YCP10_Users_C.pdf - 第254页
2-10 2 2.3.2 传送带 TypeB 1 进行调节张力的准备。 参照本章前述“2.3.1 传送带 Type A”的 Step1 〜 Step3 的步骤,直到拆下网板导板。 2 放松传送带的张力。 1. 放松传送带的张力之前,先在张力调节板的当 前位置用油性记号笔作上记号。 2. 用内六角扳手 (3mm) 拧松张力调节板的 2 根固 定螺栓 ( 无需拆下 ),放松传送带的张力。 55227-N1-0 3 调节传送带的张力。 加…
2-9
2
7
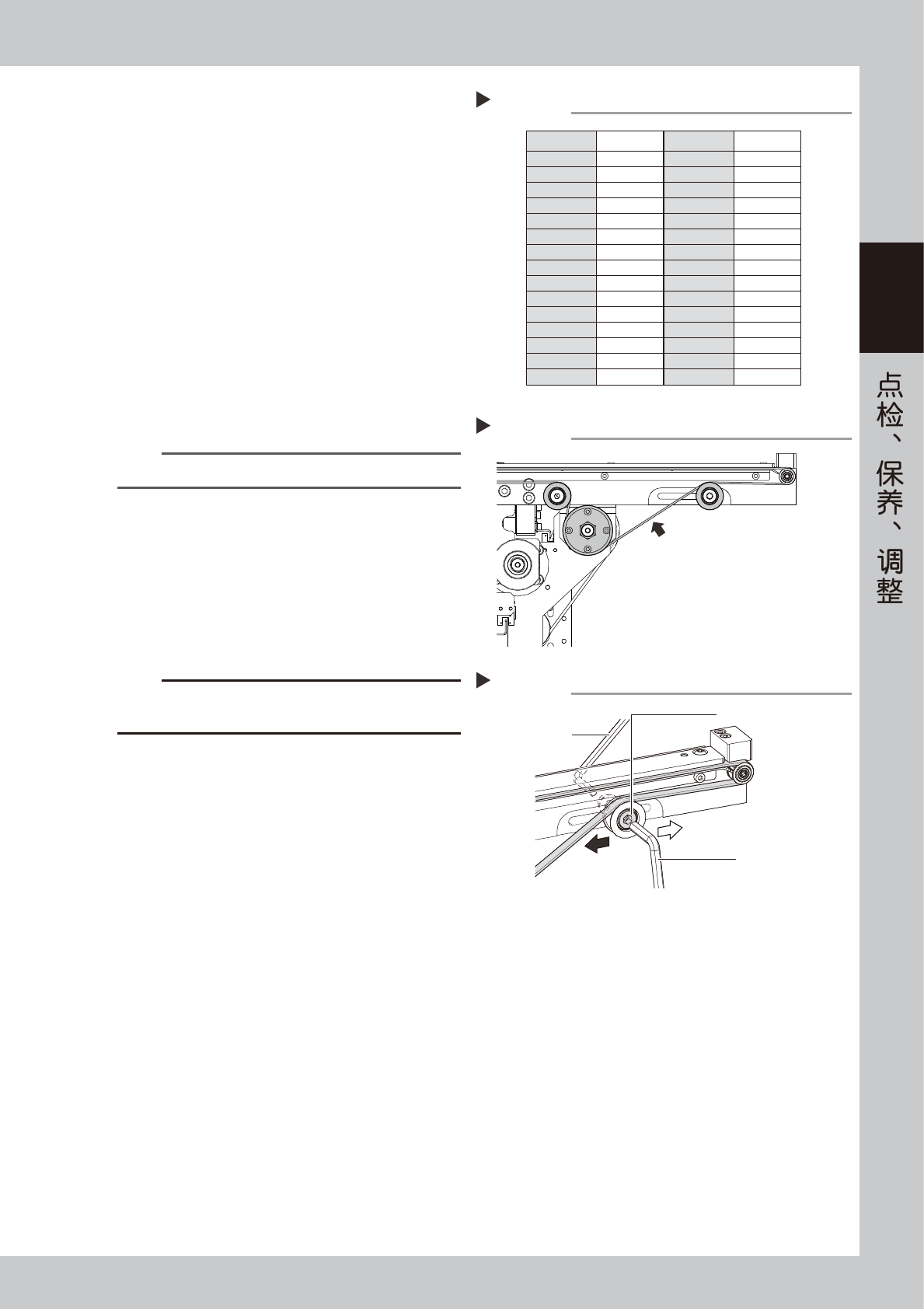
确定设定跨距。
参照右表,根据测量的跨距确定设定跨距的值。
55224-N1-00
8
输入跨距值。
将确定的设定跨距值输入张力计中。
•
张力计的设定值
WEGHT : 1.3g/m
WIDTH : 6mm
SPAN : 确定的设定跨距值
9
测定传送带的张力。
如右图所示,在张力测定位置使用张力计设定传送
带的张力。
张力规格值 :12.5 〜 19N
55225-N1-00
n
要点
测定或调节张力时,请务必使用张力计。
0
调整施加张力的带轮的位置。
1. 根据传送带张力的测定结果,调整施加张力的
带轮的位置,反复进行 Step5 〜 Step9 的步骤,
直至传送带的张力进入张力规格值的范围以内。
2. 传送带的张力进入张力规格值的范围以内之后,
