TR6SNR_维修调整.pdf - 第11页
维修调整要领书 1-6 1- 6. 检查组装位置 到可以接通电源的状态后,请对梭动器的吸盘和 X 贴装头的吸盘位置是否处于同一轴上进行检查。 以调试模式启动并初始化后,可通过“ 19. XYZ ADJ ”的“ H.P Off set ”进行检查。(参照 9- 19 ) 吸盘有偏离时,需要调整。 < 向 Y 方向偏离时 > 请松开 S JOINT BASE A ④和 S JOINT BASE B ⑤的安装螺丝⑥进行调整。 &l…
维修调整要领书
1-5
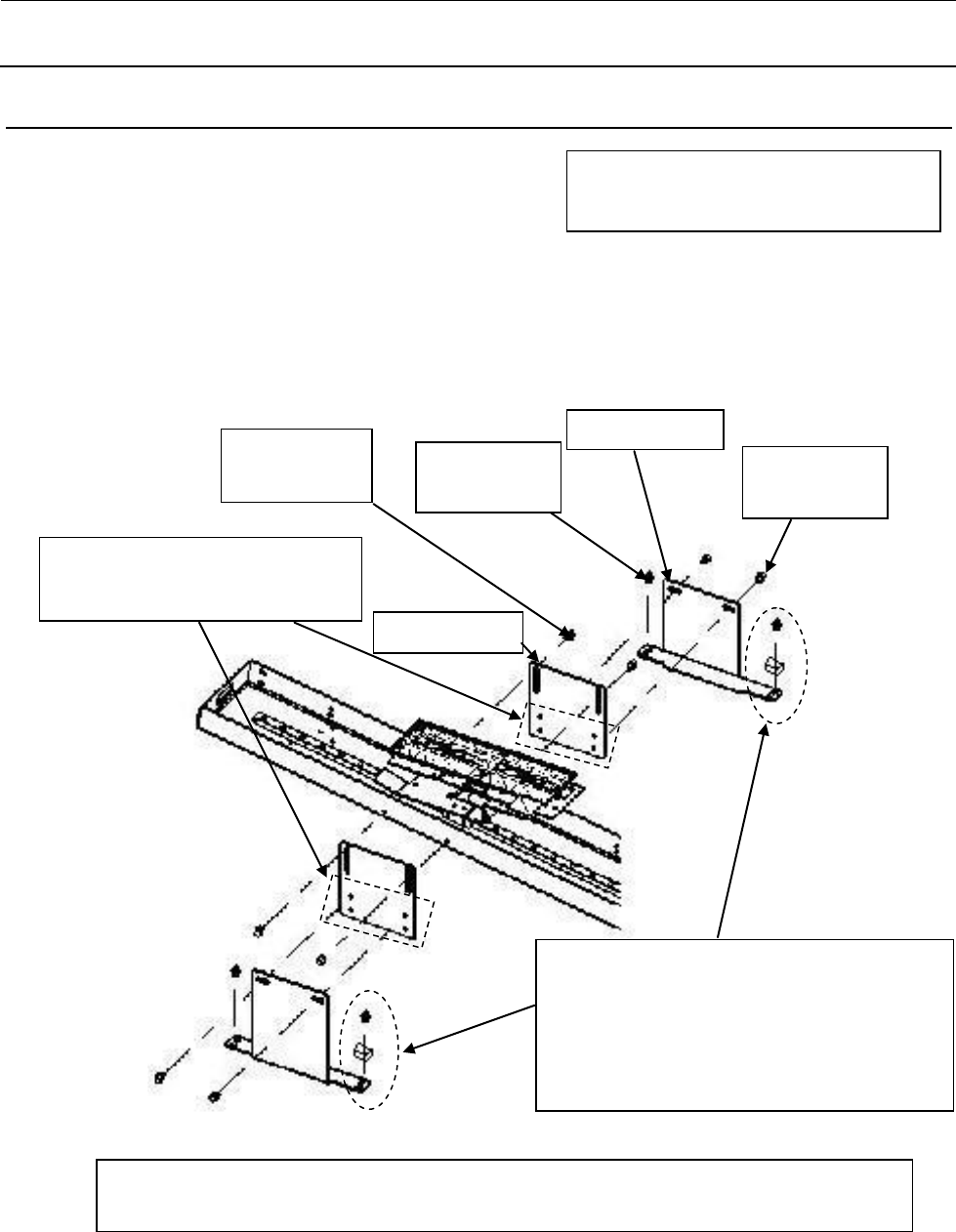
1-5. 梭动器装置和贴片机的固定
贴片机和 MTC 的高度、前后位置调整好以后,请用下图所示的梭动器支承部件把进入贴片机内部分
的梭动器装置予以固定。
作业对象:
TR6SNX
、
TR6SXLS
TR6SNV 则不需要进行。
L
规格时,请先拆下
GX-10
内部的线束固定
座的束线箍,并拆下固定座,再从新与
S_BASE_PL 一起旋紧固定(固定座请更换
为 MTC 附带的内 6 角螺栓 M4×10)。固
