JUKYX-193-1100_G5S2.pdf - 第171页
193-1 100 JUKYX 4-2 3 0 . 5 1 5 9 2 5 5 基板流 れ方 向 右 → 左 1 5 3 0 . 5 9 2 5 5 1 5 基板流 れ方 向 左 → 右 1 5 基板ス トッ パ 単位: mm F1D3 : 斜 線部 が 、切 欠 き 不 可 の 範囲 …
193-1100
JUKYX
4-1
II
SIGMA-G5SII
本装置は、装置の前面または後面からの両面操作方式を採用しており、基板
の搬送はシングル搬送となります。
90,000 CPH / モジュール
注 : 最適条件時で基板移載時間含まず。
チップ部品 : 21,600CPH / 2 ヘッド
注 : 最適条件時で基板移載時間含まず。
0603 超 :45
μ
m(3 σ)
0402 :36
μ
m(3 σ) < 85,000CPH >
03015/0201:25
μ
m(3 σ) < 80,000CPH >
注 : 最 適 条 件 時
IC : 15 μ m (3
σ
)
注 : 最 適 条 件 時
約 2 秒 ( 最適条件時、基板長さ 280 mm 以下であること )
基板流れ方向 : 左から右 / 右から左 ( 工場出荷時選択 )
搬送基準 : 奥左 / 奥右 / 手前左 / 手前右 ( 工場出荷時選択 )
: 50× 50 〜 610 × 510 mm ( 四隅は R1 〜 R1.5 mm)
: 0.3 〜 5.0 mm
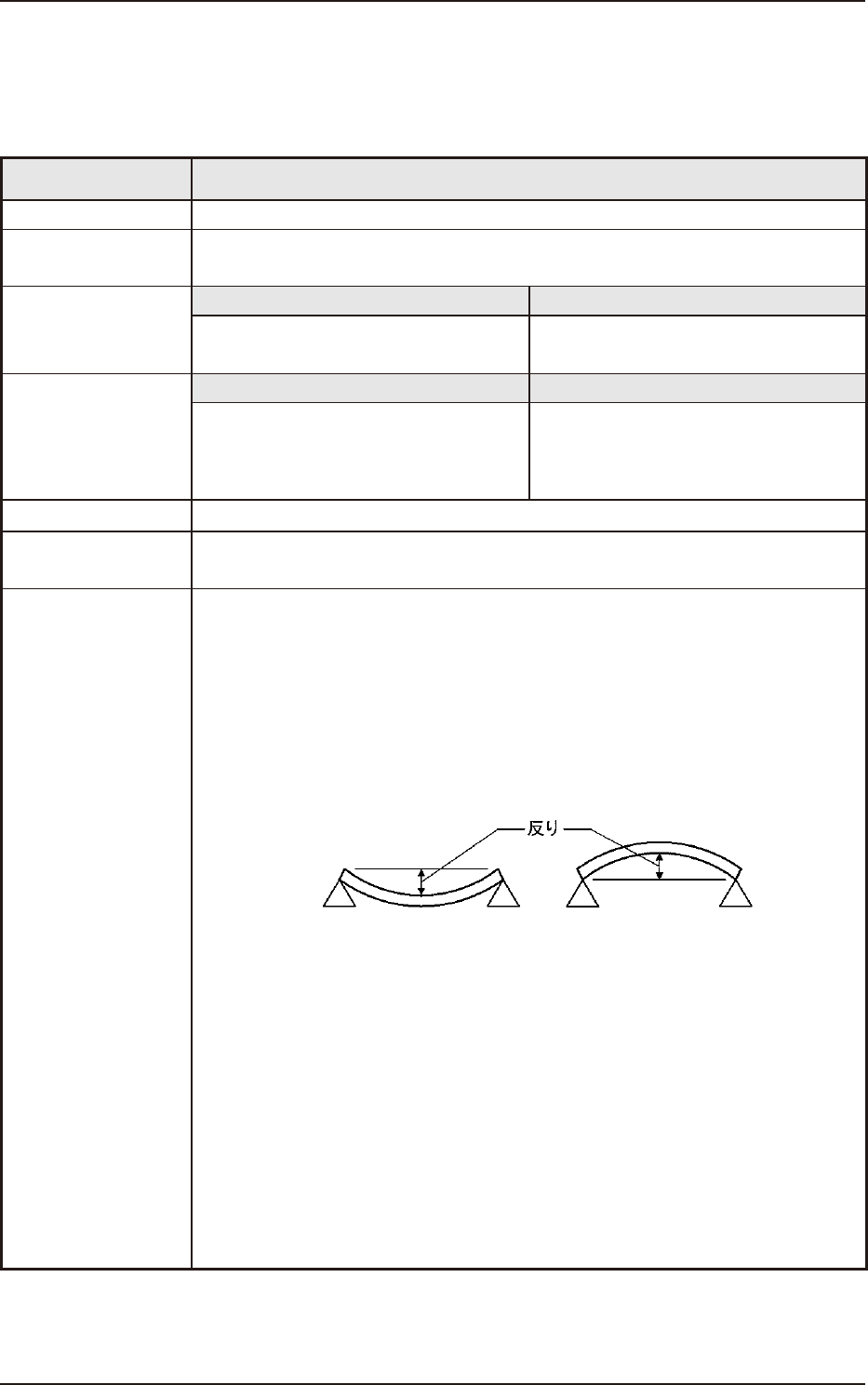
: 以下の二つの条件を満たすこと。
•
単位 長さ
50 mm
あたり
0.2 mm
以下
:
基板の大きさ
200 mm
の場 合、
反りは
0.8 mm
以下。
•
Max. 1.0 mm
:
基板の大きさが
250 mm
を 超 え る 場 合 は 、反 り は
1.0 mm
以下。
F1D2
Max. 2.5 kg (
基板完成時
)
ただし、
X
寸法
280 mm
以下は、
Max. 1.5 kg (
基板完成時
)
ガラスエ ポ キシ
セ ラミック
(
オ プション
)
:
(a) ガラスエポキシの色が淡色のものについては、当社営業部または販
売 代 理 店 にご 相 談ください 。
(b) 基板の材質、形状、反り、質量、表面状態 ( 光沢 ) などによっては、
正常に基板搬送や部品装着ができるかどうかを、テストで確認する
