NXT-IIc 系统手册.pdf - 第43页
SYS-NXTIIc-4.0S 2. 各部分的名称和功能 NXT IIc 系统手册 25 2.2.2 操作画面 机器自我判断生产所需的 操作。 另外, 将要求操作者进行的操作或机器状态显示在操作画面 上。 ■自动指示模式画面 自动指示模式时,机器要 求操作者进行以下画面所显示的必要操作。 各区域的说明 A: 向导显示区域 显示机器的状态或操作要求、 换线或维修保养时的作业向导。 B: 电路板有无显示区域 显示在搬运轨道上是否存在电路 板…
2. 各部分的名称和功能 SYS-NXTIIc-4.0S
24 NXT IIc 系统手册
2.2 操作面板
说明操作面板上的各个按钮和操作画面。
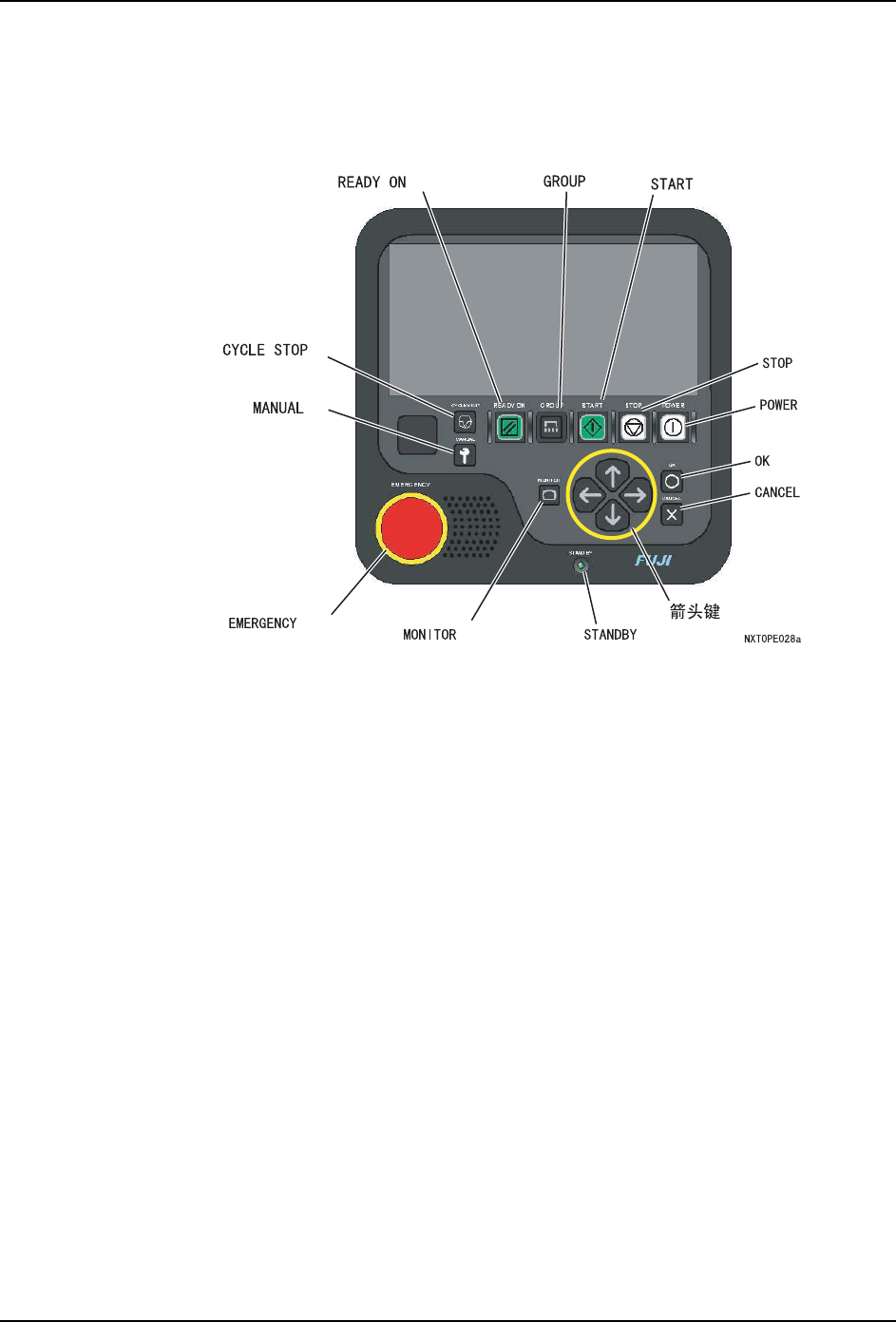
2.2.1 操作按钮
1. STANDBY ∶显示模组的电源供应状态。
2. POWER ∶使模组处于唤醒状态,或者通过持续按住使模组处于睡眠状态。
3. STOP ∶停止生产。机器在送出电路板后停止。
4. START ∶开始生产。
5. READY ON ∶解除模组的错误状态。
6. GROUP ∶同时操作多台模组。
7. CYCLE STOP ∶停止生产。以动作周期停止机器。
8. MANUAL ∶进行手动指令模式和生产模式的切换。
9. 箭头键:移动操作画面上的光标 ( 焦点 )。
10.OK ∶进行所选择模组的操作确认以及执行。
