QP341,351機械手冊-中.pdf - 第55页
第 第 第 第 2 2 2 2 部 部 部 部 基本操作 基本操作 基本操作 基本操作
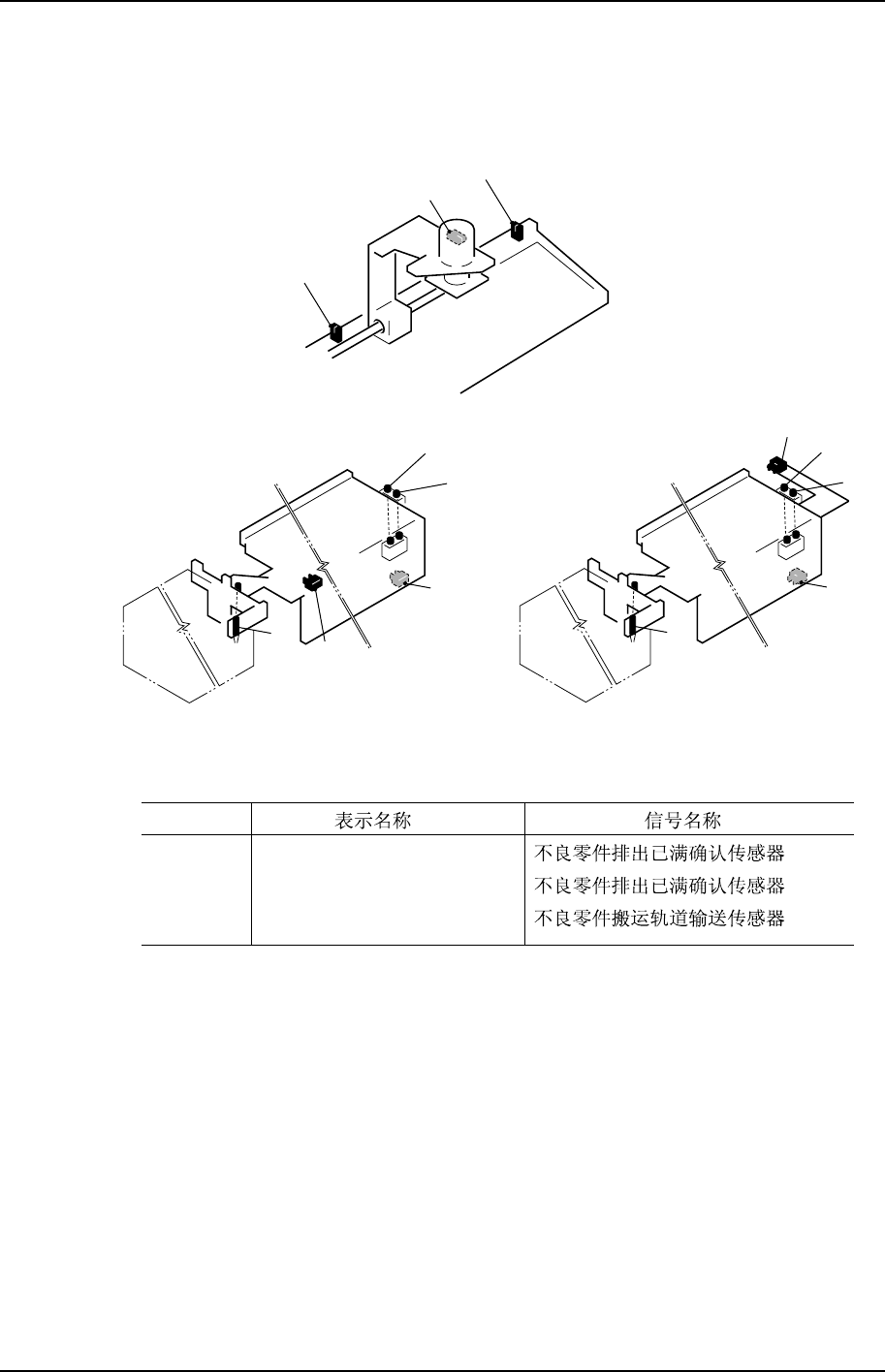
第 3 章 传感器配置图 第 1 部
QP-341E/351E-MM 机械手册 1-3-12 Edition 1.0
MFU (
MFU (MFU (
MFU (不良零件排出传送带
不良零件排出传送带不良零件排出传送带
不良零件排出传送带)
))
)
QP3MN031CM
<STU-1> <STU-2>
3
2
1
4
5
6
7
8
7
4
5
6
8
X018
X018
X045
NG PARTS FULL
NG PARTS FULL
PARTS CV COUNT
Sensor No.
QPMNT13CM
备注)表中的
备注)表中的备注)表中的
备注)表中的[
[[
[表示名称
表示名称表示名称
表示名称]
]]
]与机器上的
与机器上的与机器上的
与机器上的 1/0
1/01/0
1/0 画面的表示相对应。
画面的表示相对应。画面的表示相对应。
画面的表示相对应。

第
第第
第2
22
2部
部部
部
基本操作
基本操作基本操作
基本操作
第 2 部 第 1 章 搬运轨道宽度的变更
Edition 1.0 2-1-1 QP-341E/351E-MM 机械手册
1.
