IPC-7351B CN_edit.pdf - 第22页
I P C - 7 35 1 B CN 2 0 1 0 年 6 月 ⑩ S O I C 的 制 造 尺 寸 m ⑩ - 回 - 囝 制 造 尺 寸 和 公 差 转 换 为 外 形 尺 寸 , 0 是 最 大 材 料 条 件 。 注 : 如 果 元 器 件 制 造 商 未 提 供 匿 1 值 , 可 以 通 过 长 度 尺 寸 减 去 端 子 尺 寸 m 得 到 该 值 。 0 = n - 2 I U M M C M M C LM C i…
201 0 年 6 月 IPC-735IB CN
例如,C321.6电容器,其长度的制造标称尺寸为3,2 mm,制造商给出的公差为± d2 m m 。“ L ”的最小尺
寸 为 3.0mm,单边公差是0.4mm,那么最大尺寸就是3.4mm。
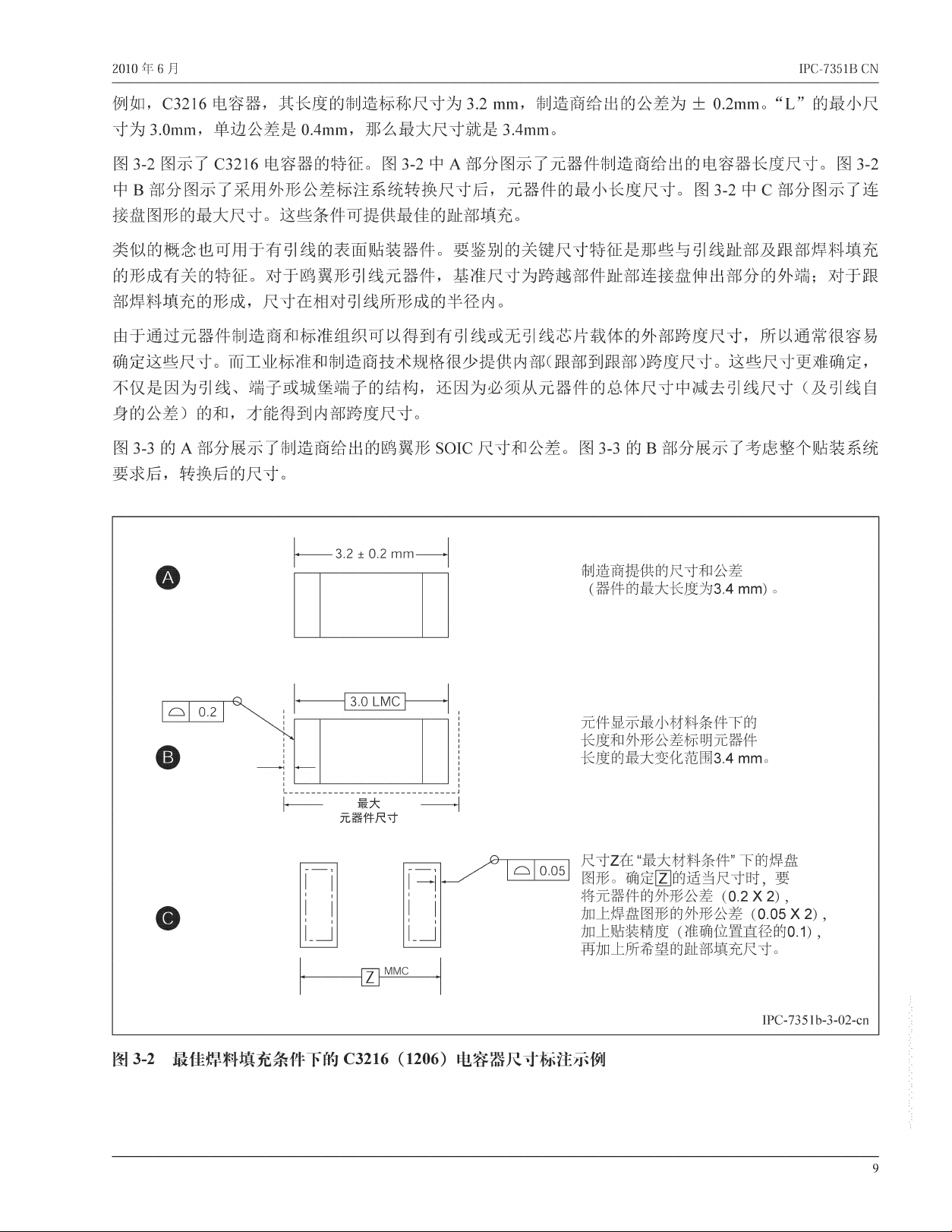
图 3 -2 图示了 C 3216电容器的特征。图 3 -2 中 A 部分图示了元器件制造商给出的电容器长度尺寸。图 3-2
中 B 部分图示了釆用外形公差标注系统转换尺寸后,元器件的最小长度尺寸。图 3 - 2 中 C 部分图示了连
接盘图形的最大尺寸。这些条件可提供最佳的趾部填充。
类似的概念也可用于有引线的表面贴装器件。要鉴别的关键尺寸特征是那些与引线趾部及跟部焊料填充
的形成有关的特征。对于BI翼形引线元器件,基准尺寸为跨越部件趾部连接盘伸出部分的外端;对于跟
部焊料填充的形成,尺寸在相对引线所形成的半径内。
