IPC-7351B CN_edit.pdf - 第69页
2 0 1 0 年 6 月 I P C - 7 3 5 1 B C N 8 . 4 模 制 本 体 元 器 件 ( C A P M P 、 C A P M 、 DIO M 、 F U SM 、 IN D M 、 IN DP 、 L ED M 、 R E S M ) 模 制 本 体 元 器 件 存 在 多 种 参 数 。 本 节 只 描 述 最 普 遍 的 几 种 类 别 。 8 . 4 . 1 基 本 结 构 详 见 图 8 - 5 。…
IPC-7351B CN
2010 年 6 月
8 . 2 . 4 耐 焊 接 温 度 元 器 件 应 该 能 够 承 受 一 个 标 准 再 流 焊系 统 中 的 5 次循环。每次循环中,锡铅条件和
无铅条件下分别应当有10-30秒 或 20-40秒处于最高温度下,高低差异在5 ° C 以内。
元器件还应该能够在熔融焊料中达到最低的浸入时间,相应时间和温度见表8-2。如果用到再流焊工艺,
IPC/JEDEC J-STD-020中的要求显示了再流条件的适合周期和曲线,详见 表 8-3。
在组装工艺和最终应用中出现比较大的温度差异会造成热膨胀不匹配,所以在有机基板上贴装4564 [1825]
电容器时要特别注意。
1. 端子 8 . 尾边距
2. 电介质 9. 基材层
3. 电极 1 0 . 薄垫 片 (活 动 介 质 层 )
芯片长度 11. 侧边距
电 极印 刷1 2. 芯片厚度
电极印刷 13. 芯片宽度
覆 盖 层(顶 层 ) 1 4. 端子宽度
_ 8 - 3 片式电容结构
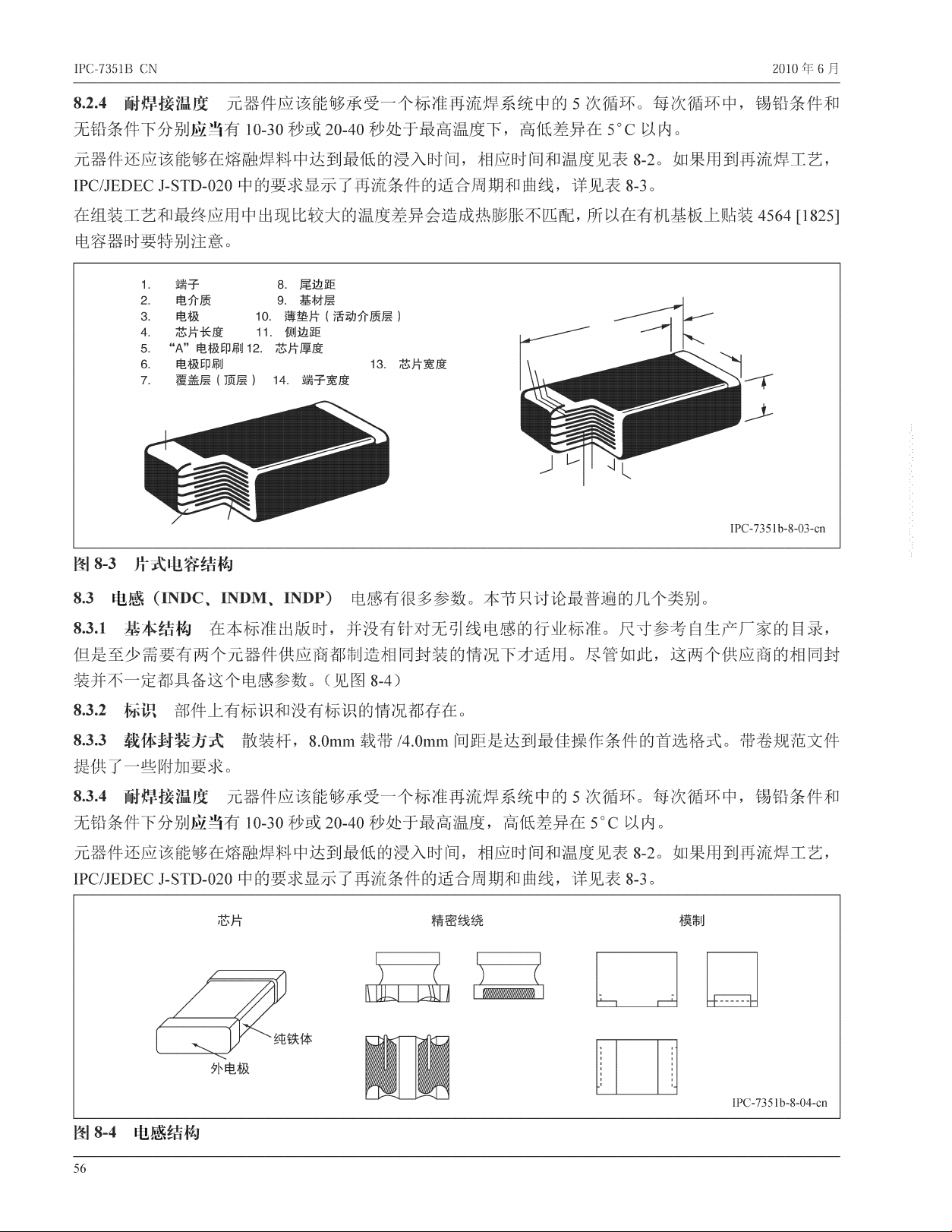
8 . 3 电 感 (IN DC、INDM , I N D P ) 电感有很多参数。本节只讨论最普遍的几个类别。
8 . 3 . 1 基 本 结 构 在 本 标 准 出 版 时 ,并没有针对无引线电感的行业标准。尺寸参考自生产厂家的目录,
但是至少需要有两个元器件供应商都制造相同封装的情况下才适用。尽管如此,这两个供应商的相同封
装并不一定都具备这个电感参数。(见 图 8-4)
8 . 3 . 2 标识部件上有标识和没有标识的情况都存在。
8 . 3 . 3 载 体 封 装 方 式 散 装 杆 ,8.0mm载 带 /4.0m m 间距是达到最佳操作条件的首选格式。带卷规范文件
提供了一些附加要求。
8 . 3 . 4 耐 焊 接 温 度 元 器 件 应 该 能 够 承 受 一 个 标 准 再 流 焊 系 统 中 的 5 次循环。每次循环中,锡铅条件和
无铅条件下分别应当有10-30秒 或 20-40秒处于最高温度,高低差异在5 ° C 以内。
元器件还应该能够在熔融焊料中达到最低的浸入时间,相应时间和温度见表8-2。如果用到再流焊工艺,
