yamaha贴片机培训教材,yamaha贴片机编程培训,yamaha培训中心教材[1].pdf - 第32页
Pick V acuum (%) :机器吸取材料时当真空增大到设定的值后,才认为材料已经吸取到,然后吸嘴才从材料 表面抬起,该值大小会直接影响到材料的吸取速度 .X% 表示的设定值为: V acuum = Low Level +( Height Level - Low Level) * X%. Pick S tart :有 Normal 和 Bottom 两个选项 . “ Norm al ”表示 Head 在下降到材料表面以前提前开始产…
Operation training course for YG Series Issue: 1 7
Cut Outer Noise、Cut Inner Noise:识别 Mark 时可以通过这两个参数设定来过滤掉 Mark 内部和外部影响正
常识别的干扰噪点.
Sequence:有 Quick、Normal、Fine 三种模式,分别表示不同的运算精度.
3.7 Parts 数据的输入和调试
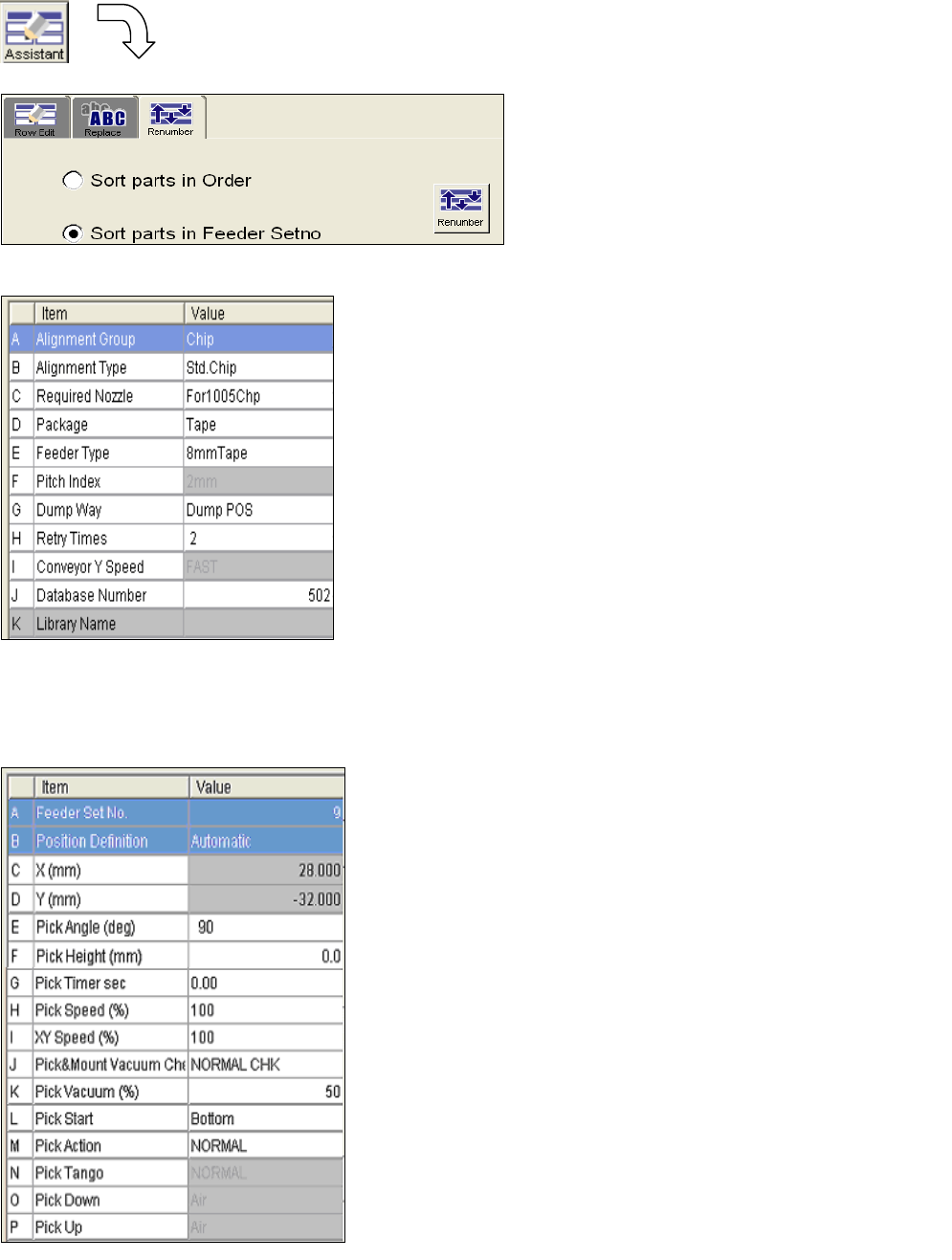
单击 Assistant 如图画面:
Basic 参数
表示抛到原来的吸取位置,只有托盘料才可以选择 Sp. Dump Back.
Retry Time:表示当某一材料不良抛掉时允许连续抛料的次数,No Retry 表示不允许自动重复抛料,只要有
一个材料不良机器就报警.
Pick 参数
Row Edit、Replace 可参照前面讲述学习.
Renumber:选择 Sort Parts In Order 后单击右
下方的“Renumber”按钮 Parts 数据会按
逐行顺序自动排列,中间不会有空行.
选择“Sort Parts In Feeder Setno” 后单击右
下方的“Renumber”按钮 Parts 数据会按
Feeder 安装的顺序自动排列,没有安装
Feeder 的站位对应的行会留空.
