DECAN_L2_Admin(Chi_Ver6.4).pdf - 第428页
14-58 Advanced Multi-Functional Placer DECAN L2 Administrator ’s Guide 备 注 正常的 Z 偏移值如下。 Head1~ Head12: -1.5 ~ 1.5 mm 若 Z Of f set 值超出 该范围, 则说明磁头有严重的器具性问题, 需 要确认 home 位置、 主轴、 LM 和电动机的工作是否正常。 下面介绍 R Offset Cali bration 执…
14-57
Machine Calibration
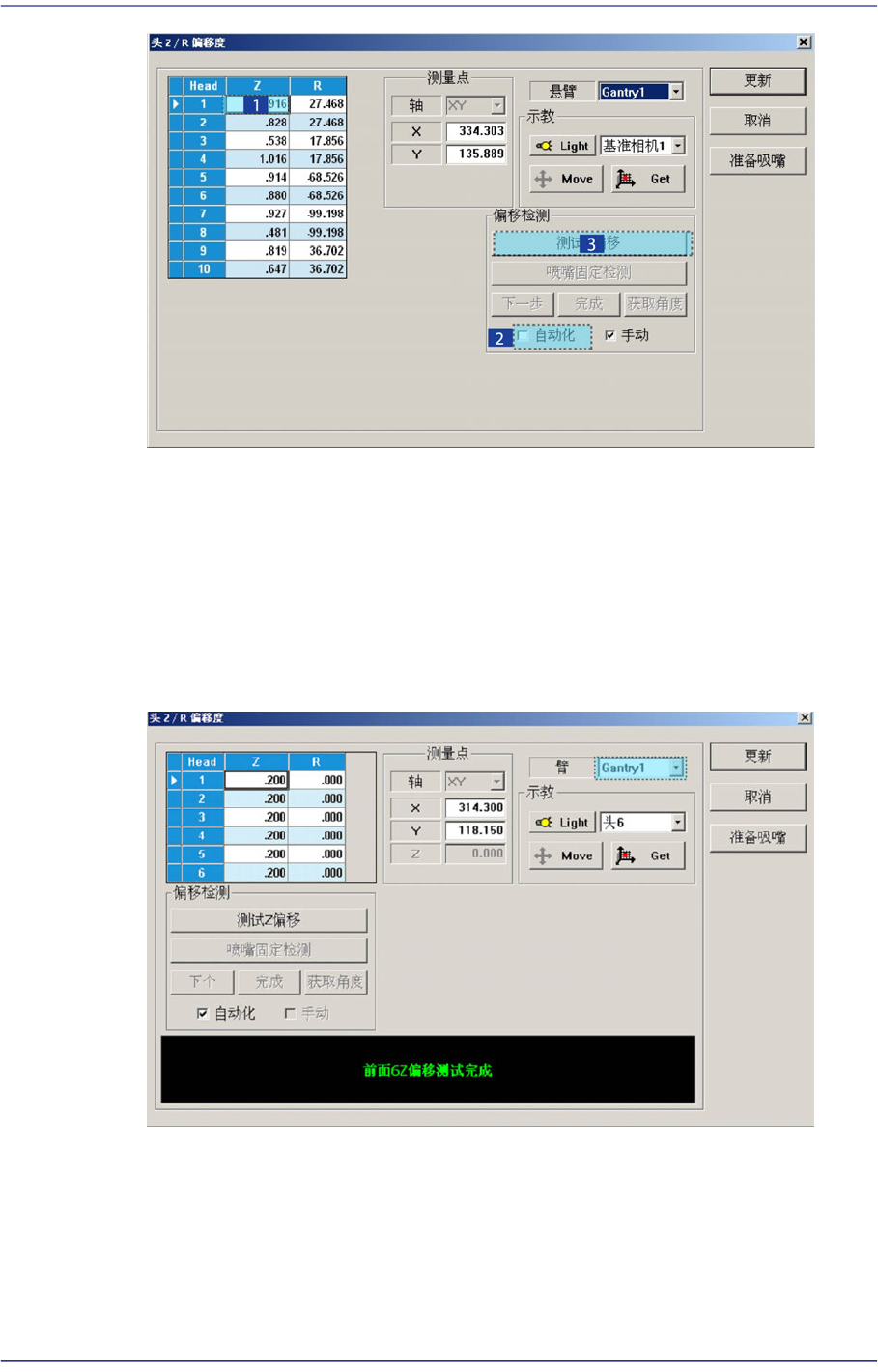
3. 那么Head会自动移动到ANC上的指定位置。之后设备产生空压从Head1号开始
到Head10依次自动下降Spindle的同时执行校正。
4. 完成校正后自动把结果反应在<Grid>领域的Z列上。手动进行时,手动给各
Head上依次插入CN040后,在Vacuum对话框中确认Head的空压状态的同时下
