YCP10_Users_C.pdf - 第79页
3-3 3 4 安装支撑夹具。 1. 按 [ 调整印刷作业位置 ] 按钮,打开“位置移动”对话框,选择需要操作的项目。 2. 需要插入顶针时,选择“确认传送” 。传送装置自动移到进行切换作业的位置,并根据基板尺寸自动 调节传送宽度。 3. 需要更换矩阵式顶板时,选择“切换顶板” 。传送装置自动移到进行切换作业的位置,并自动将传送 宽度调到最大,便于拆卸矩阵式顶板。 n 要点 拆卸矩阵式顶板时,务必确认安全之后,用双手握稳顶板笔直向上提起…
3-2
3
2.各项数据与条件的设置
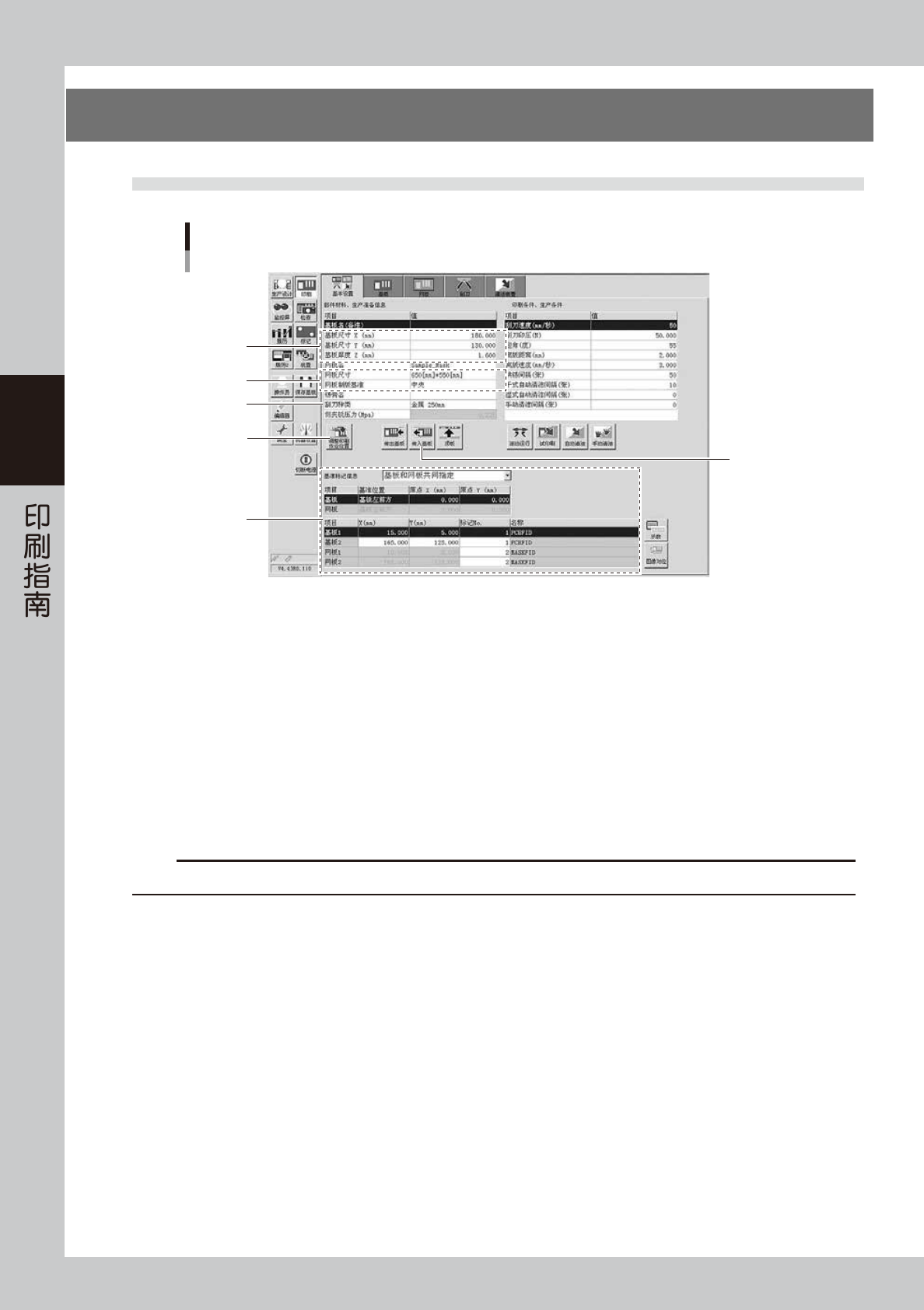
2.1 部件材料、生产准备信息
部件材料、生产准备信息
1
2
3
4
6
9
66300-N1-00
1
输入基板尺寸。
输入需要印刷的基板的准确尺寸。
X :决定固定基板的位置。
Y :决定传送宽度。
厚度 :决定支撑基板的高度。
2
输入网板信息。
1. 选择需要使用的网板尺寸。
2. 选择网板制版基准 ( 加工网板时的基准位置 )。
c
注意
YCP10 印刷机无法使用“里侧”制版基准。请务必选择“中央”或“前侧”。
3
选择刮刀种类。
选择需要使用的刮刀种类和尺寸。各种刮刀的特点如下 :
橡胶刮刀 :印压过高时刮刀容易变形,可能会发生挖锡膏的现象。