IPC/JEDEC J-STD-020中的要求显示了再流条件的适合周期和曲线,详见 表 8-3。
图 8 - 4 电感结构
56

2010 年 6 月 IPC-7351BCN
8.4 模 制 本 体 元 器 件 (CAPMP、 CAPM、DIOM、FUSM、 INDM、INDP、LEDM、R E S M ) 模制本
体元器件存在多种参数。本节只描述最普遍的几种类别。
8 . 4 . 1 基本 结 构 详 见 图 8-5。
8 . 4 .2 标 识 部件上有标识和没有标识的情况都存在。
8 . 4 . 3 载 体 封 装 方 式 散装 杆 ,8.0m m 载 带 /4.0m m 间距
是达到最佳操作条件的首选格式。带卷规范文件提供了一
些附加要求。
8 . 4 .4 耐 焊 接 温 度 元器件应该能够承受一个标准再流焊
系统中 的 5 次循环。每次循环中,锡铅条件和无铅条件下
分 别 应 当 有 10-30秒 或 20-40秒处于最高温度,高低差异
在 5 ° C 以内。
元器件还应该能够在熔融焊 料中达到最低的浸入 时间,
相 应 时 间 和 温 度 见 表 8-2。如 果 用 到 再 流 焊 工 艺 ,IPC/
JEDEC J-STD-020中的要求显示了再流条件的适合周期和
曲线,详 见 表 8-3。
8 . 5 金属电极面二极管(DIOMELF、R E SM E L F )电阻、陶瓷电容以及钽电容都可能被封装在这些管状
物中。
8 . 5 . 1 基本 结 构 详 见 图 8 -6和 8-7。
8 . 5 .2 标 识 部件上有标识和没有标识的情况都存在。
8 . 5 . 3 载 体 封 装 方 式 散装杆,8.0m m载 带 /4.0m m 间距是达到最佳操作条件的首选格式。带卷规范文件
提供了一些附加要求。
8 . 5 .4 耐 焊 接 温 度 元器件应该能够承受一个标准再流焊系统中的5 次循环。每次循环中,锡铅条件和
无铅条件下分别应当有10-30秒 或 20-40秒处于最高温度,高低差异在5 ° C 以内。
元器件还应该能够在熔融焊料中达到最低的浸入时间,相应时间和温度见表8-2。如果用到再流焊工艺,
IPC/JEDEC J-STD-020中的要求显示了再流条件的适合周期和曲线,详见 表 8-3。
IPC-7351b-8-05-cn
图 8 - 5 模制本体元器件结构
图 8 - 6 金属电极无引线面元器件结构
图 8 - 7 金属电极无引线面元器件的分解图
57

IPC-7351B CN
2010年 6 月
8.6 SOT23 S O T 元件属于第一批表面贴装的
封装有源元器件。表面贴装本体上有三个引线
端子伸出的塑封元器件,可克服在处理插装三
极管过程中遇到的一些问题和困难。总体来说,
SOT封装多用于二极管、晶体管和小型I/O 器件。
SOT23封装是最常见的三引线表面贴装结构。
8 . 6 . 1 基 本 结 构 为符合混合电路板和印制电