由于通过元器件制造商和标准组织可以得到有引线或无引线芯片载体的外部跨度尺寸,所以通常很容易
确定这些尺寸。而工业标准和制造商技术规格很少提供内部( 跟部到跟部)跨度尺寸。这些尺寸更难确定,
不仅是因为引线、端子或城堡端子的结构,还因为必须从元器件的总体尺寸中减去引线尺寸(及引线自
身的公差)的和,才能得到内部跨度尺寸。
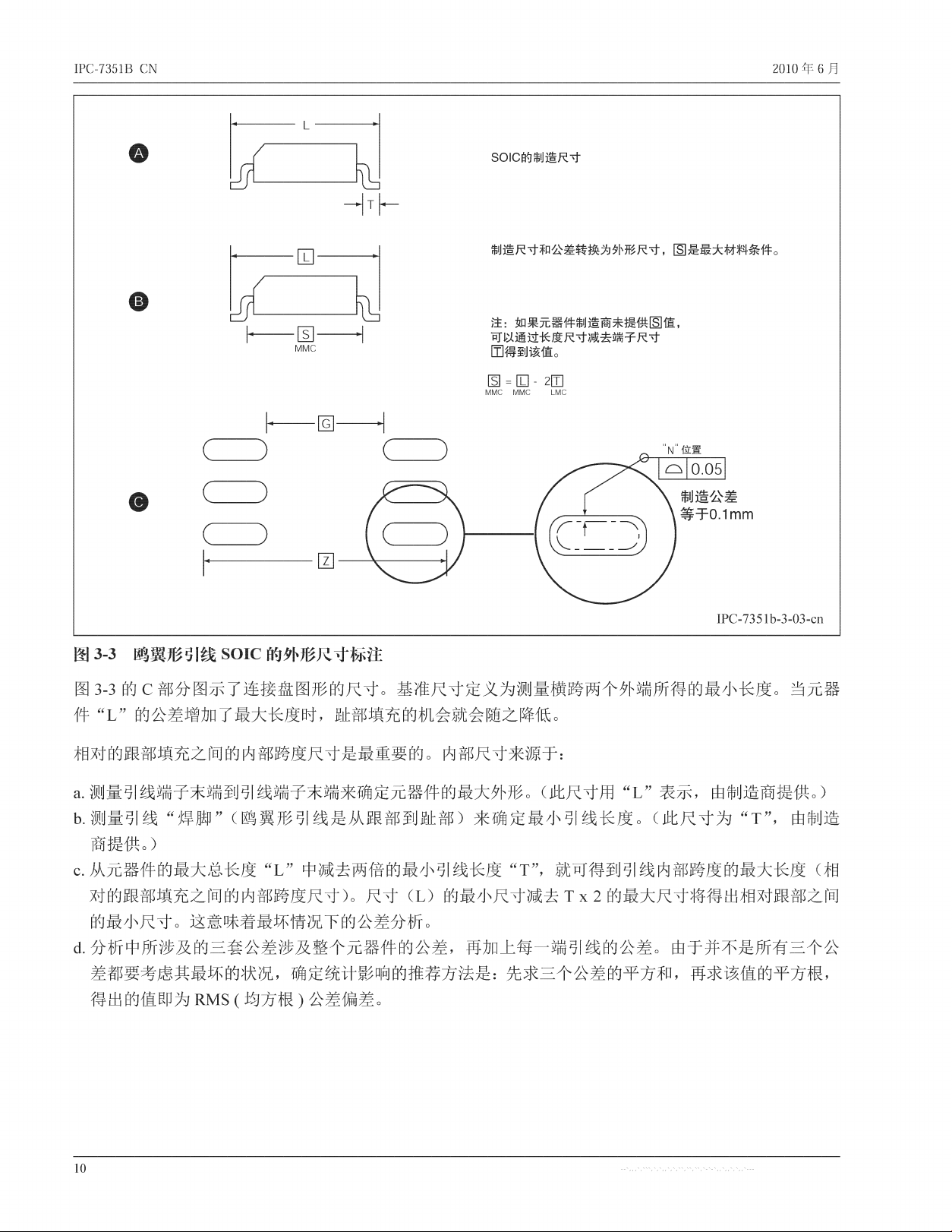
图 3 - 3 的 A 部分展示了制造商给出的_ 翼 形 SO IC尺寸和公差。图 3 -3 的 B 部分展示了考虑整个贴装系统
要求后,转换后的尺寸。
制造商提供的尺寸和公差
(器件的最大长度为3.4 mm)
元件显示最小材料条件下的
长度和外形公差标明元器件
长度的最大变化范围3.4 m m。
元器件尺寸
o
0.05
尺寸Z在 “最大材料条件”下的焊盘
图形。确定囝的适当尺寸时,要
将元器件的外形公差(0 .2 X 2 ) ,
加上焊盘图形的外形公差(0 .0 5 X 2 ) ,
加上贴装精度(准确位置直径的0.1) ,
再加上所希望的趾部填充尺寸。
MMC
IP C -7 3 51b -3 -0 2^ i
图 3 - 2 最佳焊料填充条件下的C3216 (1206) 电容器尺寸标注示例
9
IPC-7351B CN
2010 年 6 月
⑩
SOIC的制造尺寸
m
⑩
-回 -
囝
制造尺寸和公差转换为外形尺寸,0 是最大材料条件。
注 :如果元器件制造商未提供匿1值 ,
可以通过长度尺寸减去端子尺寸
m 得到该值。
