接补给 )
选择料带连接补给为
“
使用
”
或
“
不使用
”
。
Note
选择了
“
不使用
”
时,进行元件断料预告向导。
接缝部料带传送速度 [%]
选择
“
使用
”
时,设定连接部的料带传送速度的减速率。
(D01_21) 吸取偏差判定 X、Y、角度
选择
“
使用
”
或
“
不使用
”
判定吸取偏差 X、Y、角度。
允许值 X[mm]、Y[mm]、角度 [
°
]
选择
“
使用
”
判定吸取偏差判定 X、Y、角度时,设定允许值 X、Y、角度。
•
允许值 角度的设定范围 : 0.00 ~ 45.00[
°
]
•
“
使用
”“
吸取偏差判定 Y
”
,设定适当的数值,可防止吸入吸嘴的镀
锡引起的污垢、吸嘴碰到贴装完成元件。
•
请考虑元件、使用吸嘴、实际贴装密度,进行数据输入。
•
请对每个限制指定值编制元件 ID 名 ( 元件数据库 ) 等进行管理。
Note
即使将
“
吸取偏差判定
”
指定为
“
使用
”
,
“
允许值
”
指定为
“
0.00
”
时,
也会自动变成
“
不使用
”
。
1201-002

6OM-1602
第二章 2.4 (D01) 控制数据
2-115
(D01_22) 角度控制
在贴装前进行角度补正后,贴装元件。
选择
“
打开
”
或
“
关闭
”
控制。
角度控制 允许值
选择
“
关闭
”
时,设定角度控制允许值。
补正到允许角度后进行贴装。
•
角度控制 允许值的设定范围 : 0.00 ~ 9.99[
°
]
(D01_23) 贴装角度认识 ( 识别 )
预约数据。
(D01_24) 分组 ( 大量 ) 元件断料检出
设定是否进行分组元件断料的警告。
通过激活设定,没有残留完成生产线路板的元件时,即使在送料器残
留元件,也当作元件断料停止装置并显示催促补给的警告。
富余数 [ 个 ]
设定显示大量元件断料警告的元件数。
(D01_25) 元件压入动作
对元件贴装后的元件推入进行设定。
不使用 : 不进行元件推入。
1 回~ 4 回
: 设定进行几次推入。
1201-003
6OM-1602
2-116
第二章 2.5 (E01) 供给数据
2.5 (E01) 供给数据
(E01_01) 元件供给数据
(1) 种类
从以下选择元件供给装料的种类。
纸带 粘带 ( 压纹带 ) 多段供料器 振动型塑料棒
Note
可在 SIGMA-G4/G5 系列中使用的元件供给装料管为
“
纸带
”
、
“
粘带
”
、
“
多段供料器
”
、
“
振动型塑料棒
”
。
其他种类不能使用。
(2) 料带宽度 [mm]
在 (1) 种类选择了
“
纸带
”
或
“
粘带
”
时,从以下选择料带宽度。
4 8 12 16 24 32 44 56 72
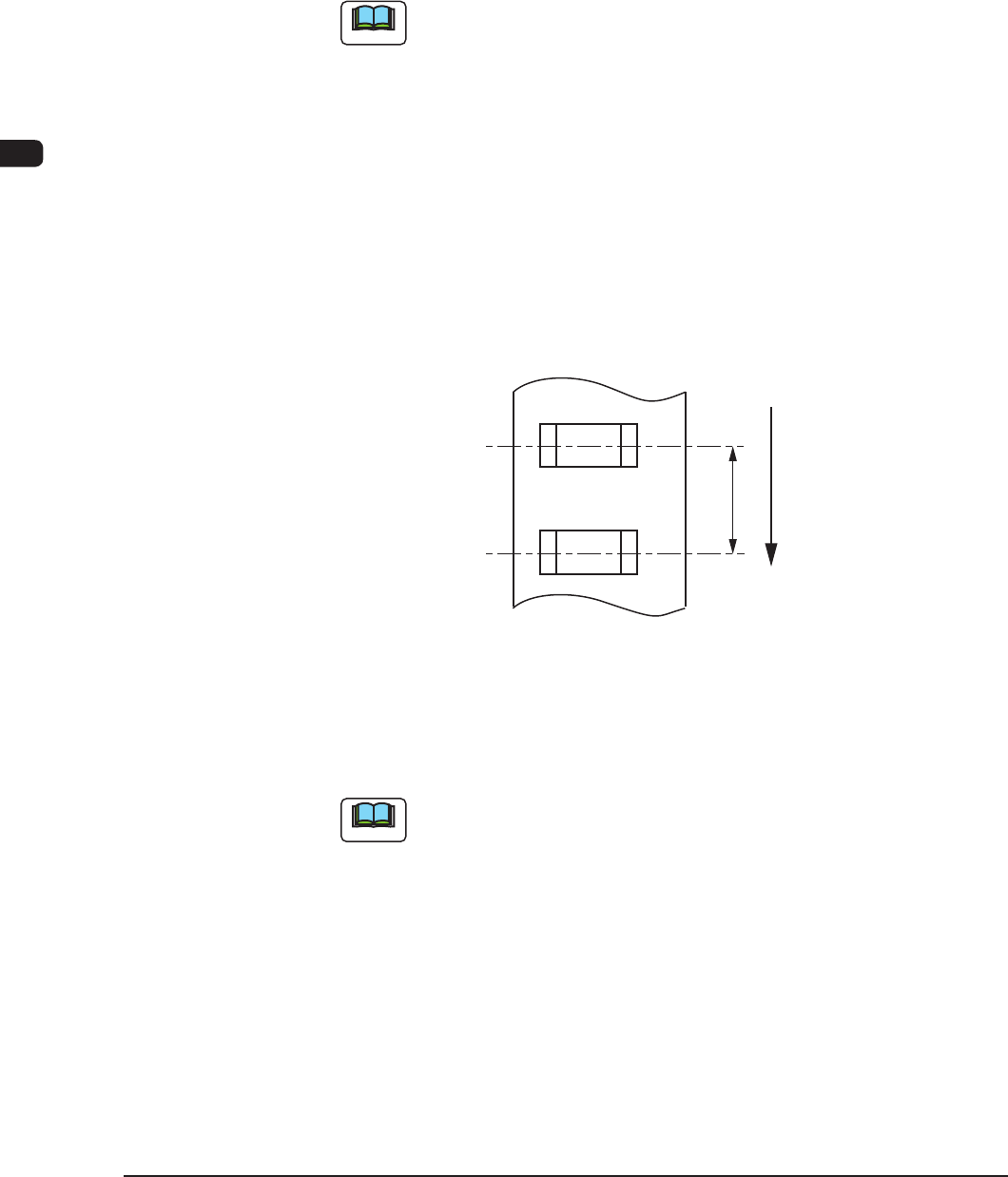
(3) 料带传送间距 [mm]
在 (1) 种类选择了
“
纸带
”
或
“
粘带
”
时,设定料带传送间距 ( 元件之
间的距离 )。
元
件
传
送
方
向
传送间距
FB101
(4) 是否可 ( 可否 ) 使用
在 (1) 种类选择了
“
多段供料器
”
时,设定
“
多段供料器
”
以及
“
Shuttle( 往返式 ) 供料器
”
可否使用。
Note
无法将
“
多段供料器
”
和
“
Shuttle 供料器
”
都设定
为
“
不可
”
。
1201-003