YCP10_Users_C.pdf - 第265页
2-21 2 3.5 传送带的更换 在定期点检中检查出传送带有明显松弛、脏污或起毛时,需要更换传送带。下面,介绍更换传送带的方法。 ■需准备的用品 内六角扳手 (3mm、4mm、5mm) 油性记号笔 塑料软刷 塑料刮片 更换用传送带 (KLV-M9127-00XBELT,CONV.) : TypeA 更换用传送带 (KLV-M9127-01XBELT,CONV.) : TypeB 1 进行拆卸传送…

2-20
2
3.4 网板吸附用滤芯的清洁与更换
下面,介绍网板吸附用滤芯的清洁与更换方法。
■需准备的用品
‧
十字螺丝刀
‧
更换用滤芯 (KGR-M9934-F0XFILTER,SPARE)
‧
喷气工具 ( 选购件 )
1
返回原点。
确认安全之后,按生产设计画面的 [ 返回原点 ] 按钮。
印刷工作台移到里侧。
e
2
按急停按钮。
为保障作业安全,务必将印刷机置于紧急停机状态。
3
拆卸背面机门。
用十字螺丝刀拆下 6 根固定机门的螺栓之后,拆下
背面机门。
4
拆卸过滤器。
旋松过滤器左右的接头盖,从空气软管上拆下过滤
器。
55213-N1-00
5
从过滤器中取出滤芯。
将刻有 L(Lock)、O(Open) 的接头盖向 O 方向转动
直至旋下接头盖,从透明管内取出滤芯。
6
清洁滤芯。
用喷气工具对取出的滤芯从内外两侧进行喷气排
屑。如果脏污严重时,必须更换。
7
安装过滤器。
1. 将滤芯插入透明管内,盖上接头盖并向 L 方向
转动直至锁紧。
2. 将过滤器装回原位并连接空气软管,安装时务
必使过滤器的箭头 ( ▲ ) 标记朝向真空发生器
侧。
过滤器
Step 4,5
顶板
接头盖
滤芯 透明管
过滤器
L、O刻印
2-21
2
3.5 传送带的更换
在定期点检中检查出传送带有明显松弛、脏污或起毛时,需要更换传送带。下面,介绍更换传送带的方法。
■需准备的用品
内六角扳手 (3mm、4mm、5mm)
油性记号笔
塑料软刷
塑料刮片
