IPC-7351B CN_edit.pdf - 第68页
I P C - 7 35 1 B CN 2 0 1 0 年 6 月 8 . 2 . 4 耐 焊 接 温 度 元 器 件 应 该 能 够 承 受 一 个 标 准 再 流 焊 系 统 中 的 5 次 循 环 。 每 次 循 环 中 , 锡 铅 条 件 和 无 铅 条 件 下 分 别 应 当 有 1 0 - 3 0 秒 或 2 0 - 4 0 秒 处 于 最 高 温 度 下 , 高 低 差 异 在 5 ° C 以 内 。 元 器 件 还 应 …

2010 年 6 月 IPC-7351BCN
8 . 1 . 2 标 识 等 于 或 大 于 2012[0805]的 电阻器 是 有 标识
的,小 于 2012 [0805]的电阻器通常是没有标识的。
8 . 1 . 3 载 体 封 装 方 式 为了实现最佳操作,散装杆、8.0mm
载 带 /4.0mm 节距是首选条件。带卷规范文件提供了一些
附加要求。
8 . 1 . 4 耐 焊 接 制 程 元器件应该能够在标准再流焊系统中承
受 5 次 循 环 。每次 循 环 中 ,锡铅条件和无铅条件下分别
应当有10-30秒或20-40秒处于再流焊峰值温度的5 °C 以内。
元 器 件 在 熔 融 焊 料 中 还 必 须 能 够 至 少 达 到 表 8 -2 给出的
浸入 时 间 和 浸 入 温 度 要 求 。如 果 釆 用 再 流 焊 制 程 ,IPC/
JEDEC J-STD-020中的要求给出了再流焊周期和再流焊温
度曲线等条件要求,详 见 表 8-3。
表 8 - 2 可焊性,浸入方法:测 试 严 苛 性 条 件 (时间和温度)
合金组成
严苛性条件
(21 5±3 ) °C
(3+/0.3) s (10± l)s
(235±5 ) °C
(2+/0.2) s (5±0.5)s
(2 4 5±5 ) °C
( 3+/0.3 ) s
(2 5 0±5 ) °C
( 3+/0.3 ) s
SnPb X
X X X
Sn96.5Ag3.0Cu0.5
X
Sn99.3Cu0.7
X
以上 合 金 组 成仅 用 于测 试 。含 有 3.0wt%到 4.0wt%银 ,0.5wt%到 1.0wt%铜 ,其 余 都 为 锡的 焊 料 合 金 可 以 取 代 Sn96.5Ag3.0Cu0.5。
含 有 0.45w t%到 0.9wt% 铜 ,其 余 都 为 锡 的 焊 料 合 金 可 以 取 代 Sn99.3Cu0.7。
注 1: “ X ” 代 表 适 用 。
注 2 : 合 金 组 成 的 定 义 ,参 见 IPC-J-STD-006。
注 3 : 本 表 中 所列 举 的 基本 无 铅 焊料 合 金 是 目 前 比 较 适用 于 无 铅 焊 接 制 程 的。如 果使 用 的 是 此 处 所列 以 外 的 焊 料 合 金 ,则应该验
证 给 定 的严 苛 性 条件 是 否 适用 。
表 8 - 3 封装再流焊峰值温度
再流焊条件
封装厚度> 2.5m m 或
封装体积> 350mm3
封装厚度< 2.5mm且
封装体积< 350mm3
锡铅共晶
对流 225+0/-5°C
对流 240+0/-5 °C
