NXT-IIc 系统手册.pdf - 第191页
SYS-NXTIIc-4.0S 4. 生产 NXT IIc 系统手册 173 使用间隔停止功能时的注意事项 1. 运用自动换线功能期间,如果自动换线和间隔停止发生重合时 ,自动换线作业的向导优 先。重新开始运转后,机器进行 间隔停止。 2. 按下 STOP 按钮的一块生产停止和间隔停止发生重 合时, 一块生产停止的向导优先。 重新 开始运转后,机器进行间隔停止 。 3. 在以上 2 个情况下,同时发生机器异常时,机 器异常的向导优先。重…
4. 生产 SYS-NXTIIc-4.0S
172 NXT IIc 系统手册
间隔停止功能的运用
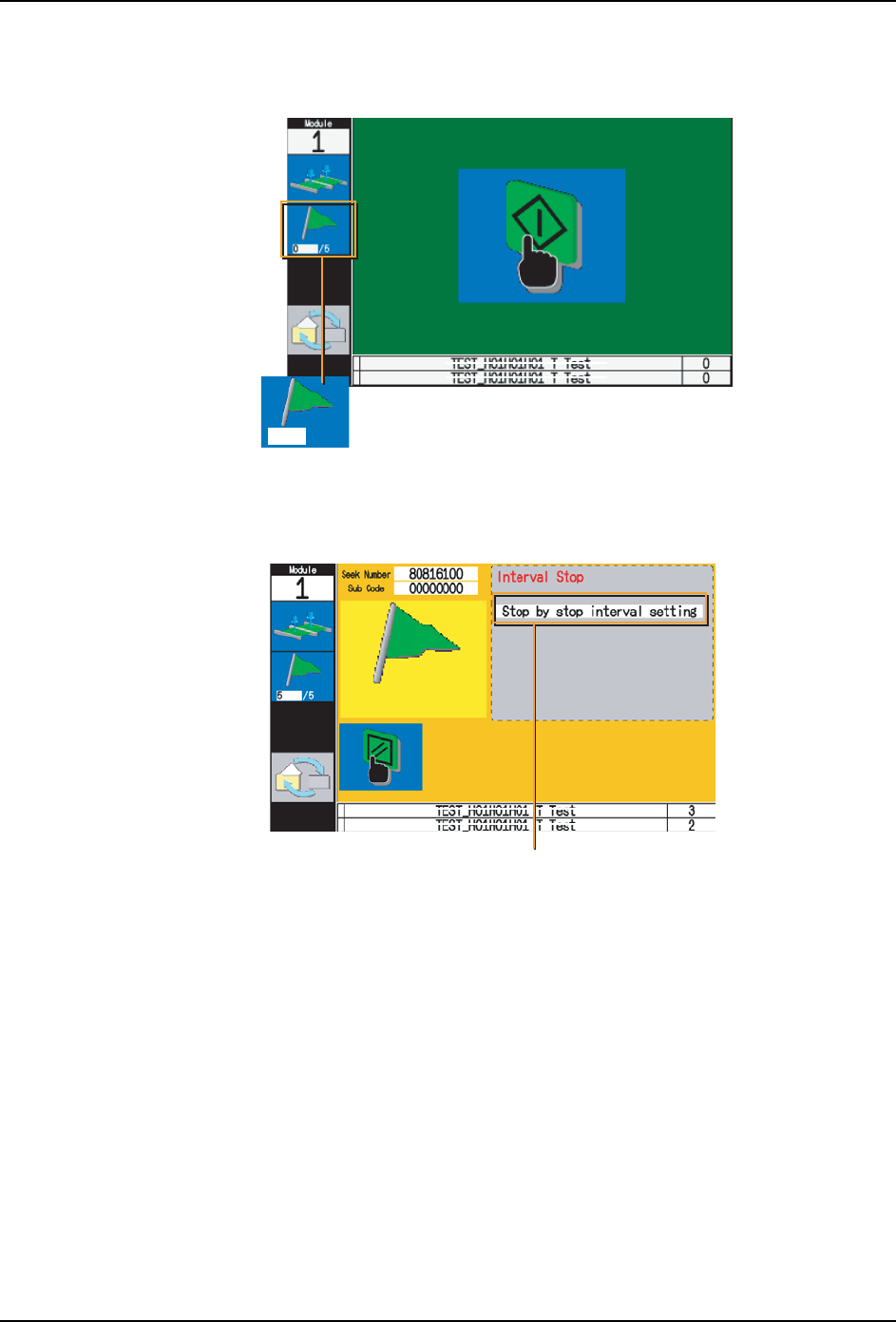
设定了间隔停止功能后,操作画面上的状态区域会如下变化。
开始运转后,搬运轨道在每次取入电路板时,所显示的块数的计数值会增加。
机器在将指定块数的生产电路板送出后周期停止。此时,操作画面上显示出间隔停止向导。
请在间隔停止后进行必要作业,然后按下操作画面上的 READY ON 按钮。机器返回到 START
等待状态,画面上所显示的电路板取入块数值被清除。
备注 )使用手动指令,可以在机器达到间隔停止之前清除取入块数的显示。(详细内容清参照
" 6.3.3 清除电路板取入块数的显示 "。)
6<66
⬉䏃ᵓ䅵᭄䯈䱨ذℶ⬉䏃ᵓ᭄䞣
6<66
>㒘ࡳ㛑䆒ᅮ@Ϟᣛᅮⱘذℶֵᙃ
˄ᰒ⼎⏙ᠿ⍌⏡ࡽ⛞ࠖऩܗㄝᴎ఼
ذℶⱘⳂⱘDŽ˅
SYS-NXTIIc-4.0S 4. 生产
NXT IIc 系统手册 173
使用间隔停止功能时的注意事项
1. 运用自动换线功能期间,如果自动换线和间隔停止发生重合时,自动换线作业的向导优