定后,请用束线箍从新固定线束。
L 规格时请固定于上侧的螺丝孔,
XL 规格则为下侧。
(注)
MTC
从贴片机主机体中卸下时,务必要先卸下上述的梭动器支承部之后再拆卸。
内
6
角螺栓
M4×10
S_BASE_BR
S_BASE_PL
内
6
角螺栓
M4
×
10
内
6
角螺栓
M4×6
维修调整要领书
1-6
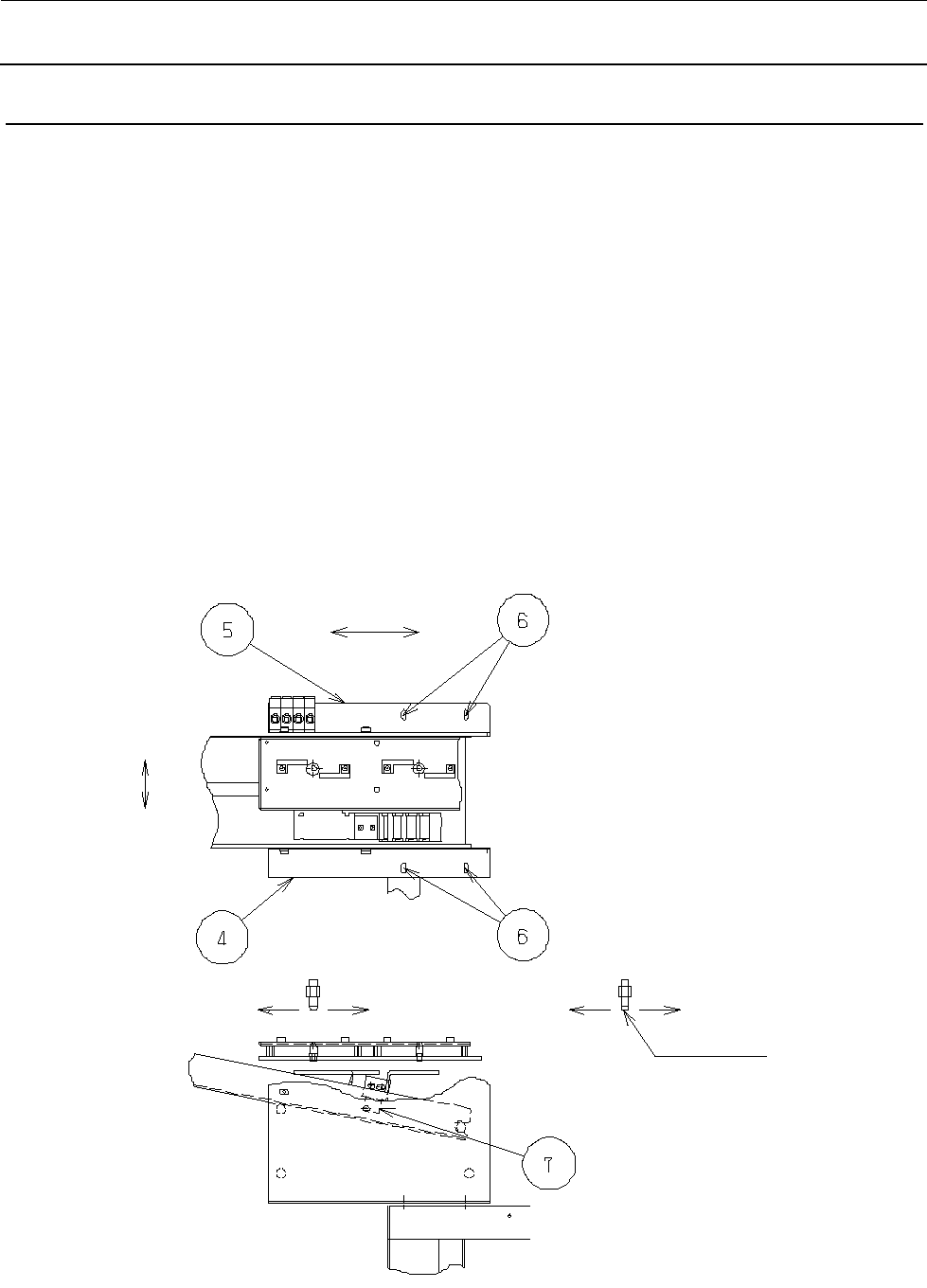
1-6. 检查组装位置
到可以接通电源的状态后,请对梭动器的吸盘和 X 贴装头的吸盘位置是否处于同一轴上进行检查。
以调试模式启动并初始化后,可通过“19. XYZ ADJ”的“H.P Offset”进行检查。(参照 9-19)
吸盘有偏离时,需要调整。
<向 Y 方向偏离时>
请松开 S JOINT BASE A ④和 S JOINT BASE B ⑤的安装螺丝⑥进行调整。
<向 X 方向偏离时>
通过调试模式的“19. XYZ ADJ”中的“H.P Offset”进行调整。
用箭头键使 X 贴装头移动,以 HEAD 键使贴装头下降,进行确认。
