80S-15贴片机.pdf - 第314页
9 Revolver Head SIPLACE 80S/F/G Service Manual Edition 04/97 9 - 30 The vac uum th reshold valu e "Good nozzl e contac t" li es below t he max imum vac uum v alue w hile th e value "Bad noz zle con tact&qu…
SIPLACE 80S/F/G Service Manual 9 Revolver Head
Edition 04/97
9 - 29
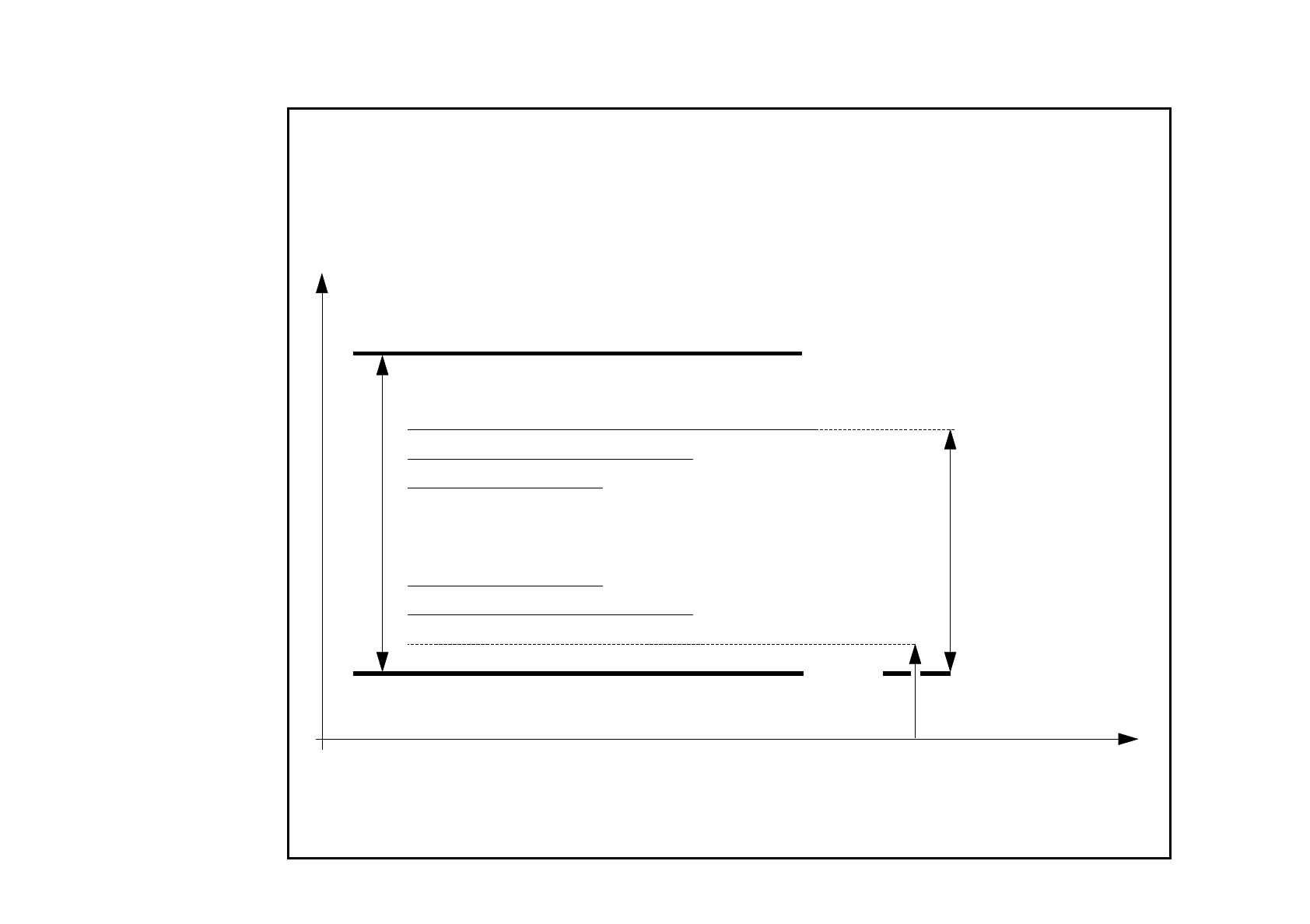
Fig. 9.5.6 Calculation of the vacuum values for the SIPLACE 80S/F and revolver head
How to calculate vacuum values for the turret head
Siplace 80S & 80F
Vacuum [ % ]
Closed
tight
Open
Vacuum separation
measured between open
and closed segment
Vacuum limit for closed segment
with permissible leakiness
Vacuum limit for open segment
with good nozzle contact
Vacuum limit for open segment
with poor nozzle contact
Maximum permissible value
for vacuum for open segment
Vacuum limit for open segment
with permissible nozzle contamination
... Vacuum value measured
when segment is closed.
