YCP10_Users_C.pdf - 第154页
5-23 5 5.1 刮刀数据的详细设置 按 [ 印刷 ] -“刮刀”画面的 [ 详细设置 ] 按钮,显示“刮刀详细设置”对话框。在该对话框中,可以详细设置锡膏 的“填充校正” 、基板离开网板时的“离版”速度,还可以设置进行图像对位用的坐标。 下面,分别介绍“填充校正 ( 干式 )” 、 “填充校正 ( 湿式 )” 、 “填充校正 ( 手动 )”与“离版” 、 “图像对位坐标”画 面的设置内容。 ● 填充校正 清洁网板后开始印刷基板时,…

5-22
5
U. 返程对位偏移量 Y (mm)
从里侧向外侧印刷时,如果印刷的锡膏相对于基板上的焊盘发生 Y 方向的偏位时,输入本偏移值。
向正方向偏移时,输入“+”值 ;向负方向偏移输入“-”值。
“往返对位偏移量”指定为“往返同一指定”时,此偏移量的数值无效。
V. 返程对位偏移量 Z (mm)
从里侧向外侧印刷时,如果需要校正 Z 方向的偏位,输入本偏移值。一般,偏移 Z 值设置为 0.000。
“往返对位偏移量”指定为“往返同一指定”时,此偏移量的数值无效。
W. 返程对位偏移量 R ( 度 )
从里侧向外侧印刷时,如果印刷的锡膏相对于基板上的焊盘发生 R 方向的偏位时,输入本偏移值。
顺时针偏移时,输入“+”值 ;逆时针偏移时,输入“-”值。
“往返对位偏移量”指定为“往返同一指定”时,此偏移量的数值无效。
w. 刮刀上升速度 (%)
一般设置为“标准”。需要调节刮刀的上升速度时,务必边确认锡膏的形状边设置。
X. 指定退避位置
指定刮刀头的退避位置。一般使用“指定为标准位置”。
