IPC-7351B CN_edit.pdf - 第66页
I P C - 7 35 1 B CN 2 0 1 0 年 6 月 8 I P C - 7 3 5 2 分 立 元 器 件 分 立 元 器 件 的 卷 带 宽 度 通 常 有 两 种 : 8 m m 和 12 mm (见图 8 - 1 ) 。 E I A - 4 8 1 是 关 于 卷 带 的 技 术 规 范 。关 于 元 器 件 的 包 装 规 格 , 可 咨 询 制 造 商 。 应 当 以 防 止 静 电 损 坏 的 方 式 供 给…

2010 年 6 月 IPC-7351BCN
使用氮气可以在循环气体与元器件端子之间更好地热耦合。除了改善润湿外,使用氮气扩大了双面再流
焊接的工艺窗口,较低的活性焊膏助焊剂也可以使用。
7 . 4 . 5 激 光 再 流 焊 接 激光焊接是对其他焊接工艺的补充,并不可替代它们。正如在线再流焊接一样,
它非常适合于自动化。它比手工焊接快,但不如波峰、气相、IR 焊接或热风对流。通过激光焊接时,在
焊接过程中可能会损伤热敏元器件。工艺问题包括热损伤周围区域的元件和焊料球。
7 . 4 . 6 传 导 再 流 焊 接 传导再流通过印制板下热传递进行焊接。该工艺有益于高质量的元器件、温度敏
感元器件和金属背板型组件。与其他焊接工艺相比,通过将热扩散到印制板基板实现缓慢地加热和冷却
斜坡时间,可减少热冲击,抵抗快速冷却问题如墓碑现象。尽管有在线传导再流焊炉,但最常用的传导
再流 焊是 用 于“ 热板” 返工系统。
更多有关再流焊的详情,参 见 IPC-7530。
7 . 5 清 洗 助焊剂要求用溶剂进行清洗。合成或松香基助焊剂通常有几种:合 成 活 性 (SA)、合成中性
活 性 (SMA)、松 香 活 性 (R A ) 或松 香 中 性 活 性 (RMA)。稳定的卤化碳水化合物/ 乙醇共沸混合物是去
除合成和松香基助焊剂残留物的最佳溶剂。
7 . 6 维修/ 返 工 表面贴装组件的维修/ 返工要求在设计和实际操作中要特别小心。因为连接盘的形状较小,
施加到板上的热量也应该尽量减少。耐温镊子通常用于拆除表面贴装元器件。各种类型的热风/ 气体 及 IR
系统也可用于拆除表面贴装元器件。当釆用热风/ 气体设备时,最主要的问题之一是防止损伤相邻的元器
件 。参 见 IPC-7711/21。成功的返工有四项基本要求:良好的印制板设计布局、选择适当的返工设备或工具、
足够的人工技能和适当的培训。
成功地拆除大的多引脚集成电路封装会用到热风工具或加热电极工具。返工元器件周围必需有足够的间
隙。在元器件的整个周围应该有如本标准3.1.5.4规 定 为 “ 封装制造区域” 的间隙。
7 . 6 . 1 散 热 影 响 如果印制板内有大接地层或散热片,他们就会从被返工的元器件上带走热量。那么,
也许要求更长周期的额外的加热,反过来会导致损伤元器件或印制板。事实上焊点可能达不到再流温度,
