00197902-03_UM_X-Serie-S_EN.pdf - 第112页
3 Technical data and assemblies User manual SIPLACE X-Series 3.1 Performance data From software version 710.0 Edition 12/2016 112 3.1.2 Machine performance SIPLACE X4i S 3 Placement head type s SIPLACE SpeedStar ( C &…

User manual SIPLACE X-Series 3 Technical data and assemblies
From software version 710.0 Edition 12/2016 3.1 Performance data
111
3 Technical data and assemblies
3.1 Performance data
3.1.1 Definition of placement performance
The placement performance is influenced by the different head combinations and head positions,
plus the conveyor configurations. Individual options and customized applications also influence
the placement performance. On request, SIPLACE can calculate the actual performance of your
product on your machine configuration.
IPC value [components/h]
According to the vendor-neutral conditions of the IPC 9850 standard published by the Association
of Connecting Electronics Industries.
SIPLACE benchmark value [components/h]
The SIPLACE benchmark value is measured during the machine acceptance tests. It corresponds
to the conditions set out in the SIPLACE scope of service and supply.
Theoretical maximum output value [components/h]
The theoretical maximum output value is calculated from the most favorable conditions for each
machine type and setting, and corresponds to the theoretical conditions normally used in the in-
dustry.
3 Technical data and assemblies User manual SIPLACE X-Series
3.1 Performance data From software version 710.0 Edition 12/2016
112
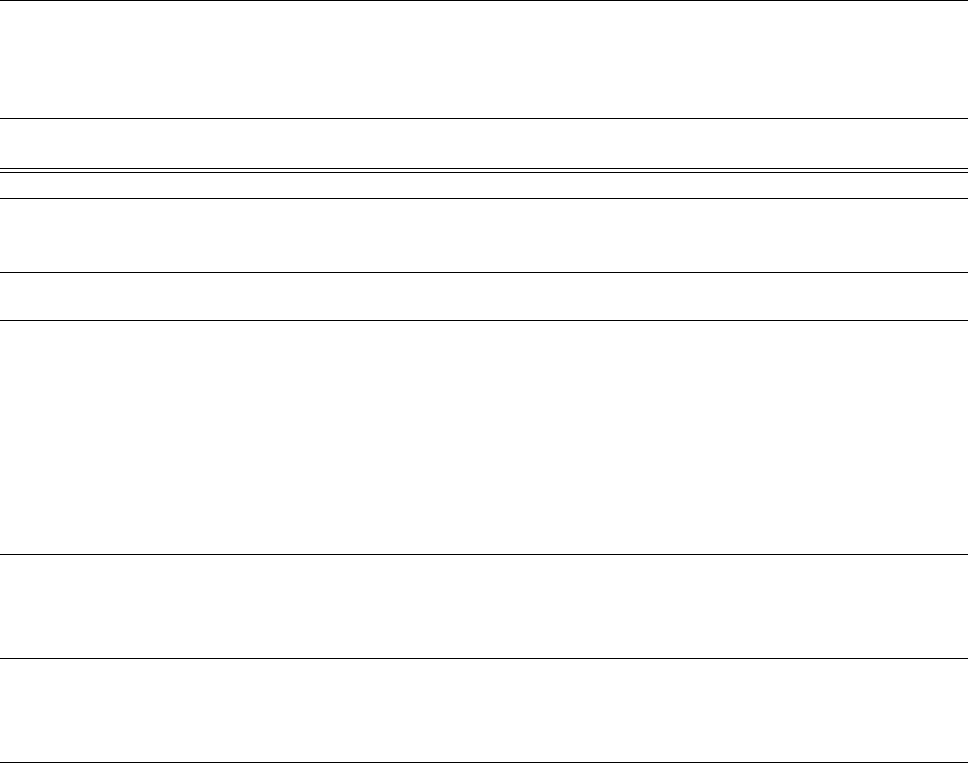
3.1.2 Machine performance SIPLACE X4i S
3
Placement head types SIPLACE SpeedStar (C&P20)
SIPLACE SpeedStar (C&P20 P)
SIPLACE MultiStar (CPP)
SIPLACE TwinStar (TH)
Definition of placement performance
For a definition of placement performance values, see the note on page 111.
SIPLACE X4i S
Placement performance
See the note above for definition of placement performance values.
Machine Placement area 1 Placement area 2 IPC value Benchmark
value
Theoretical
value
X4i S-A C&P20 / C&P20 C&P20 / C&P20 102,000 120,000 135,500
C&P20 / C&P20 CPP_L/CPP_L 91,500 103,500 123,750
C&P20 / C&P20 CPP_H / CPP_H 85,000 100,000 112,500
C&P20 P / C&P20 P C&P20 P / C&P20 P 125,000 150,000 200,000
C&P20 P / C&P20 P CPP_L/CPP_L 102,000 120,000 160,000
C&P20 P / C&P20 P CPP_H / CPP_H 100,300 118,000 157,300
CPP_L/CPP_L CPP_L/CPP_L 79,900 94,000 112,000
CPP_L/CPP_L CPP_H / CPP_H 73,950 87,000 97,800
CPP_H / CPP_H CPP_H / CPP_H 68,000 80,000 90,000
X4i S-B C&P20 / C&P20 CPP_H/TH 72,250 85,000 96,600
C&P20 P / C&P20 P CPP_H/TH 85,000 99,900 133,200
CPP_L/CPP_L CPP_H/TH 58,150 68,400 77,500
CPP_H / CPP_H CPP_H/TH 52,190 61,400 69,075
X4i S-C C&P20 / C&P20 TH / TH 60,350 71,000 80,700
C&P20 P / C&P20 P TH / TH 70,900 85,500 114,000
CPP_L/CPP_L TH / TH 49,300 58,000 65,900
CPP_H / CPP_H TH / TH 43,350 51,000 57,300
CPP_H = Multistar CPP in high assembly position
CPP_L = Multistar CPP in low assembly position
Important notes
When setting up a machine (S; F, HS, HF, X or D-Series) next to a SIPLACE X-Series, be aware that there is limited room between the two
machines. In these cases, use a suitable conveyor extension to create room of 0.5m for the operator between the two machines.
