IPC-7351B CN_edit.pdf - 第41页
2 0 1 0 年 6 月 I P C - 7 3 5 1 B C N I P C - 7 3 5 1 默 认 的 散 热 焊 盘 的 锡 膏 掩 膜 的 大 小 为 整 个 连 接 盘 的 40 % 。 允 许 元 器 件 本 体 下 沉 而 不 是 浮 在 焊 锡 表 面 。 4 . 0 m m 或更小 的散 热焊 盘上 的锡 膏掩 膜是 单个 方形 , 大于 这个尺 寸的 热焊 盘通 常被 典型 的 分割 为多 个图 形。 3 .…

IPC-7351B CN
2010年 6 月
d ) 圆形焊盘和孔的焊盘叠层使用不同异型示例
c l 5 0 h 9 0 = 默认的焊盘叠层1.50m m 的圆形焊盘和0.9 0 m m 的 孔 (未使用异型)
c l 5 0 h n 9 0 = 默认的焊盘叠层1.50m m 的圆形焊盘和0.90 m m 的 非 镀 覆 孔 (未使用异型)
c l 5 0 h 9 0 z l4 0 = 内层焊盘比外层连接盘小,为 1.4m m 或 小 0.1mm
c l 5 0 h 9 0 z l4 0 x l 7 0 = 反面连接盘比正面连接盘大,为 1.7m m 或 大 0.2mm
C l5 0 h 9 0 z l 4 0 x l7 0 m l 6 5 m x l8 5 = 顶部和底部阻焊开窗层连接盘开口比外层连接盘每边大0.15mm
c l 5 0 h 9 0 z l4 0 x l 7 0 m l6 5 m X 1 8 5 a 2 0 0 = 组装层连接盘比主面连接盘1.5m m 大 0.5mm
C l 5 0 h 9 0 z l 4 0 x l 7 0 m l6 5 m x l 8 5 a 2 0 0 y 3 0 0 = 空环隔离焊盘大小为 3.00mm
C l 5 0 h 9 0 z l 4 0 x l 7 0 m l6 5 m x 8 5 = 阻焊层比反面焊盘小 0.65mm
c l 5 0 h 9 0 m l 6 5 = 增加阻焊开窗层1.65 m m 直径或者大于焊盘0.15mm
c l 5 0 h 9 0 t l 5 0 一 1 80 一 4 0 = 散热焊盘内径1.50 m m ,外 径 1.80 m m , 连接筋的宽度0.40 m m , 隔离焊盘为1.80 mm
c l 5 0 h 9 0 t l 5 0 一 1 80 一 4 0 y 2 0 0 = 隔离焊盘为2.00mm ( 因为其尺寸与散热焊盘外径不一致)
c l 5 0 h 9 0 t l 5 0 一 1 80 一 8 0一 2 = 二个为宽度 0.80mm 的连接筋
c l 5 0 h 9 0 m l 6 5 t l 5 0 _ 1 8 0 _ 4 0 = 阻焊层 1.65mm
e ) 椭圆形连接盘和槽孔的焊盘叠层示例:
L非镀覆孔
样 品 - b = 椭圆形连接盘,接 X 尺 寸 (长度),接下划线_ ¥ 尺 寸 (宽度)
b400_200h300_100 = 椭圆形连接盘4.0 X 2.0m m 长 宽 和 3.0 X 1.0mm 的槽孔
b400_200hn300_100 = 椭圆形连接盘 4.0 X 2.0mm 长宽和 3.0 X 1.0mm 的槽?