0 = n - 2IU
MMC MMC LMC
iP 0 7 3 5 1 b 各 0 3韻
_ 3 - 3 _ 翼 形 引线 S O IC 的外形尺寸标注
图 3 - 3 的 C 部分图示了连接盘图形的尺寸。基准尺寸定义为测量横跨两个外端所得的最小长度。当元器
件 “ L ” 的公差增加了最大长度时,趾部填充的机会就会随之降低。
相对的跟部填充之间的内部跨度尺寸是最重要的。内部尺寸来源于:
a .测量引线端子末端到引线端子末端来确定元器件的最大外形。(此 尺 寸 用 “ L ” 表示,由制造商提供。)
tx 测 量 引 线 “ 焊 脚 ” (鸥 翼 形 引 线 是 从 跟 部 到 趾 部 )来 确 定 最 小 引 线 长 度 。(此 尺 寸 为 “ T ”, 由制造
商提供。)
c .从元器件的最大总长度“L ” 中减去两倍的最小引线长度“ T ”,就可得到引线内部跨度的最大长度(相
对的跟部填充之间的内部跨度尺寸)。尺 寸 (L ) 的最小尺寸减去T x 2 的最大尺寸将得出相对跟部之间
的最小尺寸。这意味着最坏情况下的公差分析。
d . 分析中所涉及的三套公差涉及整个元器件的公差,再加上每一端引线的公差。由于并不是所有三个公
差都要考虑其最坏的状况,确定统计影响的推荐方法是:先求三个公差的平方和,再求该值的平方根,
得出的值即为RMS ( 均 方 根 )公差偏差。
10
2010年 6 月 IPC - 7351BCN
例如:
RMS 公差累积= V(Ltol)2 + 2(Ttol)2
其中:
T = I _ T .