To achieve top placement performance, fit the first machine in a SIPLACE X-Series S line with a input conveyor extension and the last
machine in the line with an output conveyor extension.
User manual SIPLACE X-Series 3 Technical data and assemblies
From software version 710.0 Edition 12/2016 3.1 Performance data
113
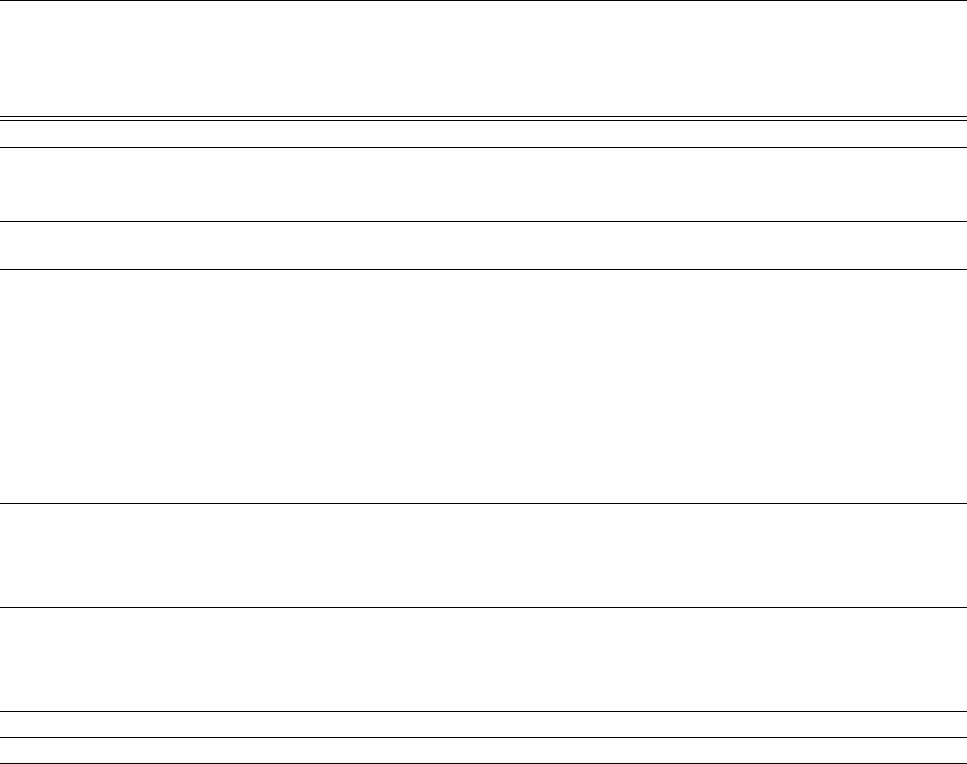
3.1.3 SIPLACE X4 S machine performance
3
Placement head types SIPLACE SpeedStar (C&P20)
SIPLACE SpeedStar (C&P20 P)
SIPLACE MultiStar (CPP)
SIPLACE TwinStar (TH)
SIPLACE X4 S
Placement performance
For a definition of placement performance values, see the note on page 111.
Placement area 1 Placement area 2 IPC value Benchmark
value
Theoretical
value
X4 S-A C&P20 / C&P20 C&P20 / C&P20 85,000 100,000 136,400
C&P20 / C&P20 CPP_L/CPP_L 79,475 93,500 129,800
C&P20 / C&P20 CPP_H / CPP_H 75,650 89,000 120,000
C&P20 P / C&P20 P C&P20 P / C&P20 P 105,000 125,000 170,500
C&P20 P / C&P20 P CPP_L/CPP_L 90,500 106,500 145,250
C&P20 P / C&P20 P CPP_H / CPP_H 86,250 101,500 138,450
CPP_L/CPP_L CPP_L/CPP_L 74,800 88,000 123,200
CPP_L/CPP_L CPP_H / CPP_H 70,550 83,000 112,500
CPP_H / CPP_H CPP_H / CPP_H 66,300 78,000 106,000
X4 S-B C&P20 / C&P20 CPP_H/TH 62,900 74,000 102,300
C&P20 P / C&P20 P CPP_H/TH 68,500 81,000 110,480
CPP_L/CPP_L CPP_H/TH 57,800 68,000 95,700
CPP_H / CPP_H CPP_H/TH 53,550 63,000 85,650
X4 S-C C&P20 / C&P20 TH / TH 50,150 59,000 82,500
C&P20 P / C&P20 P TH / TH 60,500 71,500 97,520
CPP_L/CPP_L TH / TH 45,050 53,000 75,900
CPP_H / CPP_H TH / TH 40,800 48,000 65,250
X4 S-D CPP_H/TH TH / TH 28,050 33,000 48,400
X4 S-E TH / TH TH / TH 15,300 18,000 28,600
Important notes
When setting up a machine (S; F, HS, HF, X or D-Series) next to a SIPLACE X-Series, be aware that there is limited room between the two
machines. In these cases, use a suitable conveyor extension to create room of 0.5m for the operator between the two machines.
To achieve top placement performance, fit the first machine in a SIPLACE X-Series S line with a input conveyor extension and the last
machine in the line with an output conveyor extension.
CPP_H = Multistar CPP in high assembly position
CPP_L = Multistar CPP in low assembly position