需要根据生产的基板调节刮刀头的退避位置时,可以设置为“按基板指定”之后,指定“退避位置 SY、SZ”。
Y、Z. 退避位置 SY、SZ
将刮刀头的退避位置设置为“按基板指定”时,指定刮刀头的退避位置 (SY) 和高度 (SZ)。
f. 指定装卸位置
指定刮刀头的装卸位置。一般指定为“指定为标准位置”。
需要根据生产的基板调节刮刀头的装卸位置时,指定为“按基板指定”之后再指定“装卸位置 SY、SZ”。
g、h. 装卸位置 SY、SZ
当刮刀头的装卸位置指定为“按基板指定”时,指定刮刀头的装卸位置 (SY) 和高度 (SZ)。
参考
有关对位偏移量的读解方法,参阅本章“9. 试印刷”。
5-23
5
5.1 刮刀数据的详细设置
按 [ 印刷 ] -“刮刀”画面的 [ 详细设置 ] 按钮,显示“刮刀详细设置”对话框。在该对话框中,可以详细设置锡膏
的“填充校正”、基板离开网板时的“离版”速度,还可以设置进行图像对位用的坐标。
下面,分别介绍“填充校正 ( 干式 )”、“填充校正 ( 湿式 )”、“填充校正 ( 手动 )”与“离版”、“图像对位坐标”画
面的设置内容。
● 填充校正
清洁网板后开始印刷基板时,为校正锡膏填充量需调整刮刀速度和印压时设置。
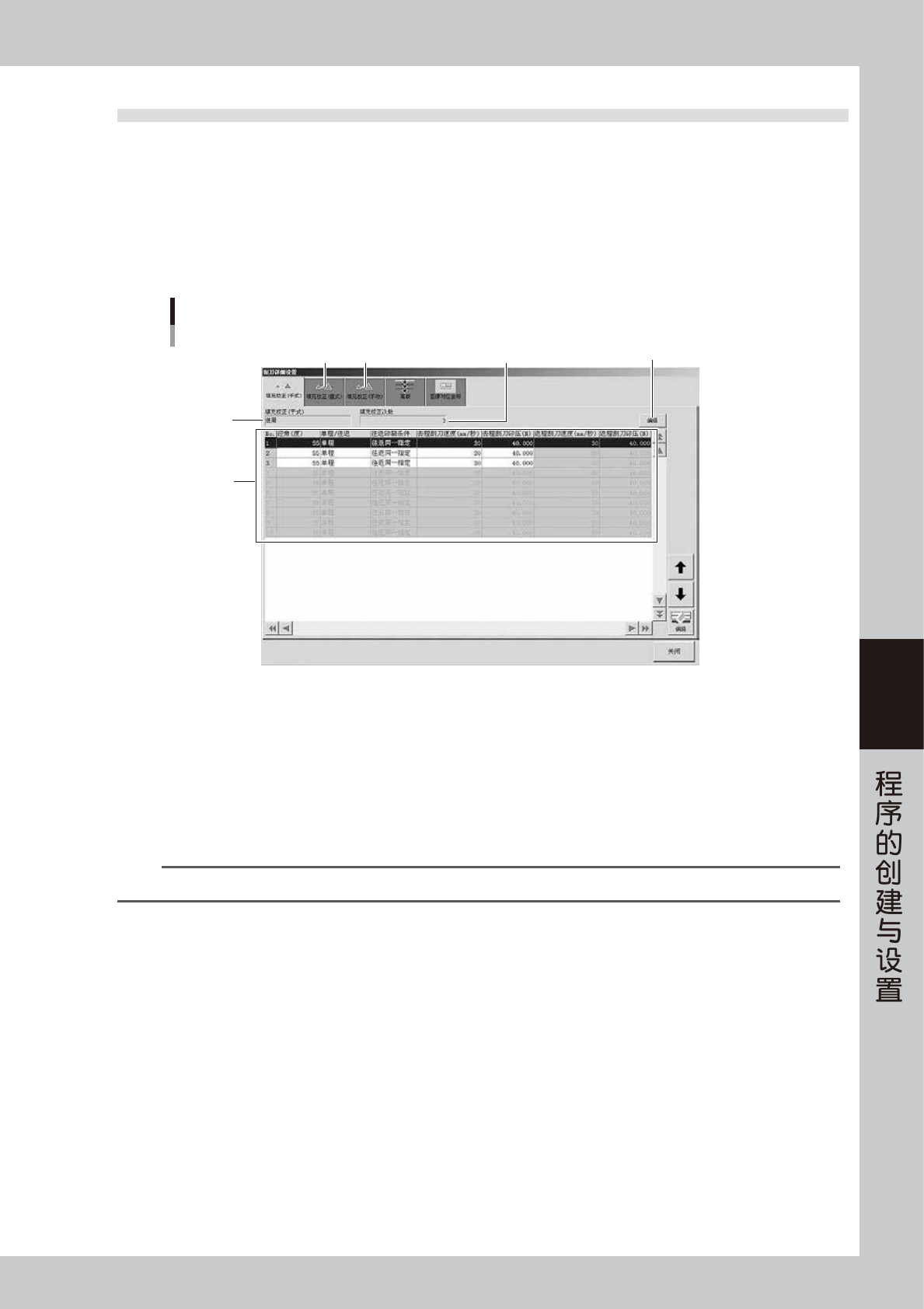
“填充校正 (干式)”画面
1
4
5
2
3
[编辑]按钮
66523-N1-00
1. 填充校正 ( 干式 )
使用本校正功能时,设置为“使用”;不使用时,设置为“不使用”;需要更改时,按 [ 编辑 ] 按钮。
2. 填充校正次数