1.1.
1.
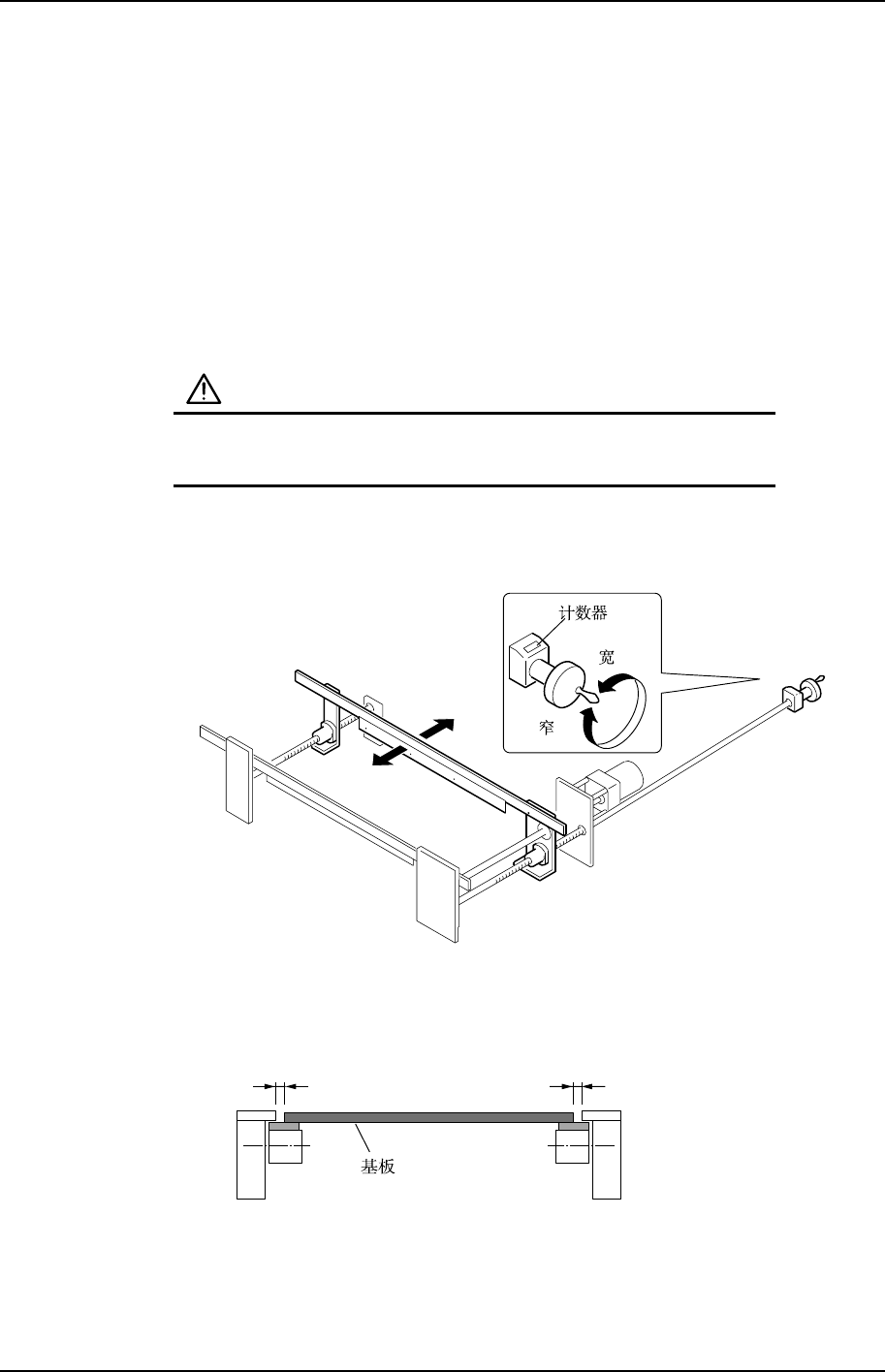
搬运轨道宽度的变更
搬运轨道宽度的变更搬运轨道宽度的变更
搬运轨道宽度的变更
要点
要点要点
要点
为了实现基板能够顺利行走,要正确调整搬运轨道宽度。
方法
方法方法
方法
预先将 PFU-3E,MFU-6E 或 MTU-8E/9E 从机器主体上拆下。
1. 转动摇柄,调整搬运轨道宽度。搬运轨道宽度在计数器上有显示。
注
注注
注
意
意意
意
为避免干扰从动侧的传送轨道,应首先检查真空支撑销的位置后
为避免干扰从动侧的传送轨道,应首先检查真空支撑销的位置后为避免干扰从动侧的传送轨道,应首先检查真空支撑销的位置后
为避免干扰从动侧的传送轨道,应首先检查真空支撑销的位置后
再行转动摇柄。
再行转动摇柄。再行转动摇柄。
再行转动摇柄。
2000
QP3MC001CM
2. 调整时要保证基板两侧各有 0.5mm 的间隙。
调整后要进行基板通过实验,确认基板能够在搬运轨道上顺利通过。
0.5 mm 0.5 mm
QP3MC002CM