^tol ^max
Ttol = Tmax —Tmm
tol = 公差
max = 最大值
min = 最小值
例如,1 6 引 线 S O IC 的 “ _L” (元器件长度)和 “ T ” (端子长度)尺寸极限值如下:
Lmm = 5,8mm,Lmax = 6,2mm
Ltol = Lmax ™Lmm = 6.2mm 画5,8mm = 0.4mm
Tmm = 0,4mm,Tmax = 1.27mm
Ttol = Tmax -Tmm = 1.27mm -0.4mm = 0.87mm
因此,“ S” 最大和最小尺寸的计算如下:
Smm = Lmm ™2Tmax = 5.8mm -2 (1.27mm) = 3.26mm
Smax = Lmax ™2Tmm = 6.2mm 画2 (0.4mm) = 5.40mm
Stol = Smax -Smm = 5.4mm ™3.26mm = 2.14mm
Smax与 Smm的差为 2.14mm,该值可能比元器件制造时的实际公差范围大。通过元器件长度公差加上两个
丨:端子的公差,也可以计算出在最坏情况下“ S ” 的公差范围。
::Stol = Ltol +2Ttol = 0.4mm + 2 (0.87mm) = 2.14mm
:丨为了获得更实际的公差范围,可利用所涉及尺寸(“ _L” 和 “ T ” )的公差计算RM.S值:
;:Stol (RM.S) = 7 (Ltol)2 + 2(Ttol)2 = 7 0.42 + 2(0.87)2 = L30.m.m
最坏情况下的值与R M S 值 的 差 为 2/14 ™ 1.30 = 0.84。此差异是因为公差分析时所釆用的两种不同方法而
造成的。为了得到“ S”新的最大值和最小值以确定连接盘图形,要从最坏情况下的Smax减去该差值的一半,
即:Smax(5,4-(I42=4,98),最坏情况下的最小值Smm加上该差值的一半,即:Smin(326+0,42=3观 ) ,因此,
S 尺寸的变化范围(Max/M in)就 是 4 ,9 8 到 3规
釆用此种方法是为了计算Gmin ( 跟部填充之间的最小连接盘图形间距)时,在连接盘图形公式中使用更实
际 的 Smax尺寸。
3.1.1.1 尺 寸 的 计 算 应 该 注 意 到 : 有各种确定元器件公差(C )、制造余量(F ) 、贴装公差C P )的方法。
在计算 图3 -3 所 示 示例 中 的 “ Z ” 尺寸时,元 器 件 “ S 016 ” 的 _Lmax等 于 6.20mm, _Lmm等 于 5.80mm。假设
“ F ” 等 于 (U m m ,“ P ” 等 于 02m m ,通过下列公式确定 “ Z ” 的尺寸。
Zmax = Lmm + 2Jt + 7 C L2+F2+P2
Zmax = 5.80mm + 2JT + 7 0.42 + 0.12 + 0.22
上例中,两个焊点填充应该四舍五入取整为一个实际的数值。对 于 B 级密度连接盘图形,如 果 SOl.6部
件每一端连接盘伸出为0.4mm,Z 尺 寸 为 7.0m m 是可接受的。