Minimum separation of
vacuum values with
open and closed segment
Vacuum value
measured when the
segment is open
9 Revolver Head SIPLACE 80S/F/G Service Manual
Edition 04/97
9 - 30
The vacuum threshold value "Good nozzle contact" lies below the maximum vacuum value while the value
"Bad nozzle contact" lies above the minimum permissible vacuum value. At the same time the values
"Vacuum limit value for permissible leakages while segment closed" and "Vacuum threshold value for the
permissible contamination of the nozzle when the segment is open" are entered.
NOTE
If a nozzle is defined in the machine data file AKTUELL.MA for a segment as invalid or not present, no vac-
uum measurement will be made at that segment. This measurement is first activated in the nozzle change
menu during setting up.
9.5.4.2 Monitoring the Vacuum during Pick-Up and Placement Cycle
In the monitoring of the vacuum the actual values of the vacuum are measured during the pick-up and place-
ment cycle of the revolver head and compared with the values specified by the program or computer specified
- and which had been determined in the reference run.
If the specified values are not achieved, then the conclusion appropriate in each case will be drawn, such as
"Warning", "Closure of segment" or "Fatal error messages".
The vacuum obtaining in each case is measured by the pressure sensors of the placement and ejection
circuits as follows:
1. Vacuum sensor of the placement circuit "Component picked up / not picked up" (pick-up cycle)
"Component present / not present" (placement cycle)
"Component picked up / not picked up", measurement during the pick-up cycle
The sz axis positions itself with sensor stop upon the component which is to be picked up. Only after the end
message of the sz axis for "Nozzle is positioned on the component" is received is the nozzle opened and the
component sucked up. The vacuum is measured after the component has been picked up and after the sz
axis has moved up in revolver head position "1".
If the threshold value "good" or "bad nozzle contact" is not achieved this means that either there is no compo-
nent at the nozzle or too much air is being sucked in at the nozzle due to an incorrectly positioned component.
If no component has been picked up, the revolver head cycles the segment on to the reject station. The
revolver head here moves over the collecting container and ejects the incorrectly positioned component. The
sealing piston closes the segment. Next, the vacuum test is carried out for permissible airtightness and con-
tamination (optimized vacuum sequence). The revolver head cycles on to the pick-up and placement station
and tries once more to pick up a component. If this attempt also fails, this will be added to the "Not done" list.
If access to a component on the conveyor is unsuccessful three times in succession the conveyor is set to
"Track empty" and the track error displayed on the screen. The placement sequence will however only be
halted when the PCB is completely assembled with the exception of the missing components.
SIPLACE 80S/F/G Service Manual 9 Revolver Head
Edition 04/97
9 - 31
"Component present / not present" (placement cycle)
The vacuum sensor of the placement circuit (see Fig. 9.5.5) determines the current vacuum value in revolver
head position 1 during the placement cycle of the revolver head in each case before lowering of the sz axis.
If the threshold values for "Good and bad nozzle contact" are not reached, the component at the nozzle in
question will be lost. The sz axis remains in its top end position. The revolver head cycles the segment on with
open segment to the revolver head station 3. Here the segment is closed. The lost component is added to the
"Not done" list.
NOTE
The sz axis will also stay in its top end position if a component has been sucked onto the nozzle with a CRDL
measurement error, rotating or centering error. In revolver head station 3 these components are ejected dur-
ing the ejection cycle into the rejects container.
2. Vacuum sensor of the ejection circuit:
Good or bad nozzle contact?
Nozzle clogged?
Segment sealed?
The vacuum sensor of the ejection circuit (see Fig. 9.5.5) determines for the segment in question what the
vacuum is in revolver head station 3 and compares the actual value with the setpoint vacuum value specified
in the program.
During the measurements at revolver head station 3 a distinction is made between the pick-up and placement
cycles of the revolver head, as was already done with revolver head station 1.
"Good or bad nozzle contact?" (pick-up cycle)
During the pick-up cycle of the revolver head the vacuum sensor of the ejection circuit measures the vacuum
obtained in revolver head station 3 in each case when the revolver head division position is reached. By
means of a comparison between the measured value and the value specified by the computer for "good" and
"bad nozzle contact" (see Fig. 9.5.6) the form of the picked-up component is compared with the form specified
in the program.
If the threshold values are not reached for "good" and "bad nozzle contact", the component in revolver head
station 3 will be blown off into the rejects container and added to the "Not done" list.
"Nozzle clogged? Segment sealed?", measurement during the pick-up cycle
Immediately after ejection of the component due to vacuum errors, in revolver head station 3 the nozzle will
be checked for contamination and the segment for leaks. The sealing piston then closes the segment. In this
way, when the revolver head cycles on, the vacuum in the holding circuit is maintained.
"Nozzle clogged?" (placement cycle)
The final measurement during the placement cycle of the revolver head is the "nozzle clogged?" check in
revolver head station 3 of the ejection circuit.
If there is still a component at the nozzle, this indicates CRDL measuring errors, centering or rotational errors,
which are to be found in the program. The component will be blown off by the nozzle into the rejects container.
If a nozzle arrives without a component when the segment is open, then the sealing piston will be moved
forward.