必 要が ありま す。
(c) 基板搬送治具(キャリヤ)を使用しない場合は、バックアップベー
スユニットをご用命下さい。( オプション)
193-1100
JUKYX
4-2
3 0 .5
1 5
9
2 55
基板流れ方向
右 → 左
1 5
3 0 .5
9
2 55
1 5
基板流れ方向
左 → 右
1 5
基板ストッパ
単位:
mm
F1D3
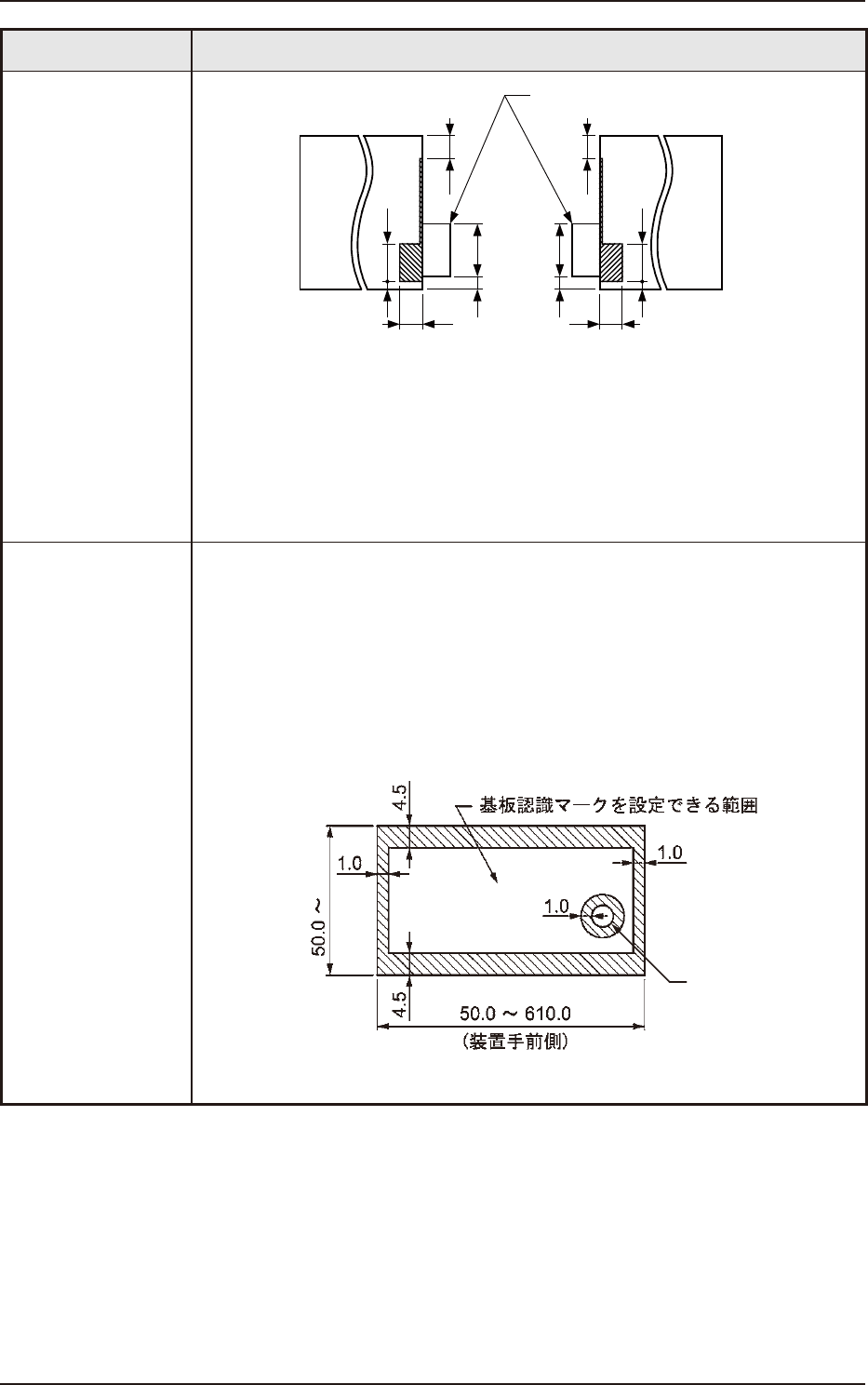
: 斜線部が、切欠き不可の範囲です。
斜線部に切欠きおよび穴がある場 合は、 基板位置決めティーチング
モードで正常に基板が位置決めできるか確認してください。
•
基 板 認 識 マークを基板認識カメラで認識することにより、基板全体の位置
ズレ量および基板印刷パターンの伸びを補正します。
•
基板全体補正用には、基板上 ( ゾーン 1 〜 5) に 2 か所または 3 か所基板
認識マークを設定 ( 多面取り基板の場合は各基板毎に 2 か所 ) します。
•
部品装着点補正用には、基板上に 1 〜 2 か所基 板 認 識 マー クを 設 定しま す。
この場合には、点対称となる基板認識マーク 2 か所の重心位置が部品装着