更换用传送带 (KLV-M9127-00XBELT,CONV.) :TypeA
更换用传送带 (KLV-M9127-01XBELT,CONV.) :TypeB
1
进行拆卸传送带的准备。
参照本章前述“2.3.1 传送带 Type A”中 Step1
〜 Step3 的步骤,直到拆下网板导板。
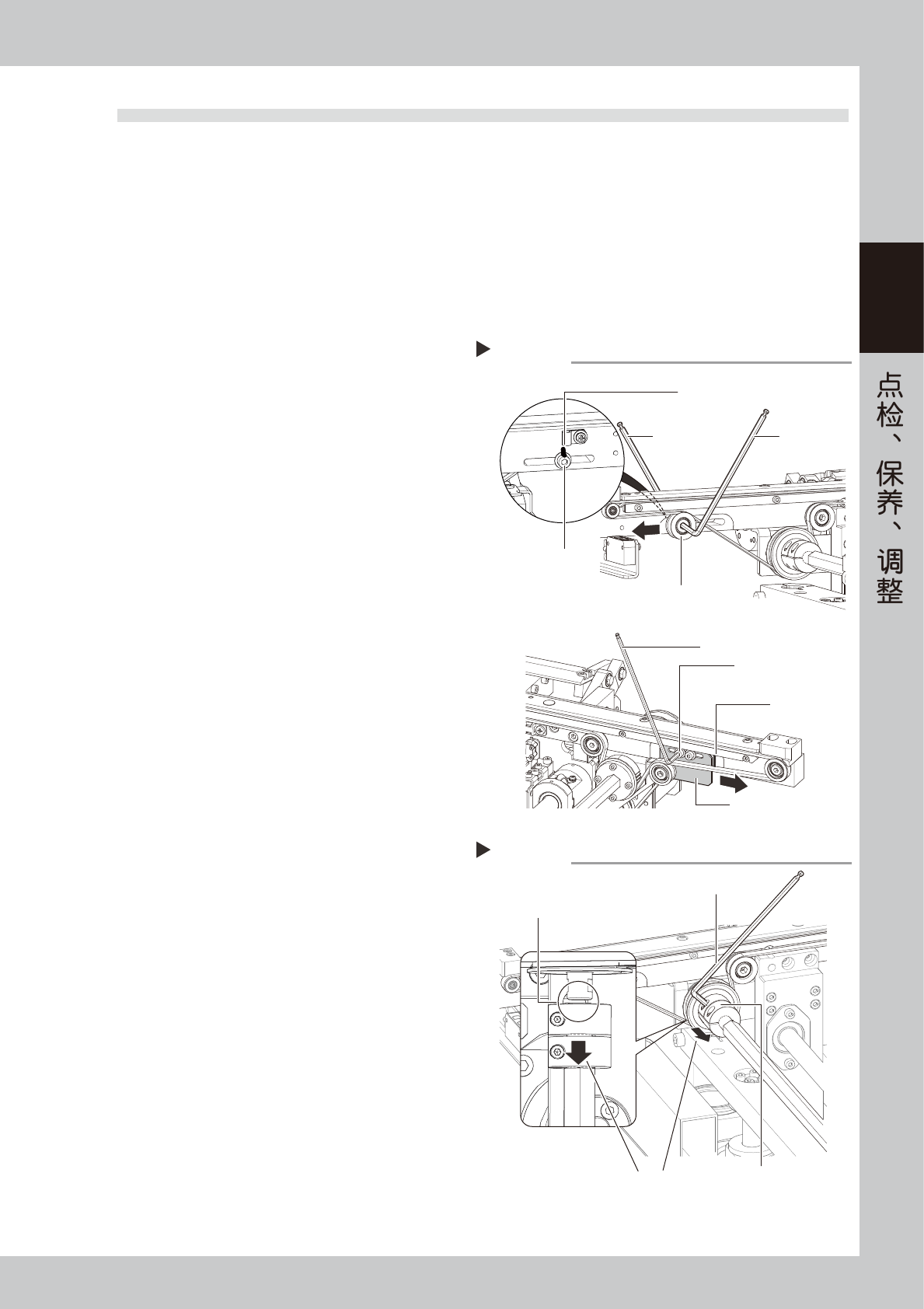
2
放松传送带之前先作记号。
<TypeA>
如右图所示,在施加张力的带轮的固定螺栓位置用
油性记号笔作记号。
<TypeB>
如右图所示,在张力调节板位置用油性记号笔作记
号。
55214-N1-20
3
放松传送带。
<TypeA>
用 2 把内六角扳手 (4mm、5mm) 拧松施加张力的带
轮的固定螺栓,将带轮移向长孔最边端 ( 松弛方向,
右图中黑色箭头所示方向 )。
<TypeB>
用内六角扳手 (3mm) 拧松张力调节板的固定螺栓,
将张力调节板向松弛方向 ( 右图中黑色箭头所示方
向 ) 移动。
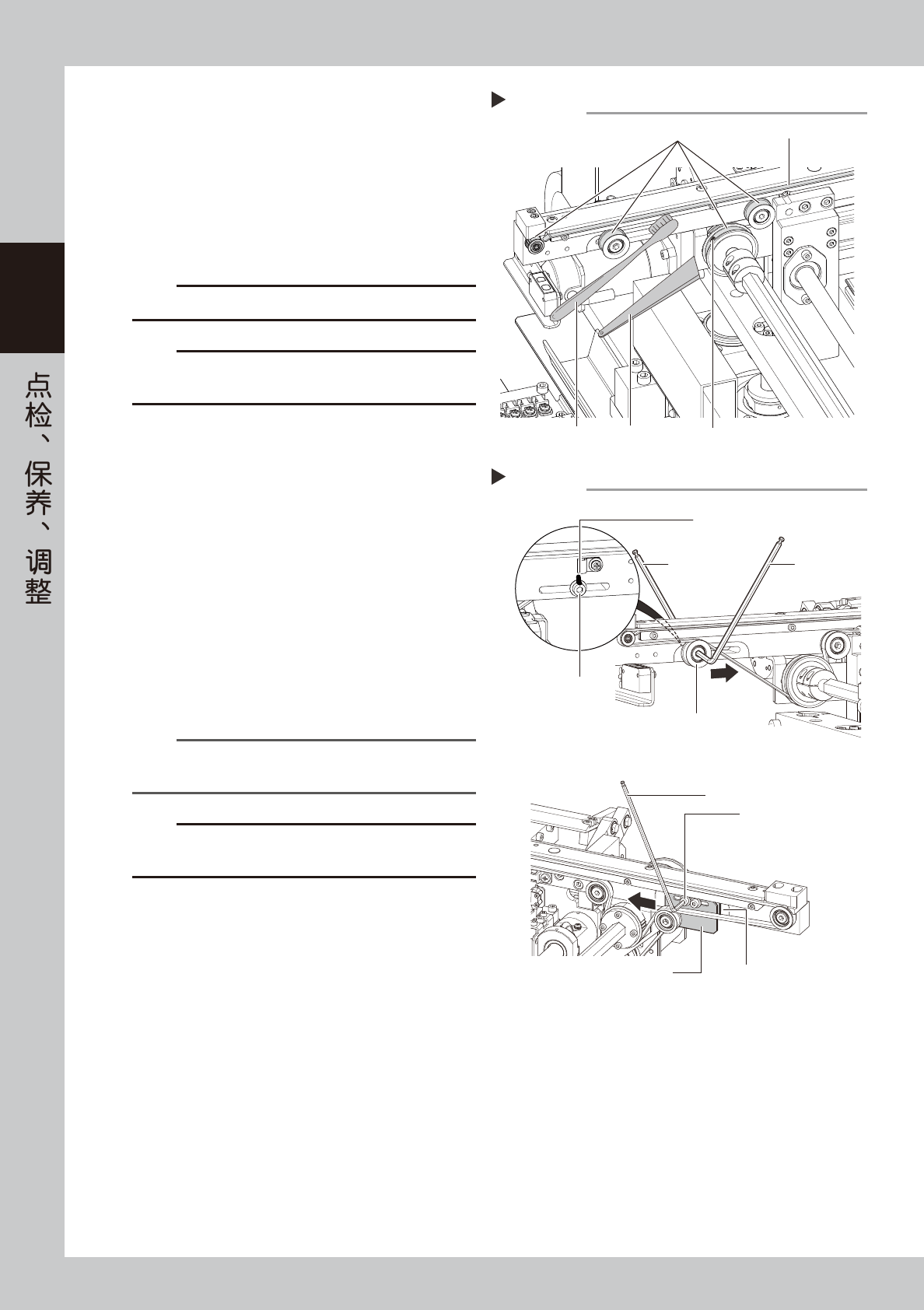
4
拆卸传送带。
1. 用内六角扳手 (3mm) 拧松联轴器的固定螺栓之
后,将联轴器向印刷机里侧滑动。
2. 将传送带从带轮上取下,并从右图所示空隙中
取出。
55215-N1-10
拆卸传送带
Step 4
联轴器
内六角扳手(3mm)
向印刷机里侧滑动
拆出传送带用的空隙
作记号并放松传送带
Step 2-3
施加张力的带轮
施加张力的带轮的
固定螺栓
内六角扳手
(4mm)
作记号
作记号
<Type A>
<Type B>
内六角扳手
(5mm)
张力调节板的
固定螺栓
张力调节板
内六角扳手 (3mm)
2-22
2
5
清洁传送带导轨部与带轮。
1. 用吸尘工具 ( 选购件 ) 清除传送带导轨与传感
器等部位粘附的传送带磨损粉。
2. 带轮表面若有传送带的磨损粉变黑固着时,可
用塑料刮片等除去。
3. 若用吸尘工具无法完全清除传送带导轨部粘附