拧紧施加张力的带轮的固定螺栓。
55226-N1-00
c
注意
施加张力的带轮固定螺栓的拧紧扭矩为 5.5N
•
m。
请勿拧得过紧。
q
确认传送带的安装状态。
1. 解除印刷机的急停状态。
2. 按 [ 装置 ] 按钮打开“传送装置”画面,按 [ 传
入基板 ]、[ 传出基板 ] 按钮传送基板,检查传
送状态。
3. 若带轮打滑,或传送带转动不顺畅或过于挠曲
时,需调节施加张力的带轮的位置,并再次传
送基板检查传送状态。
w
将网板导板装回原位。
用内六角扳手 (3mm) 将网板导板 (4 根固定螺栓 )
装回原位。
测量跨距 设定跨距 测定跨距 设定跨距
确定设定跨距
Step 7
129
128
127
126
125
124
123
122
121
120
119
118
117
116
115
104
103
102
101
100
99
98
97
96
95
94
93
92
91
90
114
113
112
111
110
109
108
107
106
105
104
103
102
101
100
89
88
87
86
85
84
83
82
81
80
79
78
77
76
75
张力测定位置
Step 9
张力测定位置
张力规格值:12.5〜19 N
调整施加张力的带轮的位置
Step 10
施加张力的带轮的固定螺栓
内六角扳手 (5mm)
减弱张力
加大张力