路板表面贴 装 行 业 的 要 求 ,SOT23封装进行了
多次的再设计。这些改动最终形成了低、 中、
高三个外形特征,基本上反映了元件本体和贴
装表面之间的间隙。结构特征详见图8-8。
8 . 6 . 2 标 识 部件上有标识和没有标识的情况
都存在。
8 . 6 . 3 载 体 封 装 方 式 载体封装方式应当按照以下参数:本体类型TO-236,8.0m m 载 带 /4.0m m 间距。
8 . 6 . 4 耐 焊 接 温 度 元器件应该能够承受一个标准再流焊系统中的5 次循环。每次循环中,锡铅条件和
无铅条件下分别应当有10-30秒 或 20-40秒处于最高温度,高低差异在5 ° C 以内。
元器件还应该能够在熔融焊料中达到最低的浸入时间,相应时间和温度见表8-2。如果用到再流焊工艺,
IPC/JEDEC J-STD-020中的要求显示了再流条件的适合周期和曲线,详 见 表 8-3。
8.7 S O T 8 9 这些部件适用于高功率晶体管和二极管。对支撑结构的热传递很重要的地方要使用到这些
部件。IPC-7352 SOT89元器件外形摘自JE D EC出版物9 5 中的外形TO-243的 “ C ” 类型。
8 . 7 . 1 基本 结 构 详 见 图 8-9。SOT89封装尺寸是为满足混合电路和印制电路表面贴装行业的要求而设计
的。为了提供一个正确的热传递路径,元器件本体和封装及互连结构之间没有任何间隙。这个设计也可
以适应再流焊或波峰焊工艺。
8 . 7 . 2 标 识 部件上有标识和没有标识的情况
都存在。
8 . 7 . 3 载 体 封 装 方 式 载体封装方式应当按照以下
参数:本体类型TO-243,12.0mm载带/8.0mm间距。
8 . 7 . 4 耐 焊 接 温 度 元器件应该能够承受一个
标 准 再 流 焊 系 统 中 的 5 次循环。每次循环中 ,
锡 铅 条 件 和 无 铅 条 件 下 分 别 应 当 有 10-30秒或
20-40秒处于最高温度,高低差异在5 ° C 以内。
元器件还应该能够在熔融焊料中达到最低的浸入时间,相应时间和温度见表8-2。如果用到再流焊工艺,
IPC/JEDEC J-STD-020中的要求显示了再流条件的适合周期和曲线,详见 表 8-3。
8.8 SOD123 IPC-7352 SOD123元器件外形摘自JE D E C 出版物9 5 中的外形DO-214 “ B ” 类型。
8 . 8 . 1 基本 结 构 小型二极管有两种结构形式。一种 是 翼 形 引 线 (S O D 1 2 3 )结构,如 图 8-10所示。另一
种是有端子的模制结 构(DIOSMB)。
8 . 8 . 2 标 识 部件上有标识和没有标识的情况都存在。
IPC-7351b-8-09-cn
图 8-9 SO T89结构
IPC-7351b-8-08-cn
图 8-8 SO T23结构
58