JUKYX-193-1100_G5S2.pdf - 第172页
193-1 100 JUKYX 4-3 認識 精度を 上げ る た め、2 点認 識の場 合は 基 板認 識 マー ク を対角位置に 配 置 してく だ さ い 。 ま た 、3 点 認 識 の 場 合 は 、2 か 所 は 対 角 位 置 に 、もう 1 か 所 は 残 り の コ ー ナ ー 近 辺 に 配 置 し てく…
193-1100
JUKYX
4-2
3 0 .5
1 5
9
2 55
基板流れ方向
右 → 左
1 5
3 0 .5
9
2 55
1 5
基板流れ方向
左 → 右
1 5
基板ストッパ
単位:
mm
F1D3
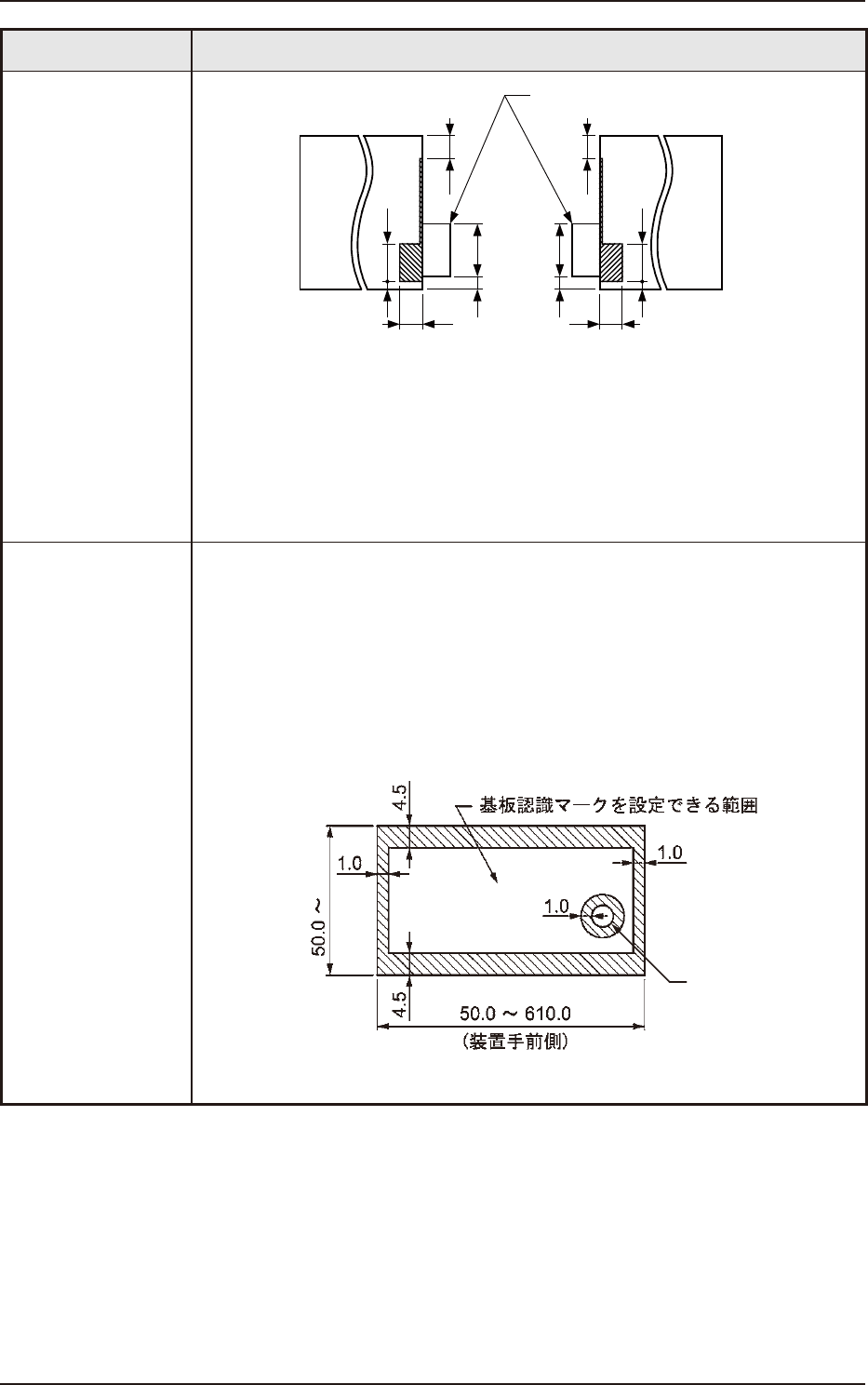
: 斜線部が、切欠き不可の範囲です。
斜線部に切欠きおよび穴がある場 合は、 基板位置決めティーチング
モードで正常に基板が位置決めできるか確認してください。
•