Q 使用各种异型的SM T 焊盘叠层示例
b300一 150 = 默认的焊盘叠层3.00mm和 1.50mm长 宽 (未使用异型)
b300_150m330_180 = 阻焊层比连接盘大0.30mm
b300_150m330_180p240_140 = 焊膏层小 0.10mm 宽度和 0.60mm 长度
b300_150b-50 = 椭圆形连接盘尺寸3.0 X 1.5mm,偏离原始负片0.5mm
r400一200po430一230 = 矩 形 SM T焊盘长宽4.00X2.00 m m 和椭圆形的焊膏层尺寸4.30 X 2.30mm
g ) 组装孔示例:
w700h400z520m720 = 镀覆组装孔用于组装#6-32的螺丝,使 用 4.00mm直径的孔和有7.00mm的圆形焊盘在
主面及辅面,阻焊膜间隙比7.00mm的圆形焊盘大0.20mm。内层圆形焊盘5.2mm直径的连接盘小于外层。
w700hn400z520m720 = 非镀覆孔
h ) 细 间 距 SM T 元器件的区域基准点示例
cl00m200k200 = 1.00mm圆形焊盘和2.00mm 阻焊层大小,间隔区域为2.00mm
sl00m200k200 = 1.00mm方形连接盘和2.00mm阻焊层大小,间隔区域为2.00mm
i ) 相 称 的P T H 焊盘叠层示例:
cl50h l00tl5 0一 180一40 = 1.5m m 圆形焊盘保持不变和1.0mm的孔及1.5mm阻焊层和1.5mm面距离 及 1.5mm
装配略外形和散热焊盘四个连接筋的宽度0.4m m 及 内 径 1.5mm和 外 径 1.8mm。
j ) 相称的 N PTH 焊盘叠层示例:
cl00hnl50 = 1mm圆形焊盘保持不变和1.5mm非镀覆孔及1.5mm阻焊层和2.35mm空环及2.1mm 间隔区域。
3 . 1 . 5 . 7 散 热 焊 盘 的 焊 膏 掩 膜 一些元器件,包 括 DPAK、Q F P 和 Q F N 的零件底部有散热焊盘特性,露
出芯片与印制线路板表面接触,焊接在电路板上时可以达到有效的散热。
28

2010 年 6 月 IPC-7351BCN
IPC-7351默认的散热焊盘的锡膏掩膜的大小为整个连接盘的40% 。允许元器件本体下沉而不是浮在焊锡表
面。4.0mm或更小的散热焊盘上的锡膏掩膜是单个方形,大于这个尺寸的热焊盘通常被典型的分割为多个图形。
3 . 2 设 计 的 可 生 产 性 作为产品开发计划周期的一部分,协作工程任务组应该集合到一起,为每一个新
设计确定标准。在计划阶段,要明确规定产品的功能和结构,确定组装工艺方案纲要。产品尺寸、元器
件类型、计划产量、现有生产设备的水平等都有可能影响工艺的方案。
除了基板的开发,应该评估组装的许多必要的基本原理,以确保成功的SM T 工艺。评估过程中涉及的具
体领域包括:
a ) 连接盘图形概念
b ) 元器件选型
c ) 贴装基板设计
d ) 组装方法
e ) 测试方法
f ) 底片生成
g ) 满足最小焊接要求
h ) 钢网治具要求
i ) 波峰焊夹具要求
j ) 提供检测通道
k ) 提供返工及维修通道