金属刮刀 :刮刀不会因印压而变形,印刷质量不易受印压影响。
3-3
3
4
安装支撑夹具。
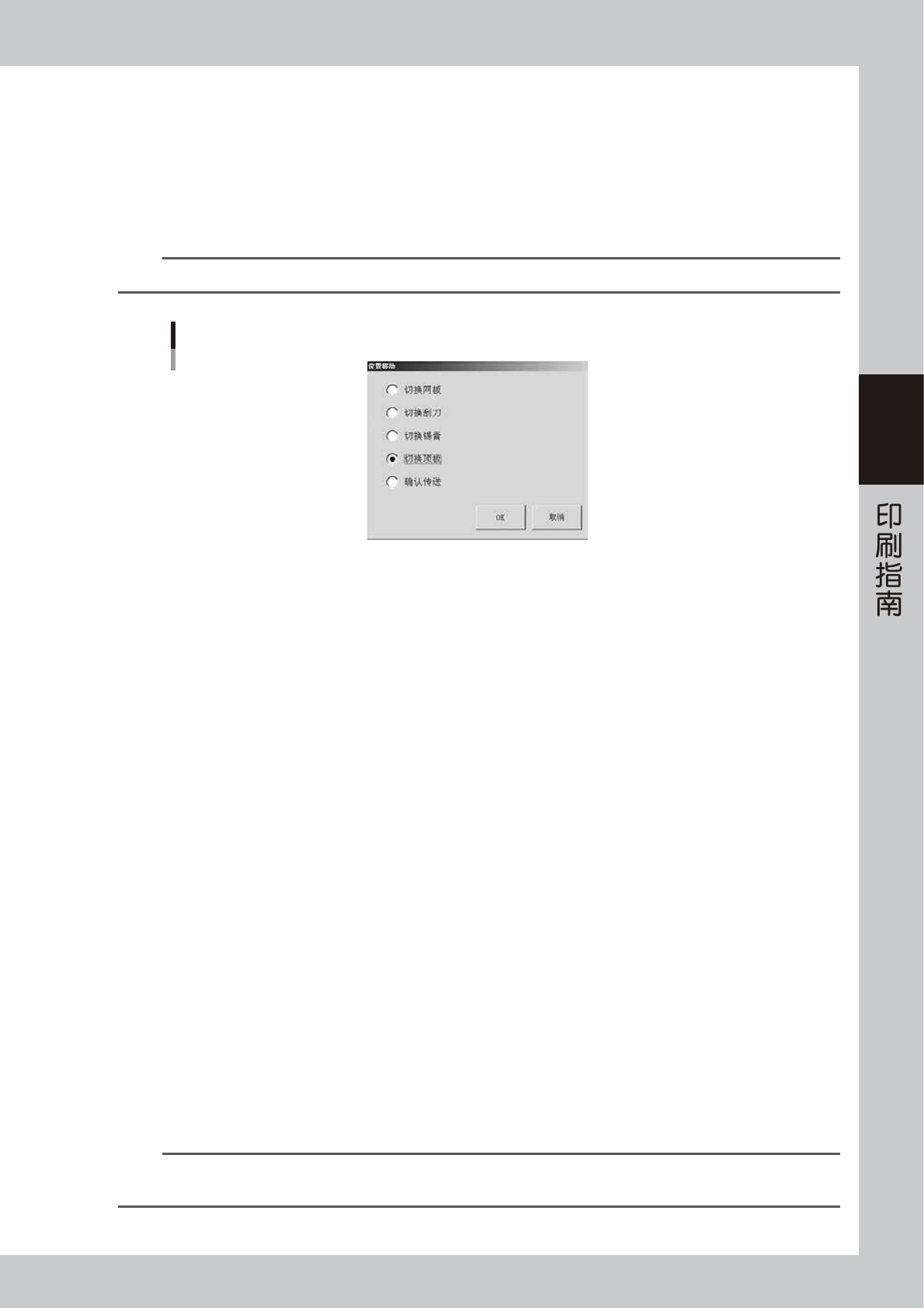
1. 按 [ 调整印刷作业位置 ] 按钮,打开“位置移动”对话框,选择需要操作的项目。
2. 需要插入顶针时,选择“确认传送”。传送装置自动移到进行切换作业的位置,并根据基板尺寸自动
调节传送宽度。
3. 需要更换矩阵式顶板时,选择“切换顶板”。传送装置自动移到进行切换作业的位置,并自动将传送
宽度调到最大,便于拆卸矩阵式顶板。
n
要点
拆卸矩阵式顶板时,务必确认安全之后,用双手握稳顶板笔直向上提起取出。
“位置移动”对话框
66306-N1-00
e
4. 按下紧急停机按钮之后,打开上部机门并在矩阵式顶板上安装支撑夹具。
5
解除紧急停机状态。
关闭上部机门,向右转动紧急停机按钮解除紧急停机状态之后,按操作面板上的 [READY] 按钮。
6
确认基板的固定状态。
1. 按 [ 传入基板 ] 按钮之后,按照画面的提示传入基板。
e
2. 基板被固定之后,按下紧急停机按钮,打开上部机门,确认基板的固定状态。
‧
基板是否有翘曲、翘板。
‧
从上按压基板时,是否有下凹之处。
7
调节侧夹板压力。
如果在 Step6 中检查出基板的固定状态不佳,可以通过侧夹板用气压调节器调节侧夹板的压力。
一般,侧夹板压力过大,基板会翘曲 ;过小,会松动。