基 板 認 識 マークを基板認識カメラで認識することにより、基板全体の位置
ズレ量および基板印刷パターンの伸びを補正します。
•
基板全体補正用には、基板上 ( ゾーン 1 〜 5) に 2 か所または 3 か所基板
認識マークを設定 ( 多面取り基板の場合は各基板毎に 2 か所 ) します。
•
部品装着点補正用には、基板上に 1 〜 2 か所基 板 認 識 マー クを 設 定しま す。
この場合には、点対称となる基板認識マーク 2 か所の重心位置が部品装着
点中 心となるように 設 定 することを 推 奨しま す。
穴等
510.0
単位:
mm
F1D4
193-1100
JUKYX
4-3
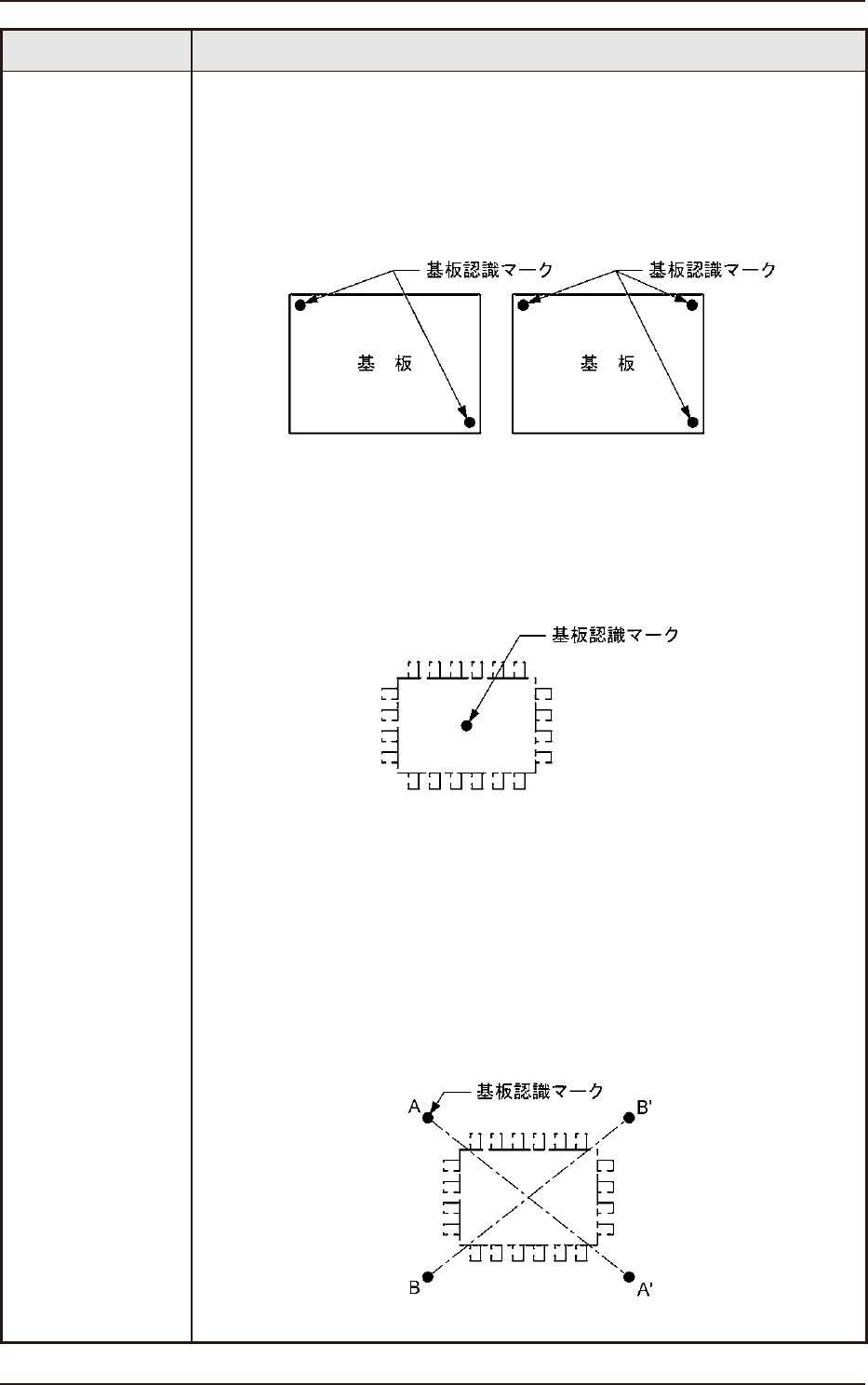
認識精度を上げるため、2 点認識の場合は基板認識マークを対角位置に
配 置してくださ い 。
ま た 、3 点 認 識 の 場 合 は 、2 か 所 は 対 角 位 置 に 、もう 1 か 所 は 残 りの コ ー ナ ー