11.CANCEL ∶取消操作。
12.MONITOR ∶进行影像处理监视器与运转画面显示的切换。
13.EMERGENCY ∶立刻停止运转。切断模组的电源。
SYS-NXTIIc-4.0S 2. 各部分的名称和功能
NXT IIc 系统手册 25
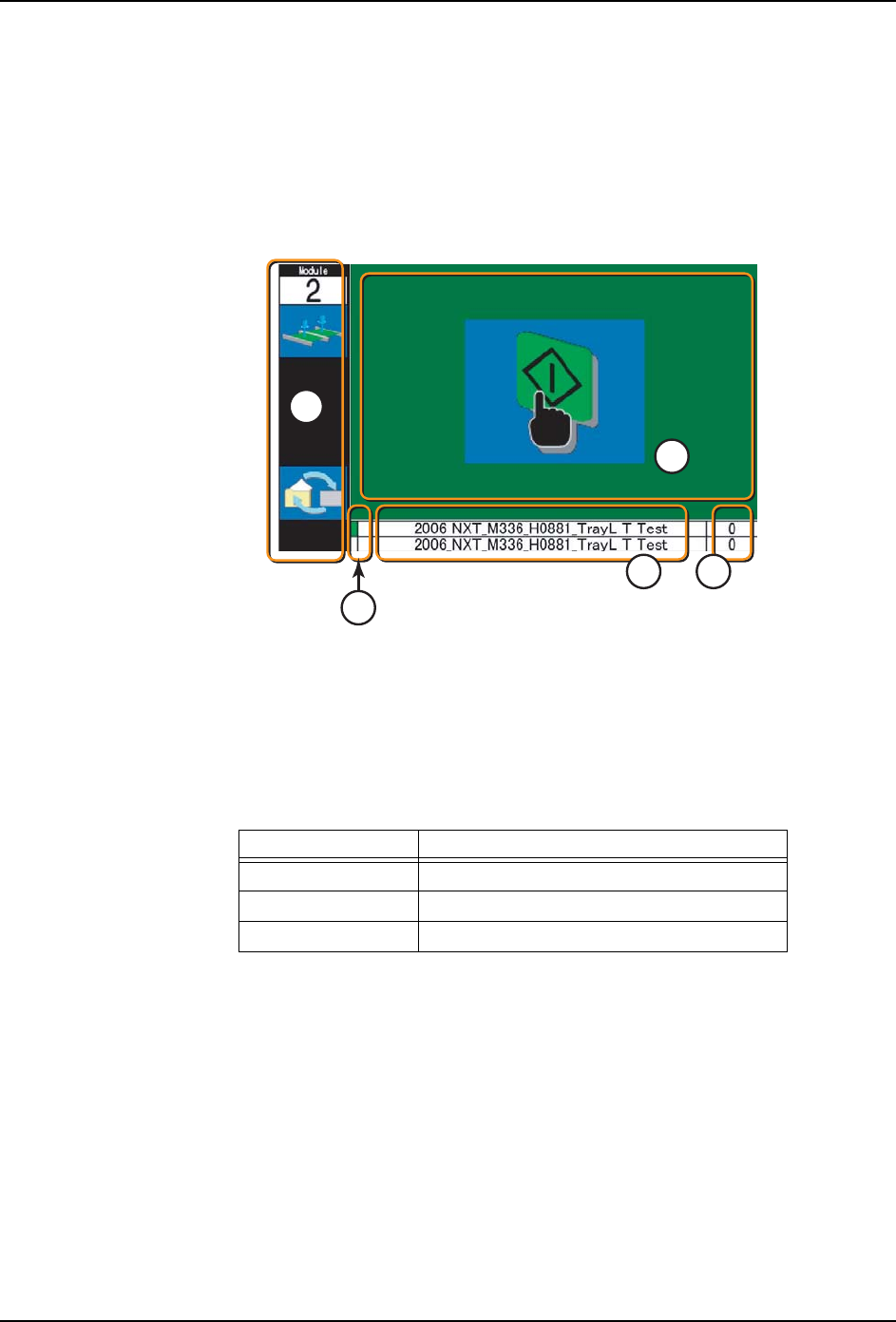
2.2.2 操作画面
机器自我判断生产所需的操作。另外,将要求操作者进行的操作或机器状态显示在操作画面
上。
■自动指示模式画面
自动指示模式时,机器要求操作者进行以下画面所显示的必要操作。
各区域的说明
A: 向导显示区域
显示机器的状态或操作要求、换线或维修保养时的作业向导。
B: 电路板有无显示区域
显示在搬运轨道上是否存在电路板。
备注 )实际上并没有检测电路板,而是显示是否存在由软件所识别的电路板。因此,操作者
执行手动指令取出电路板,但是,实际上并没有除去电路板而是搬运轨道上仍然存在电
路板时,画面上也会显示没有电路板。
C: Job 名显示区域
显示当前生产 Job 名。上面一行表示通道 2,下面一行表示通道 1。
D: 显示已生产的电路板块数
显示机器已生产的电路板的块数。
E
A
B
C
D
01SYS-0163
显示颜色 内容
白色 搬运轨道上不存在电路板。
黄绿色 搬运轨道上存在生产中的电路板。
绿色 搬运轨道上存在已完成生产的电路板。

2. 各部分的名称和功能 SYS-NXTIIc-4.0S
