IPC-7351B CN_edit.pdf - 第77页
2 0 1 0 年 6 月 I P C - 7 3 5 1 B C N 1 0 I P C - 7 3 5 4 本 体 两 面 具 有 J 形 引 线 的 元 器 件 本 体 两 面 具 有 J 形 引 线 元 器 件 系 列 是 一 个 小 型 封 装 元 件 系 列 ,分 类 的 依 据 是 以 英 寸 为 单 位 的 元 件 尺 寸 。 例 如 , S O J / 3 0 0 的 本 体 尺 寸 是 7 . 6 3 m m ; S…
IPC-7351B CN
2010年 6 月
9 . 2 . 4 耐 焊 接 温 度 元器件应该能够承受一个标准再流焊系统中的5 次循环。每次循环中,锡铅条件和
无铅条件下分别应当有10-30秒 或 20-40秒处于最高温度,高低差异在5 ° C 以内。
元器件还应该能够在熔融焊料中达到最低的浸入时间,相应时间和温度见表9-2。如果用到再流焊工艺,
IPC/JEDEC J-STD-020中的要求显示了再流条件的适合周期和曲线,详见 表 9-3。
9.3 SOP127 IPC-7351中对连接盘图形中心距的定义和EIAJ规范文件EIAJ7402-1中的定义有细微不同。
本 标 准 适 用 于 SOP127中 的 6 个 元 器 件 封 装 系 列 ,之 前 在 已 废 弃 的 IPC-SM-782标 准 中 称 之 为 IPC-
SOP-782。E IA J通过连接盘图形上的中心距和引线最外端极限(IPC -7351中 的 尺寸“ L ”)来对各个系列进
行分类。E IA J中 定 义 的 SOP127基 本 结 构 和 JED EC规 定 的 S O IC 的结构相同。两 者 都 是 1.27m m中心距
的翼形引线。E IA J规范考虑到了所有系列中会有很多不同的元器件尺寸(例如:本体宽度)(见 图 9-3)。
9 . 3 . 1 标 识 部件上可能有或没有部件编号的标识。退
9 . 3 . 2 载 体 封 装 方 式 封装方式可能使用托盘作为
载体,但是为了便于操作或在大批量使用的情况下,
推荐使用卷带和卷轴载体。因为在布局和焊接时要
求引线共面性,所以不推荐使用散装。
9 . 3 . 3 耐 焊 接 温 度 部件应该能够承受一个标准再
流焊 系 统 中 的 5 次循环。每次循环中,锡铅条件和
无铅条件下分别应当有10-30秒 或 20-40秒处于最高
温度,高低差异在5 ° C 以内。
部 件 还 必 须 能 够 在 熔 融 焊 料 中 达 到 最 低 的 浸 入 时
间,相应时间和温度见表9-2。如果用到再流焊工艺,
适合周期和曲线,详 见 表 9-3。
9.4 CFP127 图 9 - 4 显 示 了 陶 瓷 扁 平 封 装 (CFP127)
线组 成 。引线被修整成鸥翼形状,且 所 有 的 中 心 距 均 为 1.27mm。IPC-7353 C FP127元器件外形来源于