内六角扳手 (4mm)
2-10
2
2.3.2 传送带 TypeB
1
进行调节张力的准备。
参照本章前述“2.3.1 传送带 Type A”的 Step1
〜 Step3 的步骤,直到拆下网板导板。
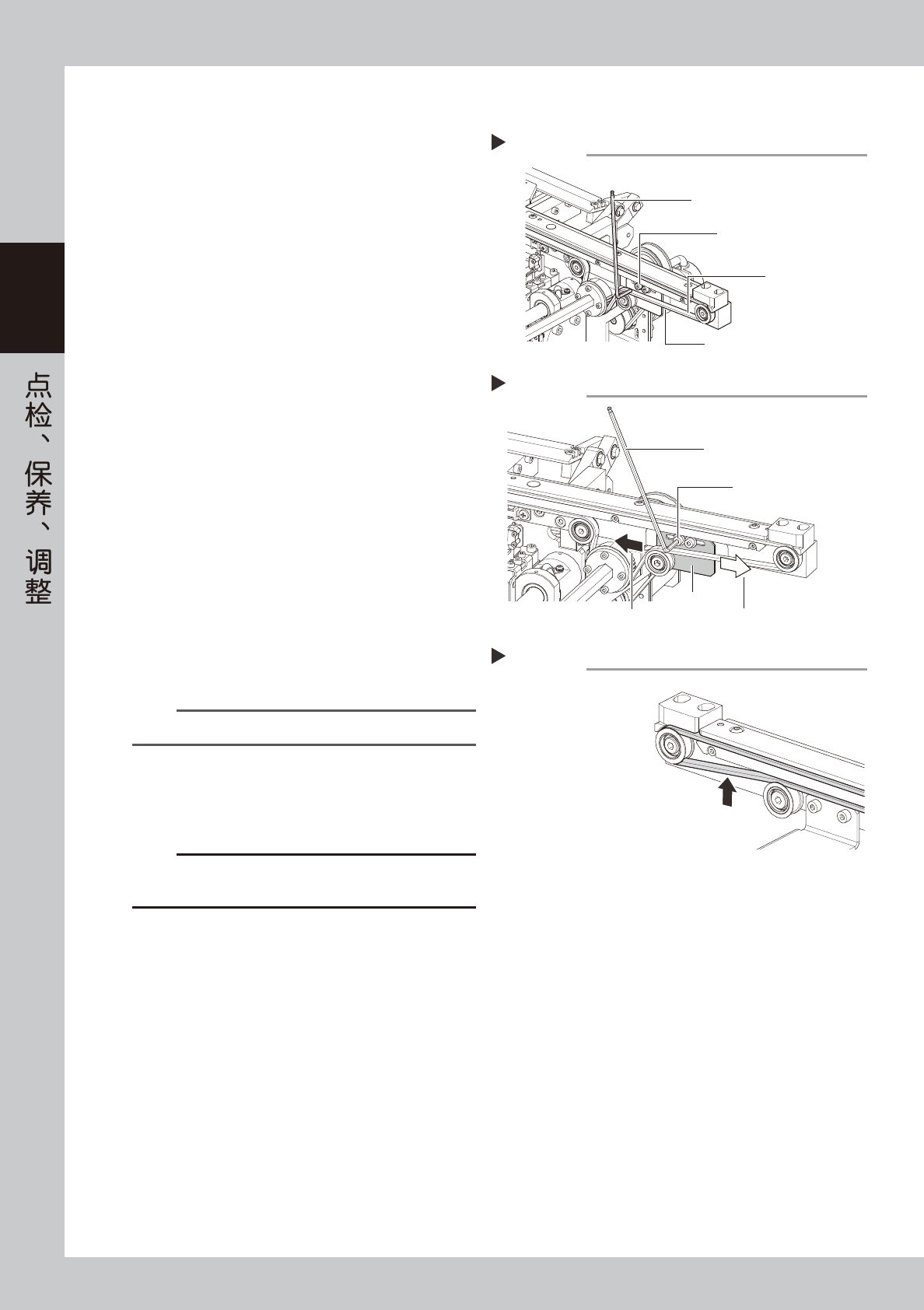
2
放松传送带的张力。
1. 放松传送带的张力之前,先在张力调节板的当
前位置用油性记号笔作上记号。
2. 用内六角扳手 (3mm) 拧松张力调节板的 2 根固
定螺栓 ( 无需拆下 ),放松传送带的张力。
55227-N1-0
3
调节传送带的张力。
加大张力时,将张力调节板向右图中黑色箭头所示
方向滑动 ;减弱张力时,向白色箭头所示方向滑动
之后,预固定张力调节板。
55228-N1-00
4
测定传送带的张力。
用张力计在右图所示的张力测定位置测定传送带的
张力。
张力规格值 :24 〜 34 (256 〜 305Hz)
55229-N1-00
5
调节传送带的张力。
根据测定的张力,调整张力调节板的位置,反复进
行调节,直到传送带的张力进入张力规格值的范围
以内。
n
要点
测定或调节张力时,请务必使用张力计。
6
拧紧张力调节板的固定螺栓。
传送带的张力进入张力规格值的范围以内之后,拧
紧张力调节板的固定螺栓。
c
注意
张力调节板的固定螺栓的拧紧扭矩为 5.5N
•
m。
请勿拧得过紧。
7
确认传送带的安装状态
1. 解除印刷机的急停状态。