3.2.1 S M T 连 接 盘 图 形 釆用经过工艺验证过的连接盘图形进行表面贴装器件的焊接,可以为焊点质量
评估提供基准。每种元器件类型所釆用的连接盘图形形状和间隔必须适应所有物理参数,包括尺寸、材料、
引线接点设计和镀层。
3 . 2 . 2 标 准 元 器 件 的 选 择 任何时候,都应该尽量从标准结构的元器件中选择SM T 元器件。标准元器件
可以通过多种渠道获得,并且其通常都与组装工艺兼容。对于那些为了满足某种具体应用而开发的元器
件 ,通常可以找到与之匹配的标准封装。如果可能,选择与标准元器件的材料和镀层相似的封装类型。
3 . 2 . 3 电 路 基 板 开 发 设计电路基板时要考虑尽量地减小额外成本。高密度的表面贴装技术推进了基板
可制造性前沿发展,但同时会影响良品率和增加成本。除此之外,釆用新焊料合金,使得连接盘图形的
选择变得尤为关键。本标准的选择已提供了三种条件,因此鼓励用户确定其新焊接工艺的流动特征。所
得出的连接盘图形是建立在数学模型基础上,而数学模型可以清晰明了地反映焊接工艺。然而, 目前使
用的一些无铅焊料合金与传统的锡/ 铅焊料反应不相同,因此应该选择最优化的连接盘图形。重要的是要
注意,无铅的主要问题与印制板上的表面光洁度和元器件端接有关,要形成可靠的焊点,元器件引线涂层、
连接盘图形表面涂层、所用焊料合金及再流焊温度曲线的状况比连接盘图形尺寸更为重要。当估计电路
密度时,允许为制作工艺和公差变量留出最大变化范围。在釆用超细线或小镀覆孔之前,要充分了解其
对产品的成本、产量及长期可靠性的影响。
3 . 2 . 4 组 装 需 要 考 虑 的 因 素 生产效率包括元器件的贴放在电路功能的限制下,保持元器件之间一致的
间隔及极性元器件的相同排列朝向或方向对组装工艺中的所有工序都会产生影响。除此之外,维持相同
的排列朝向时,能简化机器编程;还能简化元器件验证、焊点 检 验 和 维 修 (见 图 3-9)。
3 . 2 . 5 自 动 测 试 条 款 必须提前规划组装电路基板的可测试性。如果元器件级在线测试(I C T ) 有必要,
则每一个公共节点或网都要求有一个测试探针接触区域。理想情况下,所有的探针接触连接盘都在一面,
通 常 是 在 辅 面 (双面测试夹具要贵很多)。功能测试不仅要釆用在线测试所有的测试节点,而且还要包括
与电缆和其他组件相接的所有连接器。
29
IPC-7351B CN
2010 年 6 月
3.2.6 S M T 用文件用于制作电路基板和 组装产品的文件必须 描述准确,简单易懂。详细资料、技术规
格及注意事项要既能指导组装加工又能控制产品质量。特殊材料和专门的组装操作指南,如潮湿敏感性
及处理要求,都应该在详细图纸的明显处或文件包中注明。
3 . 3 环境条件
3 . 3 . 1 潮 湿 敏 感 元 器 件 塑 料 封 装 的 1C 会容易吸收水分。元器件制造商通常会对这些器件提供专用的包
装 ,并且还提供在可控存贮环境下使用和维护这些元器件的说明。IPC /JEDEC J-S T D -033提供了针对潮湿
敏感性元器件的适当处置方法和测试方法。