无铅
对流 245+0 °C
对流 260+0 °C
注 1 : 封 装 体 积 不 包 括 外 部 端 子 (焊 料 球 、 凸点 、连 接 盘 和 引 线 )和 / 或 独 立 的 散 热片 。
注 2 : 再 流焊 中 达 到的 元 器 件最 大 温 度 取 决 于 封 装厚 度 和 体 积 。对 流 再 流 焊 工艺 的 使 用 缩 小 了 封 装 之 间 的 热 梯 度 。但 是 ,表面贴
装 器 件 (S M D )贴 装的 热 容量 不 同 引起 的 热 梯度 依 然 存在 。
注 3 : 预 期 使 用 “ 无 铅 ” 组 装 制 程 的 元 器 件 应 当 用 定 义 的 “ 无 铅 ” 最 高 温 度 和 曲 线 进 行评 估 。
8 . 2 片 式 电 容 (C A P C ) 电容器有很多参数。本节只讨论最普遍的几个类别。
8 . 2 . 1 基 本 结 构 多层陶瓷电容器使用铝等基板材料用于混合电路和瓷化金属。在生产这些芯片时使用
的单片电路结构形成一个坚硬的陶瓷体,附带电极系统以及用于电路贴装的金属端子。这样的坚硬块状
物表面粗糙,能够承受生产工艺过程中的恶劣环境和处理方法(详 见 图 8-3)。一种贵重金属玻璃悬浮在
一种有机介质中后涂覆于芯片终端,形成电极端子。持续的干燥和烘烤会去除有机成分,并且影响陶瓷
电介质和端子中玻璃成分之间的键合。
8 . 2 . 2 标 识 陶瓷电容器通常是不作标识的。
8 . 2 . 3 载 体 封 装 方 式 散装杆,8.0mm载 带 /4.0m m 间距是达到最佳操作条件的首选格式。带卷规范文件
提供了一些附加要求。
55
IPC-7351B CN
2010 年 6 月
8 . 2 . 4 耐 焊 接 温 度 元 器 件 应 该 能 够 承 受 一 个 标 准 再 流 焊系 统 中 的 5 次循环。每次循环中,锡铅条件和
无铅条件下分别应当有10-30秒 或 20-40秒处于最高温度下,高低差异在5 ° C 以内。
元器件还应该能够在熔融焊料中达到最低的浸入时间,相应时间和温度见表8-2。如果用到再流焊工艺,
IPC/JEDEC J-STD-020中的要求显示了再流条件的适合周期和曲线,详见 表 8-3。
在组装工艺和最终应用中出现比较大的温度差异会造成热膨胀不匹配,所以在有机基板上贴装4564 [1825]
电容器时要特别注意。
1. 端子 8 . 尾边距
2. 电介质 9. 基材层
3. 电极 1 0 . 薄垫 片 (活 动 介 质 层 )
芯片长度 11. 侧边距
电 极印 刷1 2. 芯片厚度
电极印刷 13. 芯片宽度
覆 盖 层(顶 层 ) 1 4. 端子宽度
_ 8 - 3 片式电容结构
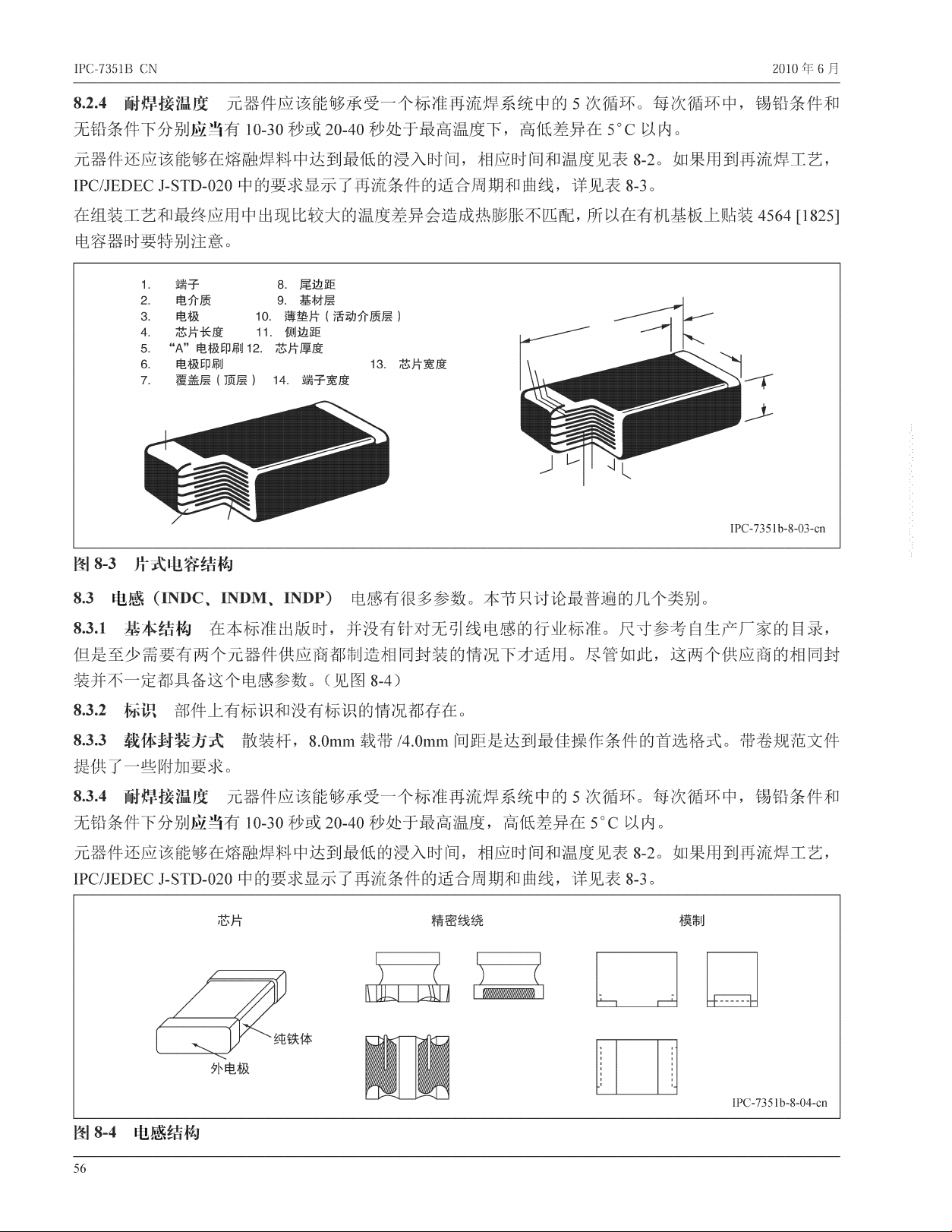
8 . 3 电 感 (IN DC、INDM , I N D P ) 电感有很多参数。本节只讨论最普遍的几个类别。
8 . 3 . 1 基 本 结 构 在 本 标 准 出 版 时 ,并没有针对无引线电感的行业标准。尺寸参考自生产厂家的目录,
但是至少需要有两个元器件供应商都制造相同封装的情况下才适用。尽管如此,这两个供应商的相同封