2. 按 [ 装置 ] 按钮打开“传送装置”画面,按 [ 传
入基板 ]、[ 传出基板 ] 按钮传送基板,检查传
送状态。
3. 若带轮打滑,或传送带转动不顺畅或过于挠曲
时,需调节张力调节板的位置,并再次传送基
板检查传送状态。
8
将网板导板装回原位。
用内六角扳手 (3mm) 将网板导板 (4 根固定螺栓 )
装回原位。
放松传送带的张力
Step 2
张力调节板的固定螺栓
内六角扳手 (3mm)
传送带
在此处作记号
调节传送带的张力
Step 3
张力调节板的固定螺栓
张力调节板
加大张力 减弱张力
内六角扳手 (3mm)
测定张力 (出口侧)
Step 4
张力测定位置
WEGHT :2.5 g/m
WIDTH :6 mm
SPAN :78 mm
张力计的设定值:
24∼34N (256∼305Hz)
张力规格值:
2-11
2
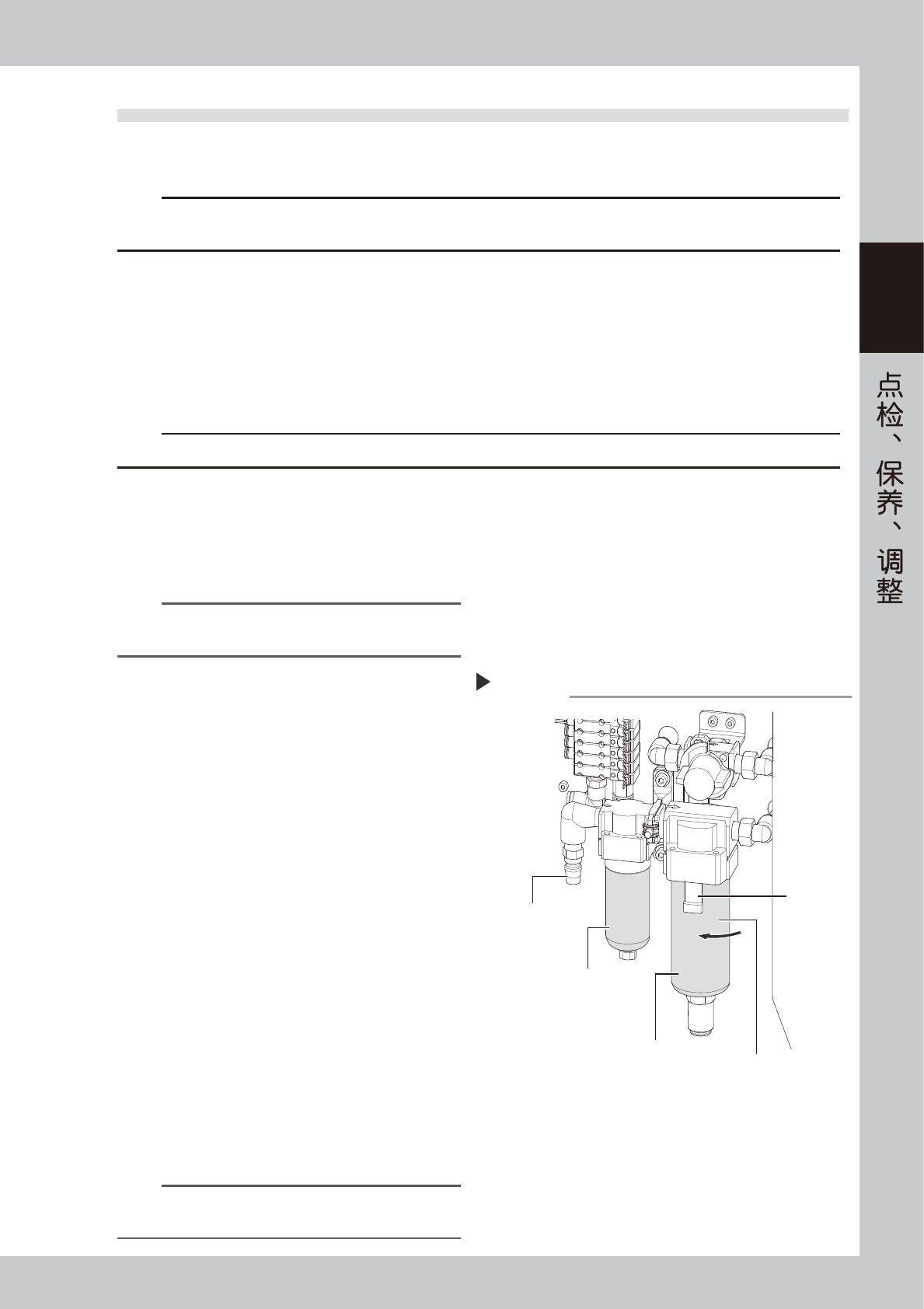
2.4 气、雾过滤器的点检与清洁
本印刷机备有气、雾过滤器,以防止空气压缩机内的油、水、不纯物等进入机器内部。
下面,介绍过滤器的点检、清洁方法。( 邻近空气连接器的是空气过滤器,稍远的是油雾过滤器。)
c
注意
为保障安全,务必先拆下空气连接器。拆卸时,切勿使油、水、不纯物等飞溅出。取下连接器时,会发出很大的排气声,务必注意
安全。
■需准备的用品
‧
中性清洁剂
‧
喷气工具 ( 选购件 )