指定从清洁完后到第几张基板为止使用本校正功能。与指定的次数对应,指定几次,就有几行的数据行变为可输入状态
( 最多可设置 10 次 )。更改时,按 [ 编辑 ] 按钮。
3. 数据行
显示在 [ 印刷 ]-“刮刀”画面设置的刮刀速度与印压参数等。此参数值,可以根据需要编辑。只加大印压,填充量不会增加。
参考
关于各项参数的设定值,请参考第 3 章“印刷指南”。
4. “填充校正 ( 湿式 )”选项卡
对完成湿式自动清洁之后开始生产的基板,为校正锡膏填充量需调整刮刀速度与印压时设置。
5. “填充校正 ( 手动 )”选项卡
对完成手动清洁之后开始生产的基板,为校正锡膏填充量需调整刮刀速度与印压时设置。
5-24
5
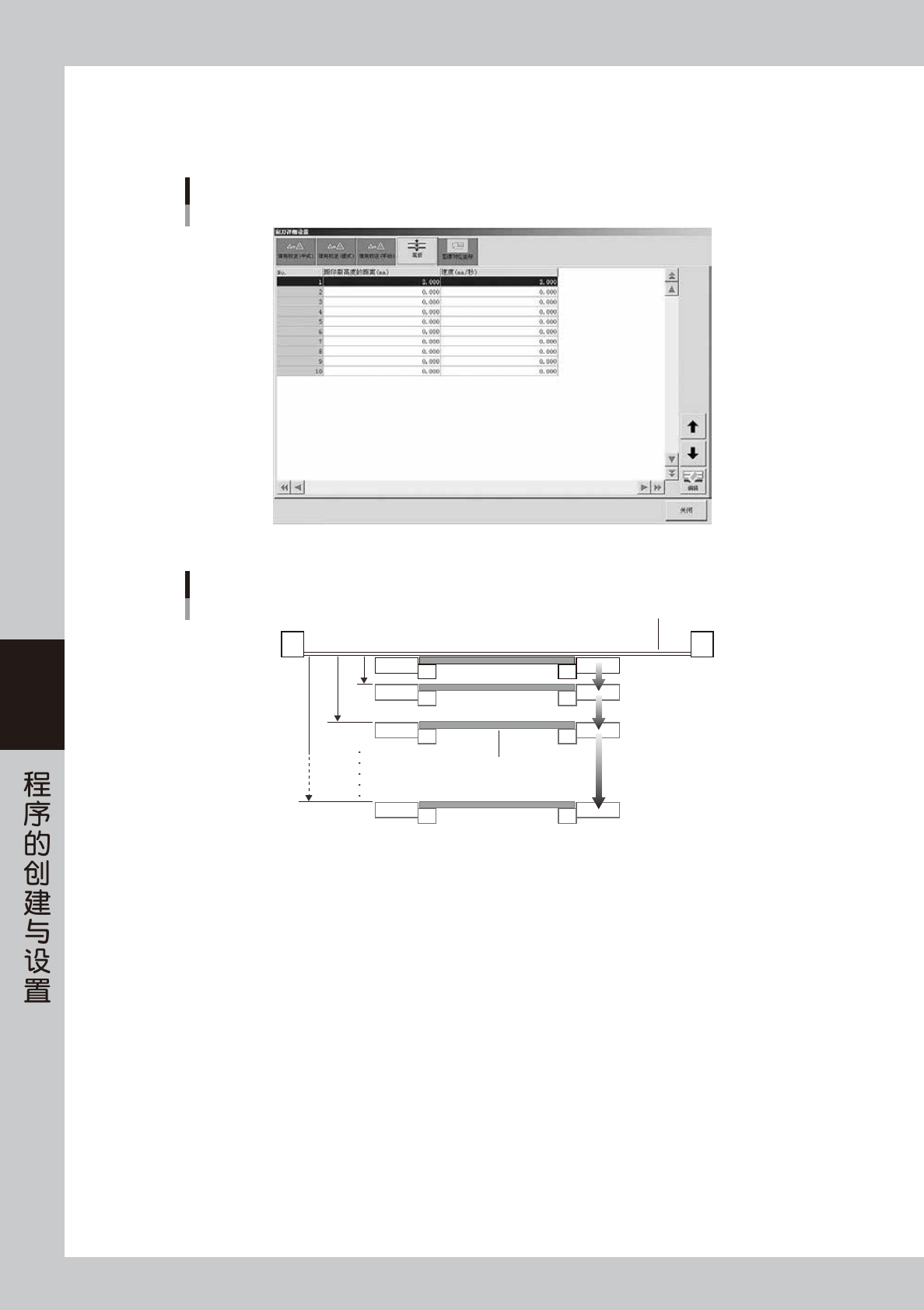
● 离版
需要调整印刷锡膏之后基板离开网板的距离 (mm) 和速度 (mm/ 秒 ) 时设置 ( 最多可分 10 步设置 )。
设置时,需综合考虑锡膏、网板和基板的材质等因素。
“离版”画面
66524-N1-00
离版的设置
基板
网板
No.1
No.2
距印刷高度的距离
(0.001单位)
[0.001〜7.000mm]
离版速度 (0.001单位)
[0.001〜20.000mm/s]
No.10
65517-N1-00
● 使用有粘力的基板和夹具等时
涂有预焊剂的基板等,与网板接触的一面因有粘力存在,可能会粘贴在网板上。如果粘贴,印刷机会因找不到基板而出错。
想要解决此该问题,只需增大离版距离,使基板和网板完全分离即可解决。如上图“距印刷高度的距离”可以设置在 3.00mm
〜 4.00mm 以上 ( 默认值为约 2.00mm)。