但不能保证元器件或板子没有被过度加热。散热片的影响是设计问题,必须在印制板的布局阶段处理。
只要有可能,任何不可返工的元器件端子,包括有引线的通孔类型,都应该通过长度较短的导线与接地
层或集成散热片热隔离。
7 . 6 . 2 印 制 板 材 料 为了确保在返工期间印制板的损伤最小,基材层压板应该是质量好的树脂和由高铜
剥离强度材料制成的增强型层压板。内部层压板容易导致返工期间连接盘剥离。这可能导致整个组件的
报废或铜箔损伤区域的昂贵返修。对于热容量高的板子,如中间芯板有大面积接地铺铜的板子,为了避
免釆用有高热输入速率的工具,使用热板提供背板加热是必需的。
7 . 6 . 3 连 接 盘 和 导 线 布 局 印制板上的空间狭小或单个导体必须保持很短时,设计工程师常常会在元器
件相邻连接盘之间布设一根导线。这时,导体应该被阻焊膜覆盖,以尽可能减少返工操作焊料迀移风险。
在 1.0mm及更小间距的连接盘之间布设导线增加了在返工操作期间损伤导线的风险。更多的涉及表面贴
装组件工艺有关的开发、规划和故障排除的详情,参 考 IPC-S-816。
53
IPC-7351B CN
2010 年 6 月
8 IP C -7352分立元器件
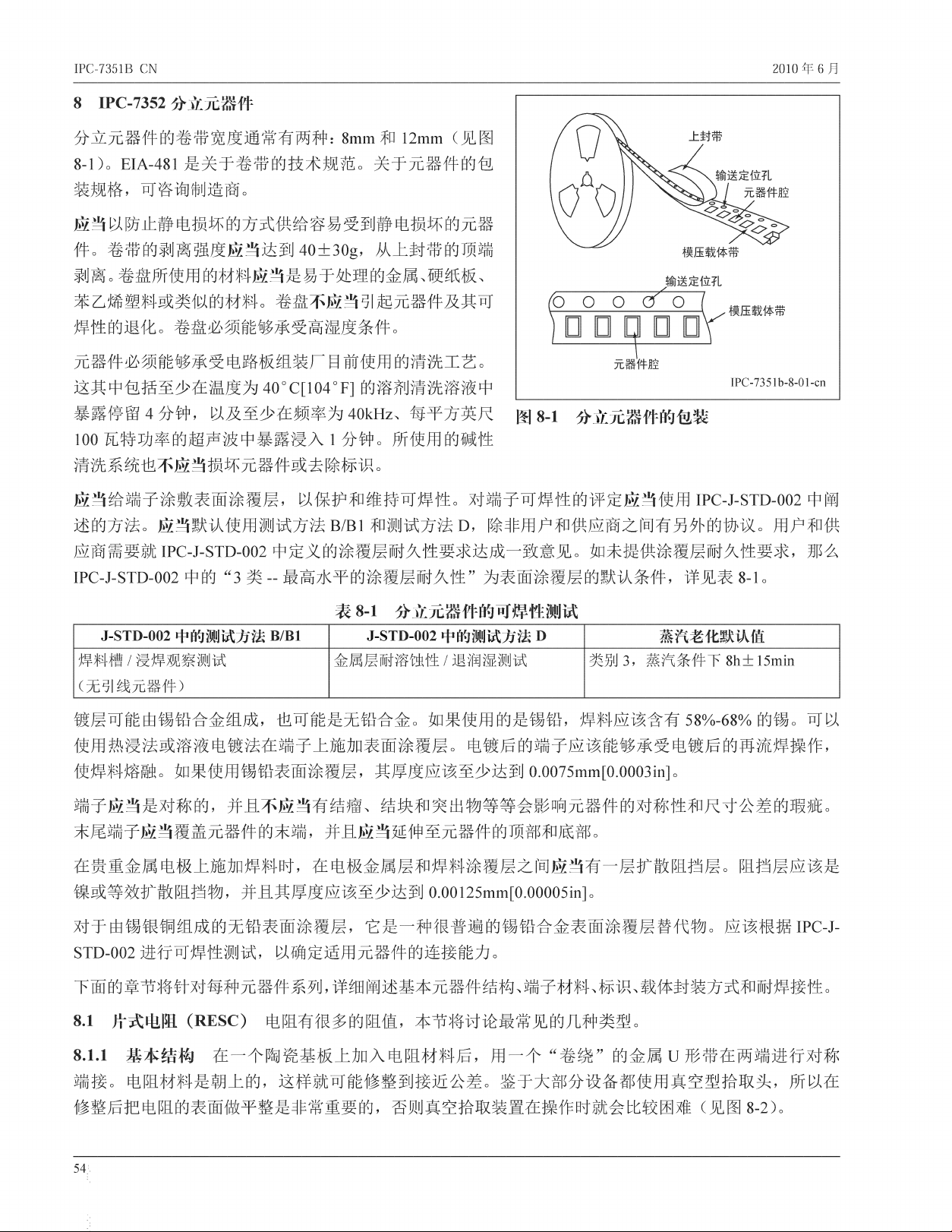
分立元器件的卷带宽度通常有两种:8m m 和 12mm (见图
8-1 )。EIA-481是关于卷带的技术规范。关于元器件的包
装规格,可咨询制造商。
应当以防止静电损坏的方式供给容易受到静电损坏的元器
件 。卷带的剥离强度应当达到4 0 ± 3 0 g , 从上封带的顶端
剥离。卷盘所使用的材料 易于处理的金属、硬纸板、
苯乙烯塑料或类似的材料。 不应当引起元器件及其可
焊性的退化。卷盘必须能够承受高湿度条件。
元器件必须能够承受电路板组装厂目前使用的清洗工艺。
这其中包括至少在温度为40°C[104°F] 的溶剂清洗溶液中
暴露 停留4 分钟,以及至少在频率为40kHz、每平方英尺
100 瓦特功率的超声波中暴露浸入1 分 钟 。所使用的碱性
清洗系统也不应当损坏元器件或去除标识。
应当给端子涂敷表面涂覆层,以保护和维持可焊性。对端子可焊性的评定应当使用IPC-J-STD-002中阐
述的方法。应当默认使用测试方法_:6/:6 1 和测试方法D ,除非用户和供应商之间有另外的协议。用户和供
应商需要就IPC-J-STD-002中定义的涂覆层耐久性要求达成一致意见。如未提供涂覆层耐久性要求,那么
IPC-J-STD-002中 的 “ 3 类 - - 最高水平的涂覆层耐久性” 为表面涂覆层的默认条件,详 见 表 8-1。
表 8 - 1 分立元器件的可焊性测试
J-S TD -002中的测试方法B/B1 J-S TD -002中的测试方法D
蒸汽老化默认值
焊 料 槽 /浸焊观察测试
( 无引线元器件)
金属层耐溶蚀性/退润湿测试
类 别 3 ,蒸汽条件 下8h±15m in