的磨损粉时,可用细刷等清除。
55220-N1-00
c
注意
刮片与细刷请使用塑料制品,以免带轮与传送带导轨被划伤。
c
注意
除脏污特别严重之外,请勿使用溶剂 (IPA 等 )。
使用时,务必小心擦拭,注意不要使溶剂碰到带轮的轴承部。
6
安装新的传送带。
1. 将新的传送带挂在施加张力的带轮上。
2. 将联轴器连接到带轮上并固定。
<TypeA>
3. 将在 Step3 中移到长孔最边端的带轮移回在
Step2 中作记号的位置并固定。
4. 若传送带有松弛,可调整施加张力的带轮的位
置加大张力。
<TypeB>
3. 将张力调节板移回在 Step2 中作记号的位置。
4. 若传送带有松弛,可调整张力调节板的位置加
大张力。
55221-N1-10
n
要点
请务必使用张力计调节张力。
关于张力的测定方法,请参照前述“2.3 传送带张力的调节”。
c
注意
施加张力的带轮固定螺栓与张力调节板的固定螺栓的拧紧扭
矩为 5.5N
•
m,请勿拧得过紧。
7
确认传送带的安装状态。
1. 解除印刷机的急停状态。
2. 按 [ 装置 ] 按钮打开“传送装置”画面,按 [ 传
入基板 ]、[ 传出基板 ] 按钮传送基板,检查传
送状态。
3. 若带轮打滑,或传送带转动不顺畅或过于挠曲
时,需调节施加张力的带轮 (Type A) 或张力调
节板 (Type B) 的位置,并再次传送基板检查传
送状态。
8
将网板导板装回原位。
用内六角扳手 (3mm) 将网板导板 (4 根固定螺栓 )
装回原位。
清洁传送带导轨部与带轮
Step 5
塑料刮片
带轮表面
塑料软刷
传送带导轨
固着的传送带磨损粉
安装新的传送带
Step 6
施加张力的带轮
施加张力的带轮的
固定螺栓
内六角扳手
(4mm)
对齐作记号的位置
对齐作记号的位置
<Type A>
<Type B>
内六角扳手
(5mm)
张力调节板的
固定螺栓
张力调节板
内六角扳手 (3mm)
拧紧扭矩:5.5N・m
拧紧扭矩:5.5N・m