JEDEC 第 95 号出版物中的外形 MO-003、MO-004、MO-018、MO-019、MO-020、MO-021、MO-022 和
MO-023。
9 . 4 . 1 标 识 所有部件都应当有部件编号和索引区
域的标识。索引区域应当指明1 脚的位置。
9 . 4 . 2 载 体 封 装 方 式 CFP元器件使用托盘作为载体。
9 . 4 . 3 耐 焊 接 温 度 元器件应该能够承受一个标准
再 流 焊系 统中 的 5 次循环。每次循环中,锡铅条件
和无铅条件下分别应当有10-30秒 或 20-40秒处于最
高温度,高低差异在5 ° C 以内。
元器件还应该能够在熔融焊料中达到最低的浸入时
间,相应时间和温度见表9-2。如果用到再流焊工艺,
IPC/JEDEC J-STD-020中的要求显示了再流条件的
适合周期和曲线,详 见 表 9-3。
IPC-7351b-9-04-cn
图 9-4 CFP127结构
I 常情况下索引标识会指明1 脚的位置。
图 9-3 SOP127结构
IPC/JEDEC J-STD-020中的要求显示了再流条件的
的一个例子。其基本结构由一个陶瓷体和金属引
64

2010 年 6 月 IPC-7351BCN
10 IPC-7354本体两面具有J 形引线的元器件
本体两面具有J 形引线元器件系列是一个小型封装元件系列,分类的依据是以英寸为单位的元件尺寸。
例如,SO J/300的本体尺寸是7.63mm; SOJ/350的本体尺寸为8.8mm; SOJ/400的本体尺寸为10.12mm;
SO J/450的 本 体 尺 寸 为 11.38mm。封 装 体 引 线 数 量 从 1 4 到 2 8 不等 。IPC-7354 S O J元器件外 形 来源于
JEDEC 第 95 出版物中的外形 MO-061、MO-063、MO-065、MO-077、MO-088、MS-027 和 MO-091。
引线端子上应当涂上一层表面处理剂,起到保护作用并且维持可焊性。对引线端子的评估应当使用IPC
J-STD-002中描述的方法。用户和供应商之间如果没有其他的协议,则 A /A 1和 D 应当为默认的测试方法。
用户和供应商需要对 IPC-J-STD-002中定义的涂覆层耐久性要求达成一致。如果没有提供,那 么 IPC-J-
STD -002中 的 “ 典型涂覆层耐久性等级3 ” 成为表面处理剂的默认条件,详 见 表 10-1。
表 1 0 - 1 本体两面具有J 形引线的元器件的可焊性测试
J-STD-002中的测试方法A/A1
J-STD-002中的测试方法D
蒸汽老化默认值
焊料槽/ 浸入和观察测试(有引线元
器件和标准金属线)
抗溶蚀/金属层退润湿测试
类别3,蒸汽条件下8h±15min
镀层可能由锡铅合金组成,也可能是其无铅替代物。如果使用的是锡铅,焊料应该 含 有 58%-68% 的锡。
端子上的表面涂层可以使用热浸法或使用电镀溶液。电镀后的端子应该能够进行电镀后再流操作,使焊
料溶化。如果使用锡铅表面涂层,其厚度应该至少达到0.0075mm[0.0003in]。