装并不一定都具备这个电感参数。(见 图 8-4)
8 . 3 . 2 标识部件上有标识和没有标识的情况都存在。
8 . 3 . 3 载 体 封 装 方 式 散 装 杆 ,8.0mm载 带 /4.0m m 间距是达到最佳操作条件的首选格式。带卷规范文件
提供了一些附加要求。
8 . 3 . 4 耐 焊 接 温 度 元 器 件 应 该 能 够 承 受 一 个 标 准 再 流 焊 系 统 中 的 5 次循环。每次循环中,锡铅条件和
无铅条件下分别应当有10-30秒 或 20-40秒处于最高温度,高低差异在5 ° C 以内。
元器件还应该能够在熔融焊料中达到最低的浸入时间,相应时间和温度见表8-2。如果用到再流焊工艺,
IPC/JEDEC J-STD-020中的要求显示了再流条件的适合周期和曲线,详见 表 8-3。
图 8 - 4 电感结构
56

2010 年 6 月 IPC-7351BCN
8.4 模 制 本 体 元 器 件 (CAPMP、 CAPM、DIOM、FUSM、 INDM、INDP、LEDM、R E S M ) 模制本
体元器件存在多种参数。本节只描述最普遍的几种类别。
8 . 4 . 1 基本 结 构 详 见 图 8-5。
8 . 4 .2 标 识 部件上有标识和没有标识的情况都存在。
8 . 4 . 3 载 体 封 装 方 式 散装 杆 ,8.0m m 载 带 /4.0m m 间距
是达到最佳操作条件的首选格式。带卷规范文件提供了一
些附加要求。
8 . 4 .4 耐 焊 接 温 度 元器件应该能够承受一个标准再流焊
系统中 的 5 次循环。每次循环中,锡铅条件和无铅条件下
分 别 应 当 有 10-30秒 或 20-40秒处于最高温度,高低差异
在 5 ° C 以内。
元器件还应该能够在熔融焊 料中达到最低的浸入 时间,
相 应 时 间 和 温 度 见 表 8-2。如 果 用 到 再 流 焊 工 艺 ,IPC/
JEDEC J-STD-020中的要求显示了再流条件的适合周期和
曲线,详 见 表 8-3。
8 . 5 金属电极面二极管(DIOMELF、R E SM E L F )电阻、陶瓷电容以及钽电容都可能被封装在这些管状
物中。
8 . 5 . 1 基本 结 构 详 见 图 8 -6和 8-7。
8 . 5 .2 标 识 部件上有标识和没有标识的情况都存在。
8 . 5 . 3 载 体 封 装 方 式 散装杆,8.0m m载 带 /4.0m m 间距是达到最佳操作条件的首选格式。带卷规范文件
提供了一些附加要求。
8 . 5 .4 耐 焊 接 温 度 元器件应该能够承受一个标准再流焊系统中的5 次循环。每次循环中,锡铅条件和
无铅条件下分别应当有10-30秒 或 20-40秒处于最高温度,高低差异在5 ° C 以内。
元器件还应该能够在熔融焊料中达到最低的浸入时间,相应时间和温度见表8-2。如果用到再流焊工艺,
IPC/JEDEC J-STD-020中的要求显示了再流条件的适合周期和曲线,详见 表 8-3。
IPC-7351b-8-05-cn
图 8 - 5 模制本体元器件结构
图 8 - 6 金属电极无引线面元器件结构
图 8 - 7 金属电极无引线面元器件的分解图
57