26 NXT IIc 系统手册
E: 状态区域
显示模组号码和生产状态以及机器状态。
ሖϞᰒ⼎ⱘ⼎ᛣ
ሖϞᰒ⼎ⱘ⼎ᛣ
ঠ䗮䘧
ঠ䗮䘧⫳ѻᇍ䈵
䗮䘧ЎӴ䗕ᓣ
䗮䘧Ў⫳ѻᇍ䈵
䗮䘧Ў⫳ѻᇍ䈵
䗮䘧ЎӴ䗕ᓣ
䗮䘧ЎӴ䗕ᓣ
䗮䘧ЎӴ䗕ᓣ
ऩ䗮䘧
⫳ѻᇍ䈵
ऩ䗮䘧
Ӵ䗕ᓣ
ሖϞᰒ⼎ⱘ⼎ᛣ
㚠᱃㡆˖㑶
ऩ䗮䘧
ᬙ䱰ᯊ䖤⫼Ё
ঠ䗮䘧
ᬙ䱰ᯊ䖤⫼
ㄝᕙ݊Ҫ㒘 ᕅڣֱᄬ կ఼᭭㒳䅵䄺ਞ ᭭Ⲭ㒳䅵䄺ਞ
㪚㪛㪜㪝
A
㪙
䋭
40 KPa
35 deg.C
40 KPa
35 deg.C
40 KPa
35 deg.C
40 KPa
35 deg.C
40 KPa
35 deg.C
40 KPa
35 deg.C
2, 3, 4
, 5
11, 12
, 13 䊶䊶䊶
ఈ༈䏇䖛
˄ఈ༈োⷕ˅
ޓ*/⏽䇗
˄㑶˖ᓖᐌ⏽ᑺ˅
ޓ*/⏽䇗
˄㓓˖ℷᐌ⏽ᑺ˅
ޓ*/⏽䇗
˄咘˖䄺ਞ⏽ᑺ˅
ޓ*/⏽䇗
˄♄˖⏽ᑺࠊ
ࡳ㛑2))˅
ޓ*/⏽䇗
˄㑶˖ᓖᐌ⏽ᑺ˅
ޓ*/⏽䇗
˄咘˖䄺ਞ⏽ᑺ˅
ᴎϞᄤ⬉䏃ᵓ䏇䖛
˄ᄤ⬉䏃ᵓোⷕ˅
6<6D6
ぎ䖤䕀㧔᮴ᕅڣ໘⧚ˈկ఼᭭䗕᭭ࡼ㧕
ぎ䖤䕀㧔᮴⬉䏃ᵓᨀ䖤ˈ97㧕
ᬃᩥ䫔䜡㕂⹂䅸ᓣ
IDLE
VT253
ऩ䗮䘧
IDLE
VT253
ঠ䗮䘧ऩ䗮䘧 ঠ䗮䘧
䯈䱨ذℶ
ㅔᯧᅮᳳఈߛᤶ
ఈ㒳䅵䄺ਞ ᮴ᑳ᭭ᏺㆅⱘ䄺ਞ
10
11
ሖϞᰒ⼎ⱘ⼎ᛣ
᳝乘㑺-RE 㞾ࡼᤶ㒓 ⬉䏃ᵓ䗕ߎ䖤䕀
0 /5
ఈ⏙ᠿЁ
ᑳ᭭ᏺㆅ
⏙ᠿᇐ