端子应当是对称的,并且不应当有结瘤、结块和突出等等会影响元器件的对称性和尺寸公差的瑕疵。末
尾端子应当覆盖元器件的末端,并且应当延伸至元器件的顶部和底部。
在贵重金属电极上使用焊料时,在电极金属层和焊料之间应当有一层扩散阻挡层。阻挡层应该是镍或者
同性质替代物,并且其厚度应该至少达到0.00125mm[0.00005in]。
1 0 . 1 基本 结 构 见 图 10-1。小 外 形 “ J ” 形 (SOJ)
封装的 两面 都 有 J 形金属引线,和双列直插式封装
( D I P ) 类似 。引 线 的 外 形 类 似 于 字 母 “ J ”,从塑料
封装体侧面伸出后,再向内弯曲至封装体底部形成
一 个 J 形弯曲。引线和连接盘图形接触的点位于这
个 J 形弯曲上的顶点,也是连接盘图形跨距的基础。
引线的共面性偏差必须在0.1m m 以内。也就是说,
当元器件被放置在一个平滑表面时,所有引线离开
平面的距离都不能超过0.1mm。
S O J封装利用了芯片具有平行地址或数据线布局的
特点 。例如,存储类集成电路通常是许多个同时使
用 ,总线和每个芯片上对应编号的引脚相连。由于
平行 的引 脚 布 局 和 “ J ” 形引线的使用,SO J封装中
的各个储存芯片之间可以很靠近。对于高容量存储系统,空间的节省是相当重要的。
1 0 . 2 标 识 S O J系列元件通常标识有生产厂家的部件编号、生产厂家名或符号以及1 脚位置指示。某些
部件可能没有1脚标识,而是在表壳上有1脚标识。附加标识可能包括日期代码/ 生产批号和/ 或生产地址。
1 0 . 3 载 体 封 装 方 式 元器件可能是以管子或卷带为载体的封装结构。为达到最佳操作条件或在大批量应
用时,推荐使用卷带载体。因为在布局和焊接时要求引线共面性,所以不推荐使用散装。EIA-481提供了
更为具体的卷带要求。
IPC-7351b-10-01-cn
图 10-1 SO J结构
65
IPC-7351B CN
2010 年 6 月
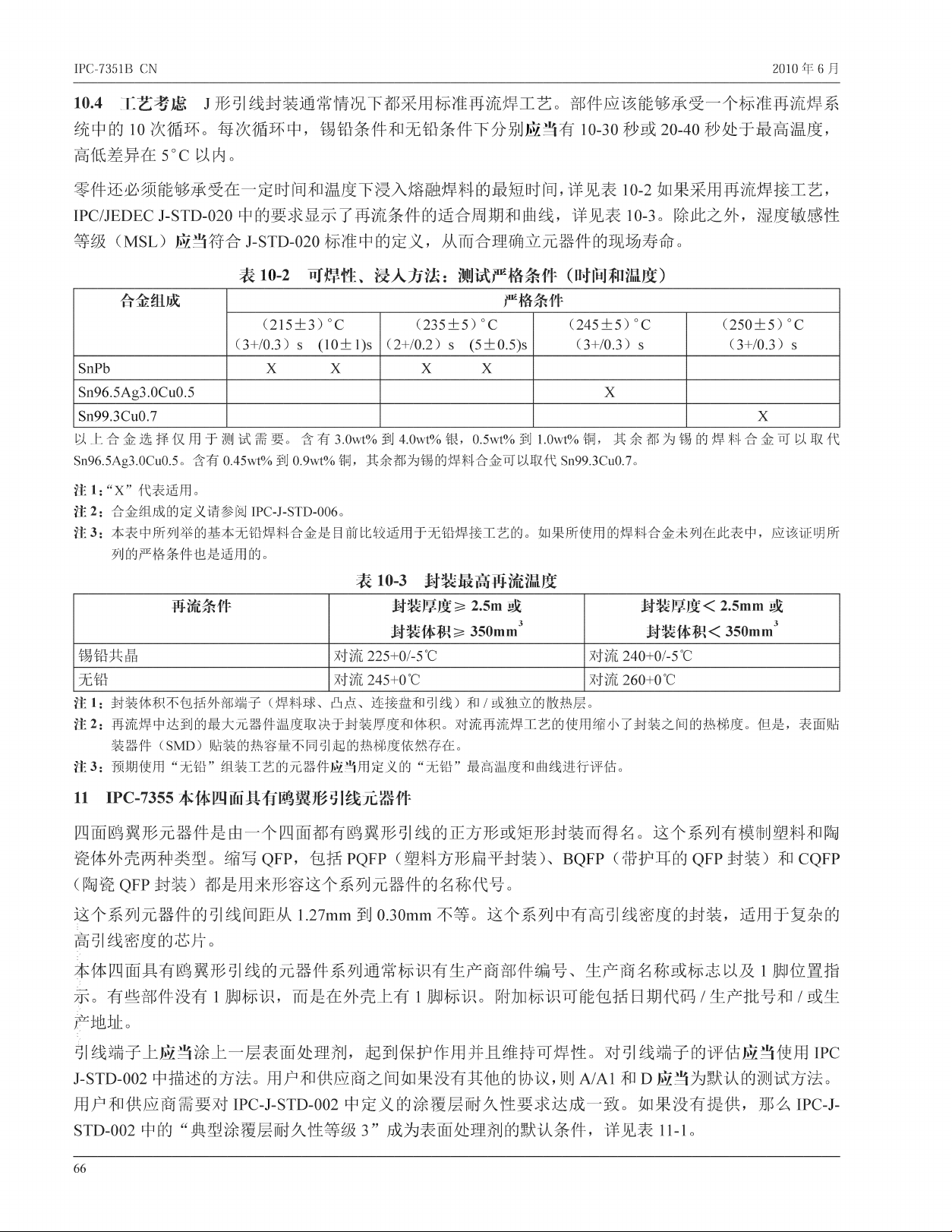
10.4 :-n 艺 考 虑 J 形引线封装通常情况下都釆用标准再流焊工艺。部件应该能够承受一个标准再流焊系
统 中 的 1.0次循环。每次循环中,锡铅条件和无铅条件下分别应当有1.0-30秒 或 20-40秒处于最高温度,
局低差异在5 ° C 以内。
零件还必须能够承受在一定时间和温度下浸入熔融焊料的最短时间,详 见 表 10-2如果釆用再流焊接工艺,
IPC/JEDEC J-STD-020中的要求显示了再流条件的适合周期和曲线,详 见 表 1.0-3。除此之外,湿度敏感性
等 级 (M S L ) 应当符合J-STD-020标准中的定义,从而合理确立元器件的现场寿命。
表 1 0 - 2 可焊性、浸入方法:测 试 严 格 条 件 (时间和温度)
合金组成
严格条件
(2 1 5 ± 3 ) °C (2 3 5 ± 5 ) °C (2 4 5 ± 5 ) °C (2 5 0 ± 5 ) °C