8
安装网板。
边将网板抵在安装位置,边向右转动网板固定夹开关,夹固网板。
关于安装位置,请参阅第 4 章“7.2.1 网板尺寸与网板止动销的位置”或印刷机上张贴的标贴。
9
设置基准标记信息。
1. 从“基板和网板共同指定”、“基板和网板分别指定”中选择是共同指定还是分别指定基板和网板的
基准标记的基准位置、位置坐标、标记类型。
2. 选择基板和网板的基准位置,输入从基准位置开始的原点偏移量。
3. 输入基板和网板的基准标记的正确位置与需要识别的标记号码。
4. 按按钮区的 [ 标记 ] 按钮,设置标记信息。
n
要点
如果已创建完标记信息,按 [ 示教 ] 按钮可以确认基准标记位置是否正确。确认基板基准标记时,先选择“基板 1”或“基板 2”,
再按 [ 示教 ] 按钮 ;确认网板基准标记时,则先选择“网板 1”或“网板 2”,再按 [ 示教 ] 按钮。

3-4
3
2.2 对位偏移量的设置
对位偏移量
[图像对位]按钮
66301-N1-00
按 [ 图像对位 ] 按钮,打开“图像对位”画面,边观察画面的图像,边确定各偏移量的值。
在此,使用图像进行对位,设置可以在图像上确认的“对位偏移量 X (mm)”、“对位偏移量 Y (mm)”、
“对位偏移量 R (deg)”的值。
n
要点
图像对位的详细使用方法,请参阅第 5 章“8. 图像对位”。