近 辺 に 配 置してくださ い 。
F1D5
部品装着点中心またはその周辺近傍の任意の 1 点に基 板 認 識 マークを配 置
してくださ い 。
推奨位置 : 部品装着点中心
F1D6
部品装着点中心近傍の任意の 2 点に基 板 認 識 マ ー クを 配 置してください 。
推奨位置 : 点対称
部品装着点中心に対し、点対称となる 2 点を推奨いたします。
(A-A’ / B-B’)
•
本 基 板 認 識 マ ーク ( 2 点 ) により部 品 装 着 位 置 および 角 度 が 補 正されます。
なお、2 点認識は、局所的な印刷パターンのズレおよび歪みに有効です。
F1D7
193-1100
JUKYX
4-4
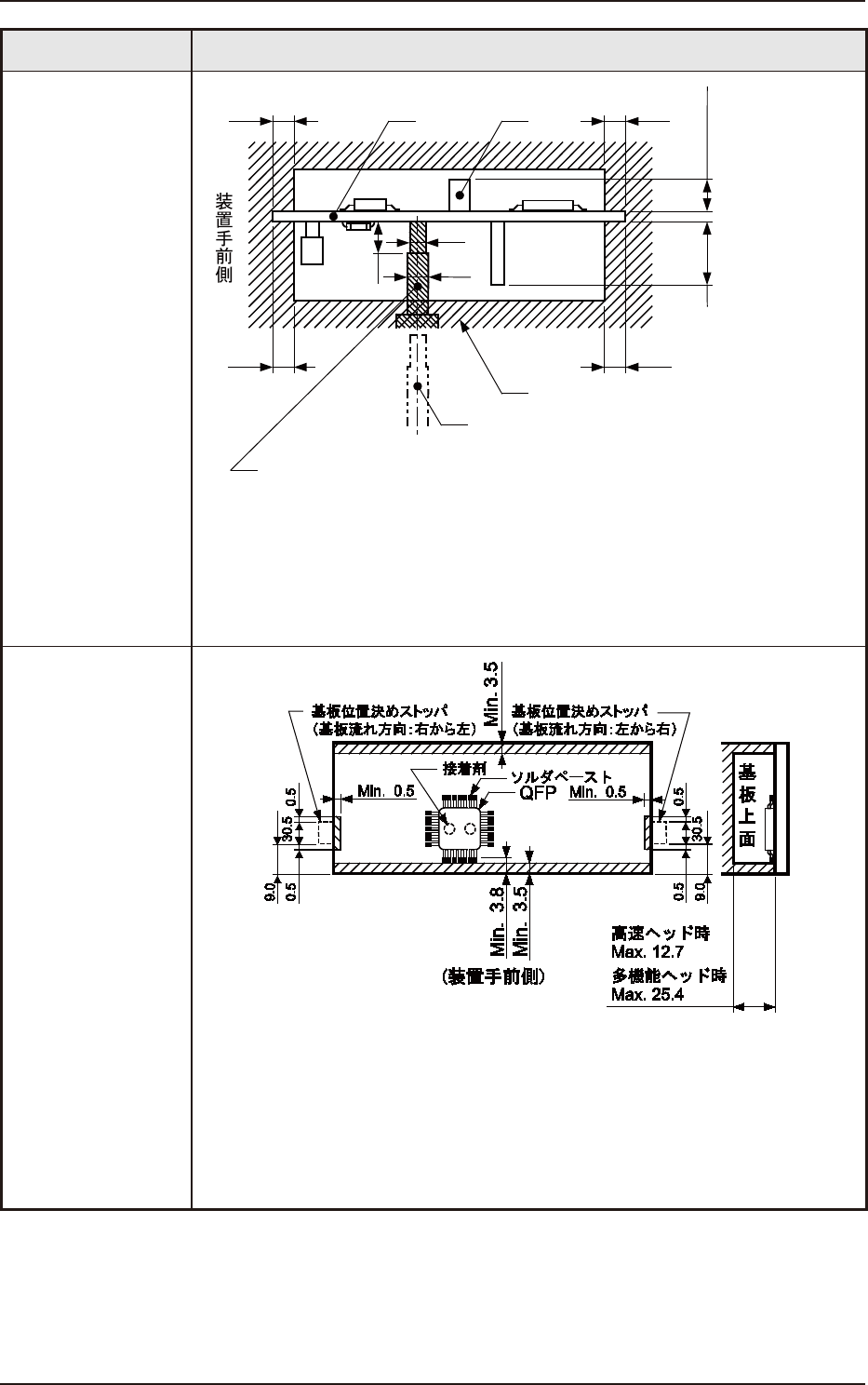
3 .0
基板
基板バックアップピン
(基板搬送時を示します)
先付部品装着不可能範囲
部品
3 .0
基板バックアップピン(数か所)
φ5
φ2
4.0
3 .0 3 .0
高速ヘッド時
M a x . 1 2 .7
多機能ヘッド
時
M a x . 2 5 .4
M a x . 30
単位:
mm
F1D8
:
(a)
基 板 バ ッ ク ア ッ プ ピ ン の 位 置 は 、“
10mm
” ピッチで 移 動可 能 で す。
(b)
基板バックアップピンを、装着済部品と触れない位置に設定します。
(c)
図 は 、 基 板 をバックアップ し た 状 態 を 示し ま す。
(d)
寸 法は設 計基 準寸 法を示します。 余 裕をみてください。
注(C)
単位:
mm
F1D9
: (a) 図は吸着ノズルが部品の外形から出ないときの状態を示します。
(b) 斜線部は装着不可能範囲を示します。
穴などの開口部周囲“0.5 mm”の範囲は、装着不可能範囲となります。
(c) 装着部品を含む、基板からの最大装着可能高となります。