镀层可能由锡铅合金组成,也可能是无铅合金。如果使用的是锡铅,焊料应该含有 58% -68%的锡。可以
使用热浸法或溶液电镀法在端子上施加表面涂覆层。电镀后的端子应该能够承受电镀后的再流焊操作,
使焊料熔融。如果使用锡铅表面涂覆层,其厚度应该至少达到0s0075mm[a0003in]。
端子应当是对称的,并且不应当有结瘤、结块和突出物等等会影响元器件的对称性和尺寸公差的瑕疵。
末尾端子应当覆盖元器件的末端,并且应当延伸至元器件的顶部和底部。
在贵重金属电极上施加焊料时,在电极金属层和焊料涂覆层之间应当有一层扩散阻挡层。阻挡层应该是
镍或等效扩散阻挡物,并且其厚度应该至少达到0.001.25m.m[0.00005iii]。
对于由锡银铜组成的无铅表面涂覆层,它是一种很普遍的锡铅合金表面涂覆层替代物。应该 根据 IPC-J-
STD-002进行可焊性测试,以确定适用元器件的连接能力。
下面的章节将针对每种元器件系列,详细阐述基本元器件结构、端子材料、标识、载体封装方式和耐焊接性。
8 . 1 片 式 电 阻 (H E S C ) 电阻有很多的阻值,本节将讨论最常见的几种类型。
8 . 1 . 1 基 本 结 构 在 一 个 陶 瓷 基 板 上 加 入 电 阻 材 料 后 ,用 一 个 “ 卷 绕 ” 的 金 属 U 形带在两端进行对称
端 接 。 电阻材料是朝上的,这样就可能修整到接近公差。鉴于大部分设备都使用真空型拾取头,所以在
修整后把电阻的表面做平整是非常重要的,否则真空拾取装置在操作时就会比较困难(见 图 8-2)。
園 8 - 1 分立元器件的包装

2010 年 6 月 IPC-7351BCN
8 . 1 . 2 标 识 等 于 或 大 于 2012[0805]的 电阻器 是 有 标识
的,小 于 2012 [0805]的电阻器通常是没有标识的。
8 . 1 . 3 载 体 封 装 方 式 为了实现最佳操作,散装杆、8.0mm
载 带 /4.0mm 节距是首选条件。带卷规范文件提供了一些
附加要求。
8 . 1 . 4 耐 焊 接 制 程 元器件应该能够在标准再流焊系统中承
受 5 次 循 环 。每次 循 环 中 ,锡铅条件和无铅条件下分别
应当有10-30秒或20-40秒处于再流焊峰值温度的5 °C 以内。
元 器 件 在 熔 融 焊 料 中 还 必 须 能 够 至 少 达 到 表 8 -2 给出的
浸入 时 间 和 浸 入 温 度 要 求 。如 果 釆 用 再 流 焊 制 程 ,IPC/
JEDEC J-STD-020中的要求给出了再流焊周期和再流焊温
度曲线等条件要求,详 见 表 8-3。
表 8 - 2 可焊性,浸入方法:测 试 严 苛 性 条 件 (时间和温度)
合金组成
严苛性条件
(21 5±3 ) °C
(3+/0.3) s (10± l)s
(235±5 ) °C
(2+/0.2) s (5±0.5)s
(2 4 5±5 ) °C