降Spindle执行校正。
5. 完成对Gantry1的校正后在<Gantry> 组合框中选择’Gantry2’以相同的方法执行
校正。
6. 单击<Update>键把校准结果反映到设备。
14-58
Advanced Multi-Functional Placer DECAN L2 Administrator’s Guide
备 注 正常的Z偏移值如下。
Head1~ Head12: -1.5 ~ 1.5 mm
若Z Offset值超出该范围,则说明磁头有严重的器具性问题,需
要确认home位置、主轴、LM和电动机的工作是否正常。
下面介绍R Offset Calibration执行方法。
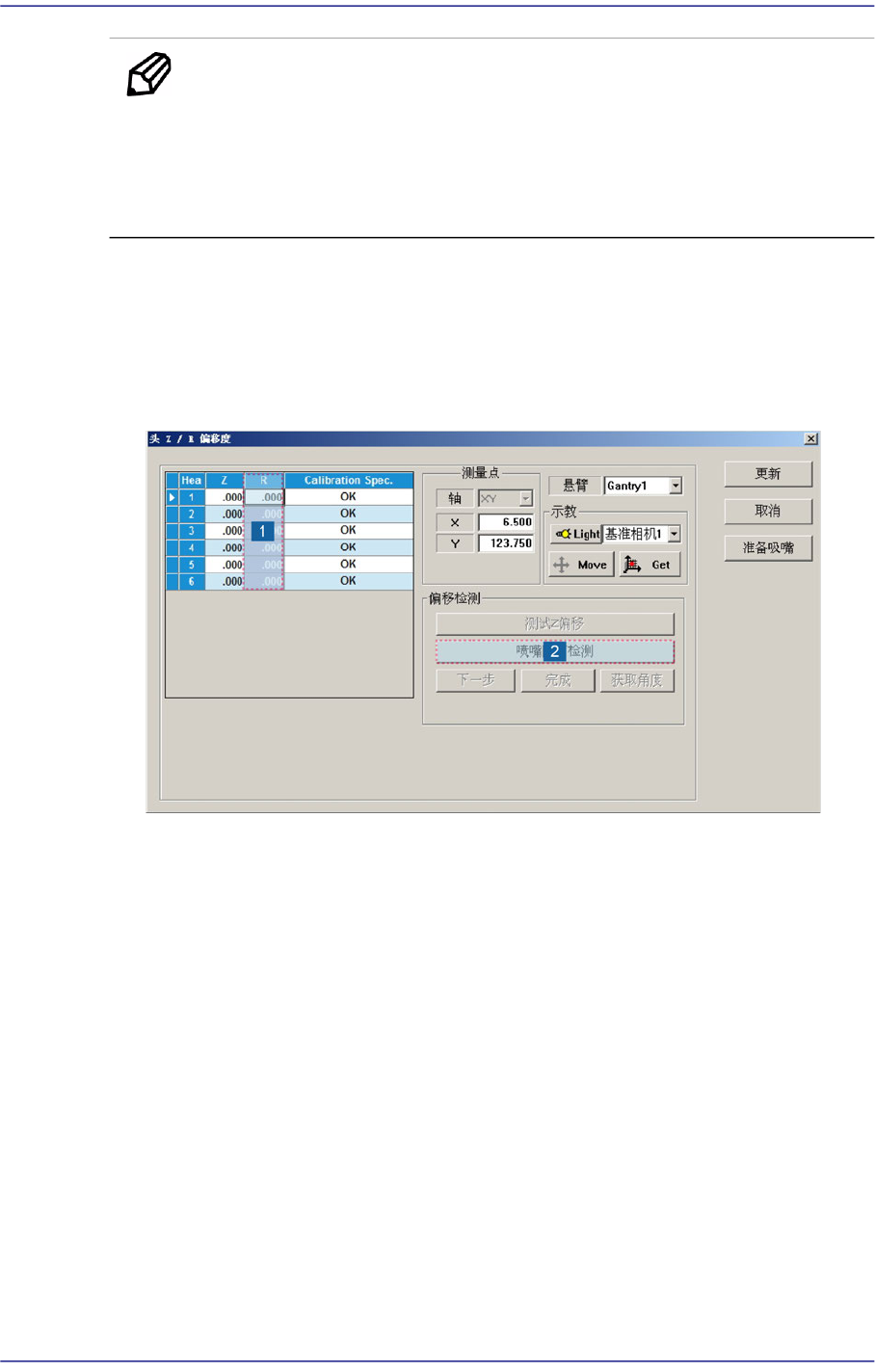
1. 需要在<Grid>领域执行校正的Head的R轴值输入“0”。
2. 在<Grid> 领域点击要执行校正Head的R轴,再点击 <喷嘴固定检测>按钮。 (在
这里任意用 Head 1设定)