(3+/0.3) s (1.0± l)s (2+/0.2) s (5 ± d 5 )s (3 +/03 ) s (3 + /0 3) s
SnPb
.X .X X. X
Sn96.5Ag3„0Cu0.5 X
Sn99.3Cu.0J
X
以上合金选择仅用于测试需要。含有3.0w t% 到 4.0w t% 银,0.5w t% 到 1.0wt%铜,其余都为锡的焊料合金可以取代
Sn96.5Ag3.0Cu0.5o含 有 0.45w t%到 0.9w t% 铜 ,其余都为锡的焊料合金可以取代Sn99,3Cu0.7。
注 1 : “ X ” 代表适用。
注 2 : 合金组成的定义请参阅IPC-J-STD-006。
注 3 : 本表中所列举的基本无铅焊料合金是目前比较适用于无铅焊接工艺的。如果所使用的焊料合金未列在此表中,应该证明所
列的严格条件也是适用的。
表 1 0 - 3 封装最高再流温度
再流条件
封装厚度> 2 .5 m 或
封装体积> 350mm3
封装厚度< 2 3 匪醒或
封装体积< 350丽丽3
锡铅共晶
对流 225+0A5°C 对流 240+0/-5°C
无铅
对流 245+0 °0 对流 260+0 °0
注 1 : 封 装体积不包 括外部端 子(焊料球、凸点、连接盘和引线)和 / 或独立的散热层。
注 2 : 再流焊中达到的最大元器件温度取决于封装厚度和体积。对流再流焊工艺的使用缩小了封装之间的热梯度。但是 ,表面贴
装 器 件 (S M D )贴装的热容量不同引起的热梯度依然存在。
注 3 : 预 期 使 用 “ 无 铅” 组装工艺的元器件应当用定义的“ 无 铅” 最高温度和曲线进行评估。
11 IPC -7355本体四面具有鹃翼形引线元器件
四面_ 翼形元器件是由一个四面都有鸥翼形引线的正方形或矩形封装而得名。这个系列有模制塑料和陶
瓷体外壳两种类型。缩 写 Q F P , 包 括 PQFP ( 塑料方形扁平封装) 、 BQFP ( 带护耳的 Q F P 封 装 )和 CQFP
( 陶 瓷 Q F P 封装)都是用来形容这个系列元器件的名称代号。
这个系列元器件的引线间距从L27.m.m到 0,30m m不等。这个系列中有高引线密度的封装,适用于复杂的
高引线密度的芯片。
本体四面具有鸥翼形引线的元器件系列通常标识有生产商部件编号、生 产商名称或标志以及1 脚位置指
示 。有些部件 没 有1 脚标识,而是在外壳上有1 脚标识。附加标识可能包括日期代码/ 生产批号和/ 或生
产地址。
引线端子上应当涂上一层表面处理剂,起到保护作用并且维持可焊性。对引线端子的评估应当使用IPC
J-STD-002中描述的方法。用户和供应商之间如果没有其他的协议,则 A /A 1和 D 应当为默认的测试方法。
用户和供应商需要对IPC-J-STD-002中定义的涂覆层耐久性要求达成一致。如果没有提供,那 么 IPC-J-
STD -002中 的 “ 典型涂覆层耐久性等级3 ” 成为表面处理剂的默认条件,详 见 表 11-1。
66