( 3+/0.3 ) s
(2 5 0±5 ) °C
( 3+/0.3 ) s
SnPb X
X X X
Sn96.5Ag3.0Cu0.5
X
Sn99.3Cu0.7
X
以上 合 金 组 成仅 用 于测 试 。含 有 3.0wt%到 4.0wt%银 ,0.5wt%到 1.0wt%铜 ,其 余 都 为 锡的 焊 料 合 金 可 以 取 代 Sn96.5Ag3.0Cu0.5。
含 有 0.45w t%到 0.9wt% 铜 ,其 余 都 为 锡 的 焊 料 合 金 可 以 取 代 Sn99.3Cu0.7。
注 1: “ X ” 代 表 适 用 。
注 2 : 合 金 组 成 的 定 义 ,参 见 IPC-J-STD-006。
注 3 : 本 表 中 所列 举 的 基本 无 铅 焊料 合 金 是 目 前 比 较 适用 于 无 铅 焊 接 制 程 的。如 果使 用 的 是 此 处 所列 以 外 的 焊 料 合 金 ,则应该验
证 给 定 的严 苛 性 条件 是 否 适用 。
表 8 - 3 封装再流焊峰值温度
再流焊条件
封装厚度> 2.5m m 或
封装体积> 350mm3
封装厚度< 2.5mm且
封装体积< 350mm3
锡铅共晶
对流 225+0/-5°C
对流 240+0/-5 °C
无铅
对流 245+0 °C
对流 260+0 °C
注 1 : 封 装 体 积 不 包 括 外 部 端 子 (焊 料 球 、 凸点 、连 接 盘 和 引 线 )和 / 或 独 立 的 散 热片 。
注 2 : 再 流焊 中 达 到的 元 器 件最 大 温 度 取 决 于 封 装厚 度 和 体 积 。对 流 再 流 焊 工艺 的 使 用 缩 小 了 封 装 之 间 的 热 梯 度 。但 是 ,表面贴
装 器 件 (S M D )贴 装的 热 容量 不 同 引起 的 热 梯度 依 然 存在 。
注 3 : 预 期 使 用 “ 无 铅 ” 组 装 制 程 的 元 器 件 应 当 用 定 义 的 “ 无 铅 ” 最 高 温 度 和 曲 线 进 行评 估 。
8 . 2 片 式 电 容 (C A P C ) 电容器有很多参数。本节只讨论最普遍的几个类别。
8 . 2 . 1 基 本 结 构 多层陶瓷电容器使用铝等基板材料用于混合电路和瓷化金属。在生产这些芯片时使用
的单片电路结构形成一个坚硬的陶瓷体,附带电极系统以及用于电路贴装的金属端子。这样的坚硬块状
物表面粗糙,能够承受生产工艺过程中的恶劣环境和处理方法(详 见 图 8-3)。一种贵重金属玻璃悬浮在
一种有机介质中后涂覆于芯片终端,形成电极端子。持续的干燥和烘烤会去除有机成分,并且影响陶瓷
电介质和端子中玻璃成分之间的键合。
8 . 2 . 2 标 识 陶瓷电容器通常是不作标识的。
8 . 2 . 3 载 体 封 装 方 式 散装杆,8.0mm载 带 /4.0m m 间距是达到最佳操作条件的首选格式。带卷规范文件
提供了一些附加要求。
55