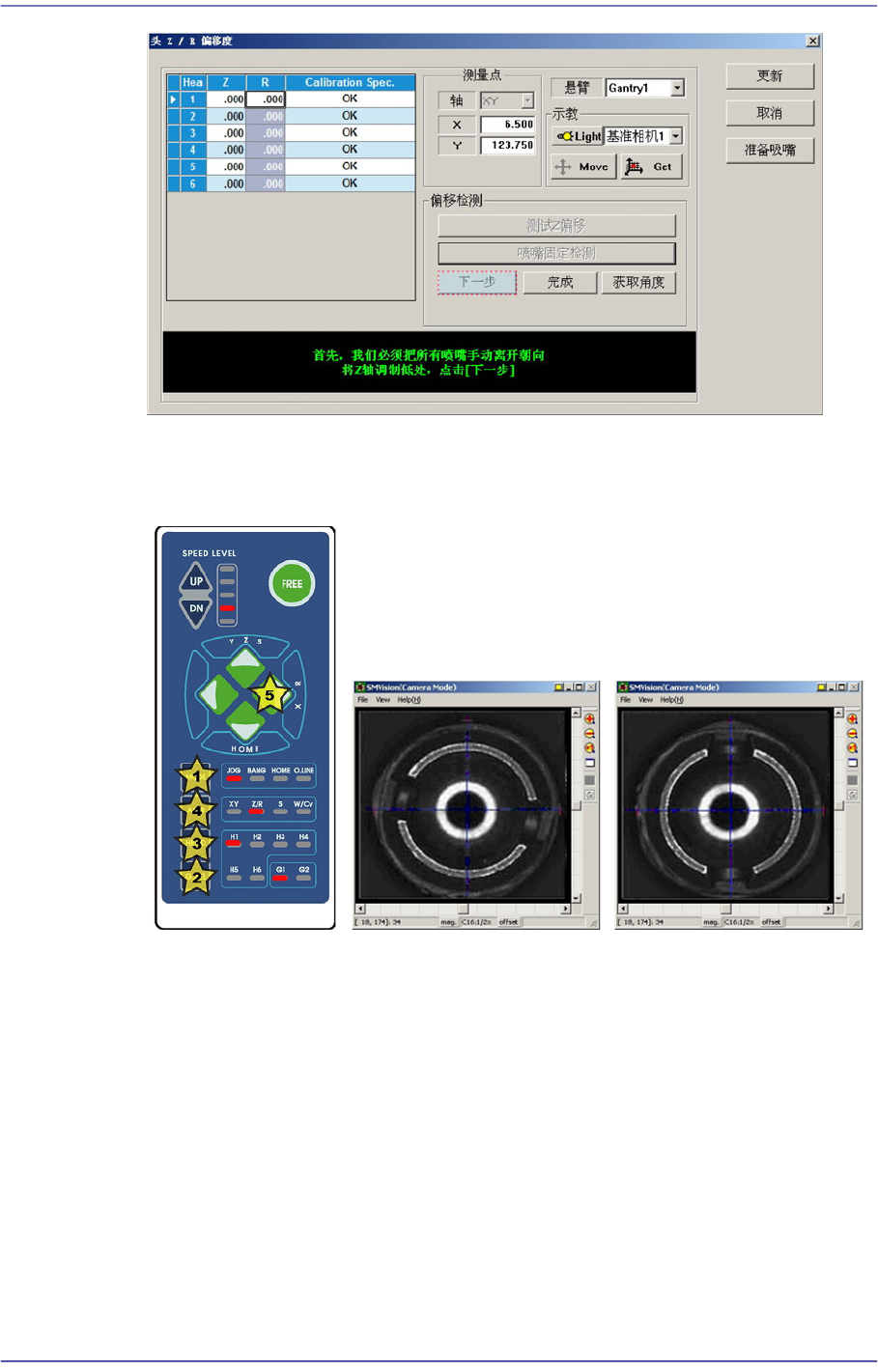
3. 显示“请检测和记录喷嘴CNT0到 ANC1-2洞。首先,我们必须把所有喷嘴手动
离开朝向 将Z轴调制低处,点击[下一步]”消息。 为手动除去所有贴装在磁头的
吸嘴,拉下磁头的Z轴请点击 <下个>按钮。
此时虚拟吸嘴CNT0设置在ANC的1号孔,认定相应Head把CNT0吸嘴Pick。
4. 显示“排列高度上升,镜像关闭移动,点击[下一步]”的信息。此时为了在飞行相
机上看见Head吸嘴支撑架,把 Spindle上升到可以识别部件的高度后,为了关闭
Mirror点击<下个>按钮。
14-59
Machine Calibration
5. 利用示教盒使吸嘴座形状成'( )',R轴方向旋转转轴。 此时,机械连动的磁头.吸
嘴座朝相同方向。
即如上图所示利用齿垢1~2号,3~4号,5~6号, 7~8号, 9~10号磁头器具上应组装
为相同的组装方向。
6. 单击<Offset Check>领域的<Get Angle>按钮后输入R offset值。