‧
无尘布
‧
更换用空气滤芯 (KLC-M8506-00XFILTERELEMENT)
‧
更换用油雾滤芯 (LGO-M86A2-10XMISTFILTERELEMENT)
c
注意
进行喷气排屑时,务必佩戴防护眼镜和防护口罩,因为喷气工具喷出的气体可能会喷到面部。
■过滤杯的清洁
1
检查过滤杯内部。
检查过滤杯中是否有油或水。如果有,需按照下列
步骤清洁过滤杯。
参考
过滤杯下端排水阀是自动型。若杯中存积了油和水,排水阀
会自动排出。建议预先在排水阀下端安装好排水管。
2
拆卸过滤杯。
‧
油雾过滤器
边按过滤杯的按钮边向左转动杯子之后,向下拔出。
‧
空气过滤器
将过滤杯向左转动之后,向下拔出。
55203-N1-00
3
清洗杯内脏污。
1. 先用水涮洗过滤杯。
2. 再加入用水稀释过的中性清洁剂清洗杯内部。
3. 进行喷气吹除尘屑之后,用无尘布等擦干。
4
安装过滤杯。
‧
油雾过滤器
1. 将过滤杯的按钮对准取下时的位置之后,向上
推过滤杯。
2. 将过滤杯向右侧转动,直至有“咔嚓”声响即可。
‧
空气过滤器
将过滤杯向右侧转动,直至有“咔嚓”声响即可。
5
安装空气连接器。
连接空气连接器,确认没有漏气现象发生。
n
要点
继续进行滤芯的清洁时,需在取下过滤杯的状态下,进行下
一项“空气滤芯与油雾滤芯的清洁”。
Step 2
过滤杯的拆卸
过滤杯
拆卸空气连接器
空气过滤器
油雾过滤器
按钮