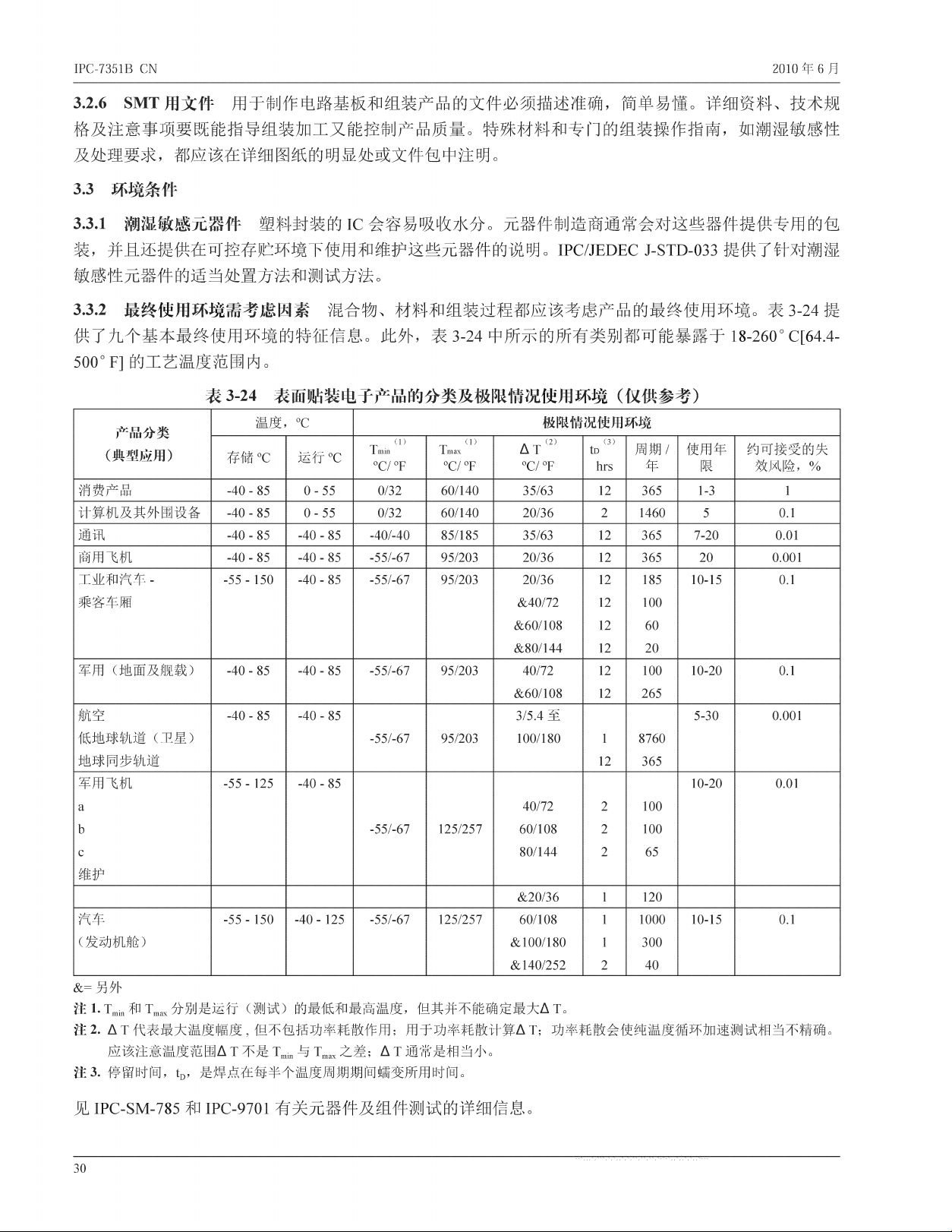
3 . 3 . 2 最 终 使 用 环 境 需 考 虑 因 素 混 合 物 、材料和组装过程都应该考虑产品的最终使用环境。表 3 -2 4 提
供了九个基本最终使用环境的特征信息。此外,表 3 - 2 4 中所示的所有类别都可能暴露于18-260° C[64.4-
500° F ] 的工艺温度范围内。
表 3 - 2 4 表面贴装电子产品的分类及极限情况使用环境(仅供参考)
产品分类
( 典型应用)
温度’
°C 极限情况使用环境
存 储 ° c
运 行 °C
_ (1)
丁min
°C/ °F
_ (i)
丁max
°C/ °F
A _ (2)
A 丁
°C/ °F
(3)
to
hrs
周 期 /
年
使用年
限
约可接受的失
效风险,%
消费产品
-40 - 85
0 - 5 5
0/32 60/140
35/63
12
365 1»3
1
计算机及其外围设备
-40 - 85
0 -5 5
0/32
60/140 20/36
2
1460 5 0.1
通讯
■40 - 85 ■40 - 85 -40/-40 8
5/185 35/63
12
365 7»20 0.01
商用飞机
-40 - 85
-40 - 85
-55/-67 95/203 20/36
12
365 20 0.001
工业和 -55 - 150
-40 - 85
-55/-67 95/203 20/36
12
185 10:15 0.1
乘客车厢
&40/72
&60/108
&80/144
12
12
12
100
60
20
军 用 (地面及舰载)
-40 - 85
-40 - 85
■55/画 67 95/203
40/72
&60/108
12
12
100
265
10»20 0:1
航空
-40 - 85 -40 - 85 3/5.4 至
5-30 0.001
低 地 球 轨 道 (卫星 )
-55/-67 95/203 100/180 1 8760
地球同步轨道
12
365
军用飞机
-55-1 25
-40 - 85 10-20 0
.01
a
40/72 2 100
b -55/-67 125/257 60/108
2 100
c
80/144 2 6
5
维护
&20/36 1 120
汽车
-5 5-1 5 0 4 0 - 125 -55/-67 125/257 60/108
1
1000 10:15 0.1
( 发动机舱)
&100/180
& 140/252
1
2
300
40
& = 另夕卜
注 1 .丁_ 和丁max分 别 是 运 行 (测 试)的最低和最高温度,但其并不能确定最大a t 。
注 2. A T 代表最大温 度幅度,但不包括功率耗散作用;用于功韦耗散计算A T ; 功率耗散会使纯温度循环加速测试相当不精确。
应该注意温度范围A T 不是丁mm与丁max之差 ; A T 通常是相当小。
注 3 . 停留时间,tD, 是焊点在每半个温度周期期间蠕变所用时间。
见 IP C -S M -7 8 5 和 IP C -9 7 0 1 有关元器件及组件测试的详细信息。
30