先。重新开始运转后,机器进行间隔停止。
2. 按下 STOP 按钮的一块生产停止和间隔停止发生重合时,一块生产停止的向导优先。重新
开始运转后,机器进行间隔停止。
3. 在以上 2 个情况下,同时发生机器异常时,机器异常的向导优先。重新开始运转后,机
器上显示出间隔停止的向导。再重新开始运转后,显示出自动换线或者一块生产停止的
向导。
4. 双通道生产时,在送出两个通道的电路板后,进行间隔停止。
5. 双通道生产时,2 块电路板被同时取入到各通道时,有可能发生实际生产块数比指定块数
多 1 块的情况。
4. 生产 SYS-NXTIIc-4.0S
174 NXT IIc 系统手册
4.11.17 简易定期吸嘴切换功能
事先指定电路板的生产块数,开始运转后的生产块数达到这个数值时,切换正在使用的吸
嘴。生产中,工作头上的吸嘴切换到被安装在吸嘴置放台内的预备吸嘴。
通过防止使用脏的吸嘴,提高了生产效率和维修保养效率。
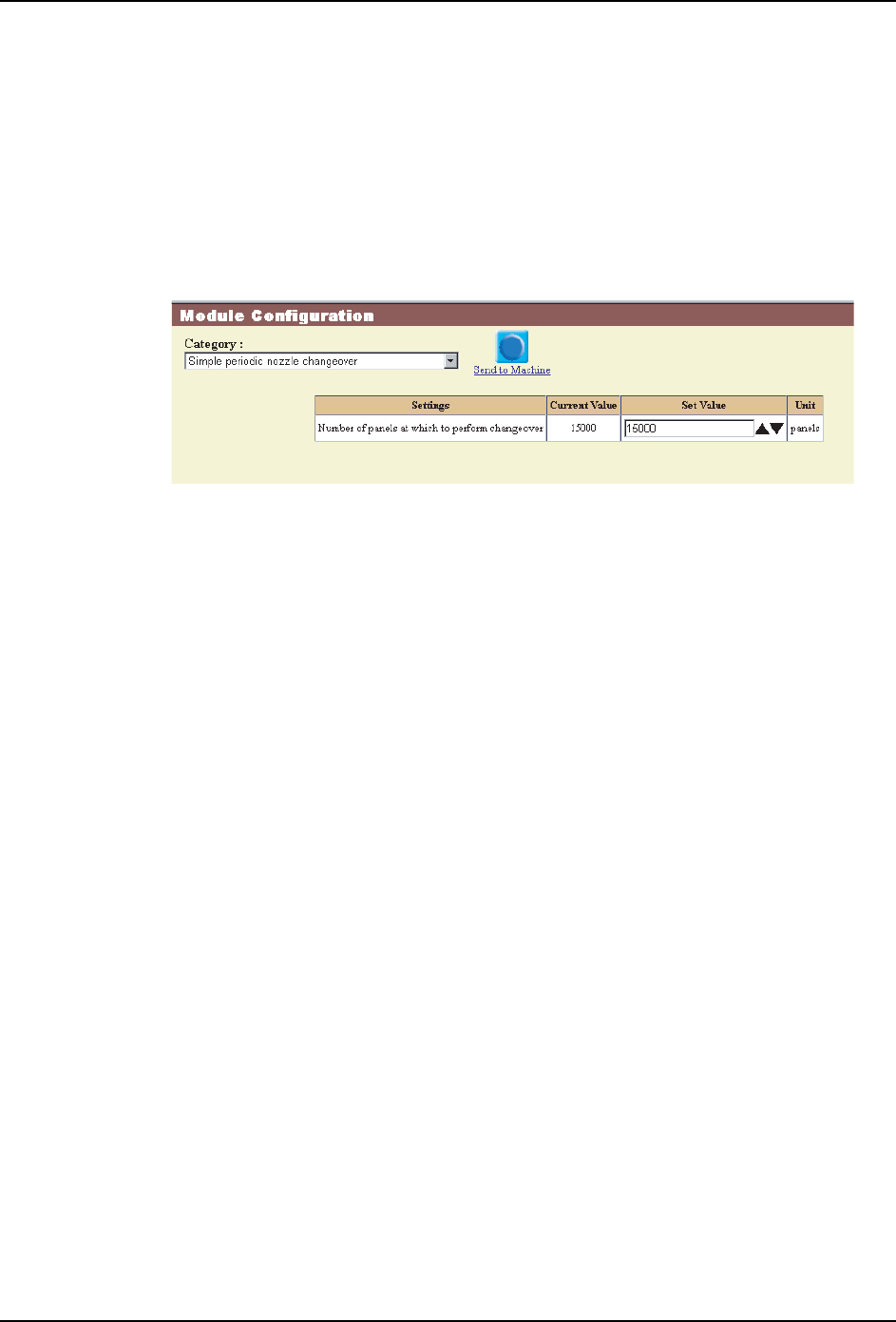
简易定期吸嘴切换的设定步骤
1. 在辅助软件的 [Module Configuration] 画面上,请进行简易定期吸嘴切换的设定。
·[Number of panels at which to perform changeover]:[0] ~ [99,999] (指
定的块数)。
2. 请将多组的吸嘴安装到吸嘴置放台内。
备注 )如果是 H08、H12HS 和 V12 工作头用的吸嘴置放台最多可以安装 32 个吸嘴。因此,运
用 H08 工作头时最多能够安装 4 组的吸嘴,运用 H12HS 和 V12 工作头时最多 2 组的吸嘴。
01SYS-0206E