点中 心となるように 設 定 することを 推 奨しま す。
穴等
510.0
単位:
mm
F1D4
193-1100
JUKYX
4-3
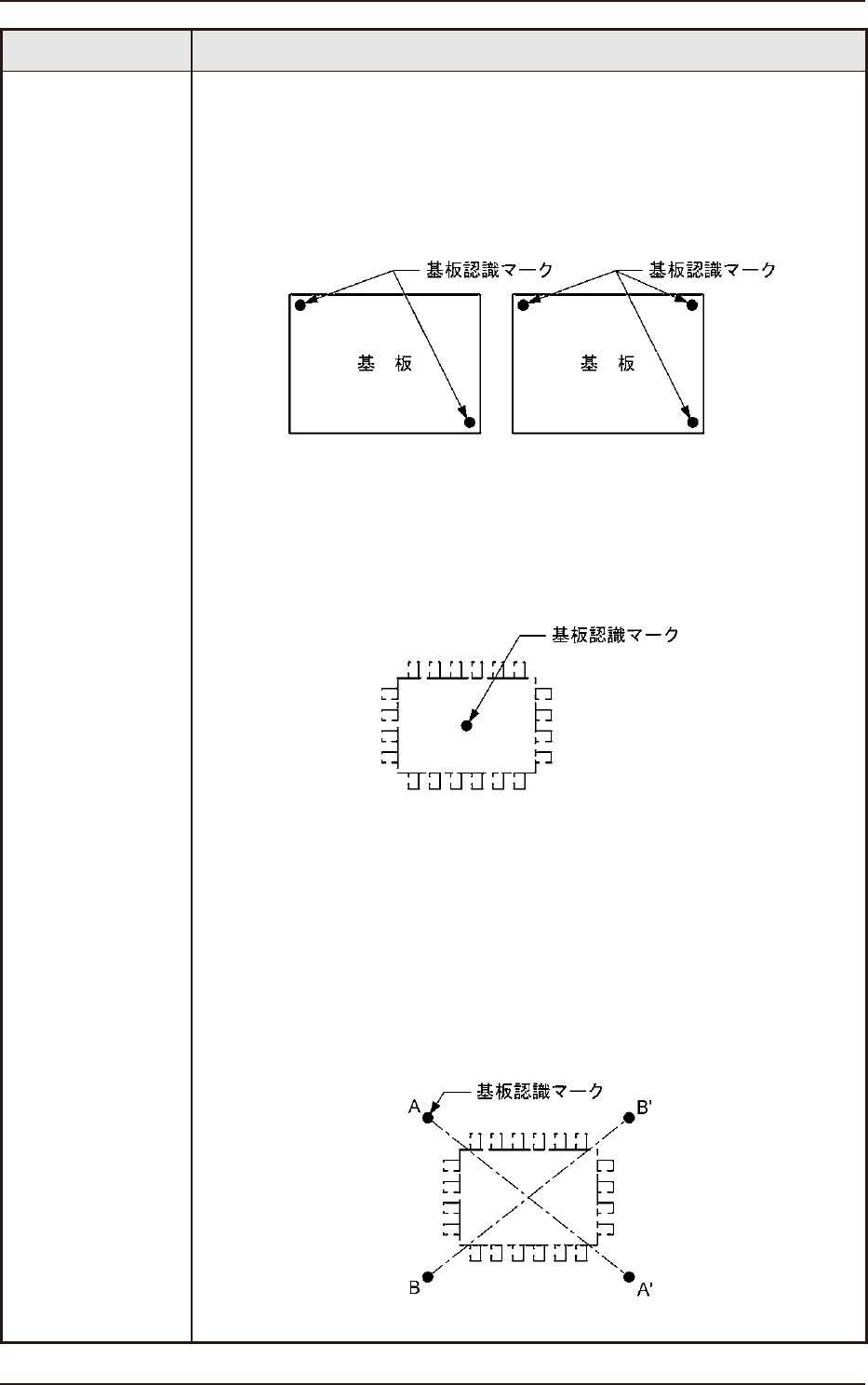
認識精度を上げるため、2 点認識の場合は基板認識マークを対角位置に
配 置してくださ い 。
ま た 、3 点 認 識 の 場 合 は 、2 か 所 は 対 角 位 置 に 、もう 1 か 所 は 残 りの コ ー ナ ー
近 辺 に 配 置してくださ い 。
F1D5
部品装着点中心またはその周辺近傍の任意の 1 点に基 板 認 識 マークを配 置
してくださ い 。
推奨位置 : 部品装着点中心
F1D6
部品装着点中心近傍の任意の 2 点に基 板 認 識 マ ー クを 配 置してください 。
推奨位置 : 点対称
部品装着点中心に対し、点対称となる 2 点を推奨いたします。
(A-A’ / B-B’)
•
本 基 板 認 識 マ ーク ( 2 点 ) により部 品 装 着 位 置 および 角 度 が 補 正されます。
なお、2 点認識は、局所的な印刷パターンのズレおよび歪みに有効です。
F1D7