当改变了“H.P Offset”的值后,“Tray Ref ADJ”的值也要改变。
当通过“H.P Offset”向 a 方向偏移后,请将“Tray Ref ADJ”向 a’方向偏移同样的量。
当通过“H.P Offset”向 b 方向偏移后,请将“Tray Ref ADJ”向 b’方向偏移同样的量。
通过“H.P Offset”无法进行调整时,只要移动 S 碰块 PL⑦即可改变梭动器的停止位置,故请利用 S
碰块 PL⑦进行调整。
X方向
Y方向
a
b
a’
b’
トレイ基準位置
X 方向
Y
方向
托盘基准点位置
维修调整要领书
1-7
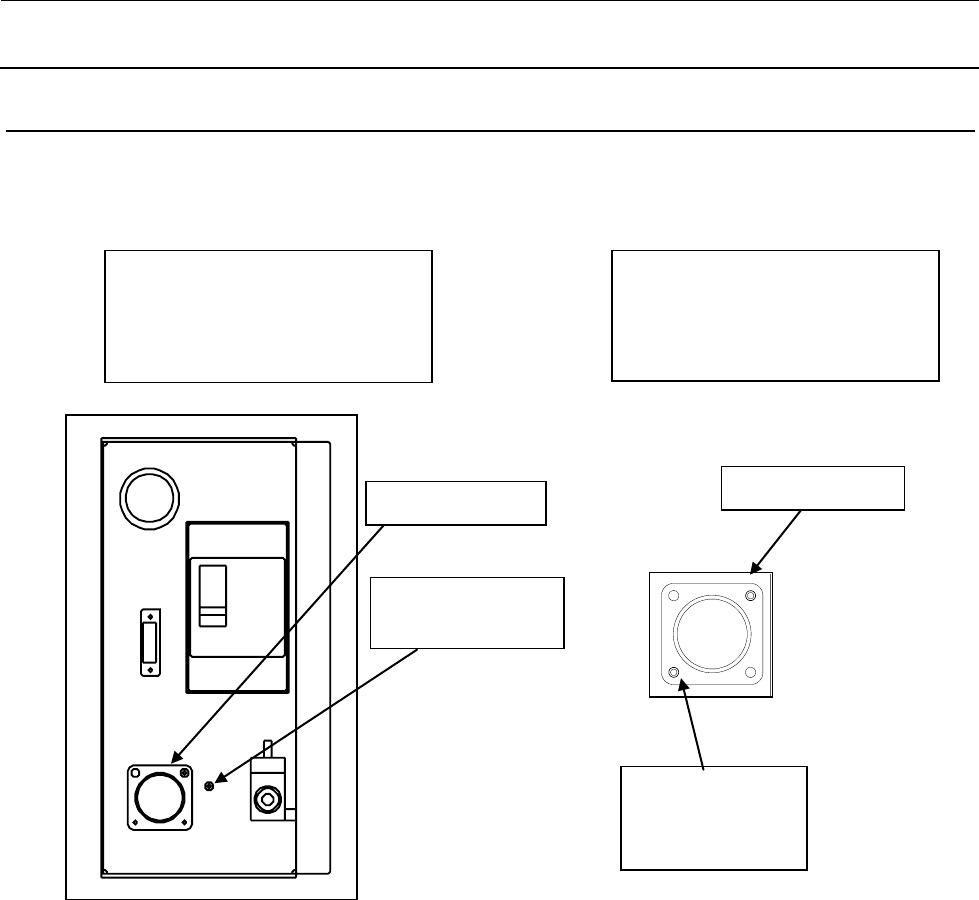
1-7. FG 线的安装(仅适用于 EN 规格)
属于 EN 规格时,请将电源电缆上附带的 FG 线连接到图示位置上。
电源电缆插入口
<MTC 侧>
请用 MTC 附带的螺丝把 FG 线
固定在电源电缆插入口旁边的
M4 分接头上。
FG
线固定位置
M4
分接头
<贴片机侧>
请取下电源电缆插入口的一个螺
丝,与 FG 线一起旋紧。
电源电缆插入口
FG 线固定位置
M3 分接头
一起固定