Alignment Group:机器将材料粗分为“Chip、Ball、IC、Special….”
等若干大的组别,根据不同的材料选择其归属的组别.
Alignment Type:机器在将材料粗分为上述几个组别后,对于每一
组别的元件又根据不同的外形细分为若干个小的类别,同样根据
不同的材料选择其归属的类别.
Required Nozzle:用于吸取和贴装选择该材料的吸嘴类型.
Package:定义该材料的包装类型,Tape 表示带装料,Tray 表示托
盘包装材料,Stick 表示管装材料.
Feeder Type:设定适合安装该材料的 Feeder 类型,根据具体的宽
度和 Pitch 值选定.
Dump Way:选择不良材料被抛掉时的抛弃位置,Dump Pos.表示散
料盒,Station 表示抛弃 IC 用的皮带是抛料带,SP. Dump Back
Feeder Set No.:设定该材料安装到机器上的站位
Position Definition:设定材料吸取位置,Autoexec 表示自动默认
位置,Teaching 表示从机器机械原点开始计算的绝对坐标位
置,Relative 表示从设定的站位开始计算的相对坐标.
X、Y:当上一参数设为 Teaching 或者 Relative 时该 X、Y 才有
效,表示具体的吸料位置.
Pick Angle:设定吸嘴吸取材料时旋转的角度,当材料长轴方向
与吸嘴长轴方向不同时,适当设定该参数将有利于材料吸取.
Pick Height:设定吸嘴吸取材料时的高度补偿,正值表示向下压,
负值表示向上提高.
XY Speed:机器 Head 沿 XY 方向移动的速度,分为 10 个级别.
Pick&Mount Vacuum Check:通过真空大小检测来控制材料吸
取和贴装的状态.
“Normal ChecK”表示在对材料吸取和贴装时通过真空大小来
控制 HEAD 动作;“Special Check”表示除了上述功能以外,机
器还通过真空大小检测来判断材料是否被机器正确吸附,如果
真空过小,则认为没有正确吸附,会做抛料动作.
Pick Vacuum(%):机器吸取材料时当真空增大到设定的值后,才认为材料已经吸取到,然后吸嘴才从材料
表面抬起,该值大小会直接影响到材料的吸取速度.X%表示的设定值为:Vacuum=Low Level+(Height
Level-Low Level)*X%.
Pick Start:有 Normal 和 Bottom 两个选项.“Normal”表示 Head 在下降到材料表面以前提前开始产生真空
“Bottom”表示 Head 下降到材料表面以后机器才开始产生真空吸取材料,“Bottom”有助于减少某些材料
吸取时侧翻的现象.通常设为“Normal”.
Pick Action:吸取动作模式可设定为“Normal”、“QFP”、“FINE”、“Details”等.几种模式的区别如下.
Normal:是普通模式,相同条件下该模式的运行速度最快,具体动作顺序为:“识别 PCB 上的 Mark——
吸取材料——识别材料——旋转贴装角度(——识别 Point Fid.或者 Local Fid.)——贴装”.
QFP:该模式比较“Normal”模式速度明显较慢,这种模式下贴装材料时 Head 不会直接下降到贴装高度
而是 Head 下降后材料还会离 PCB 有一定的距离(一般设为 4mm),然后再由 Z 轴马达动作向下贴装,这
样贴装会较“Normal”模式的精度更高,另外“QFP”模式下机器 Head 不是一次性直接移动到要贴装
坐标再向下贴装,而是先高速移动到贴装坐标附近后减速移动到贴装位置,然后再贴装.动作顺序与上
述 Normal”模式相同.
Fine:此贴装模式下机器试用“Single Camera”识别材料,当机器没有配置“Single Camera”时不能选用
该设定.动作顺序为:“识别 PCB 上的 Mark——吸取材料——旋转贴装角度(——识别 Point Fid.或
者 Local Fid.)——识别材料——贴装” 即所有贴装前的准备工作完成后才识别并贴装,从而减少了识
别以后产生的误差,保证了贴装精度,该模式在所有动作模式中精度最高,速度最慢.
Details:即为细化模式,机器可以将 Head 吸取动作细分为“Head 下降、Head 提升”等小的阶段,而且每
个阶段的动作方式可以分别设定.在这种模式下接下来的“Pick Tango”、“Pick Down”以及“Pick Up”
等参数才有效,常用于材料太小吸取不良较多时.
Pick Tango:有“Normal”、“INTOL”“Tango R”“Tango XYR”几个选项,X、Y、R 等轴的停止方式.
Normal:正常方式没有明显 Tango 动作.
INTOL:公差等待模式,机器通过调整 Z 轴与 X、Y、等轴的动作顺序达到精确贴装的目的,常用于贴装
较小型的元件.
Tango R:选择此种模式当 R 轴需要旋转某一规定的角度时,R 轴马达不是一次型旋转到位,而是先快速
旋转到接近目标值后,再减速旋转到目标值.
Tango XYR:此时 R 轴和 XY 轴均不会一次性运动到目标位置,而是先快速旋转到接近目标值后,再减速
运动到目标值.
Pick Down:规定吸取材料时 Head 下降的动作,可以选择“Air”、“Fast Air+Servo”、“Slow Air+Servo”等
不同的模式.
Pick Up:规定吸取材料时 Head 上升的动作,可以选择“Air”、“Fast Air+Servo”、“Slow Air+Servo”等
不同的模式.
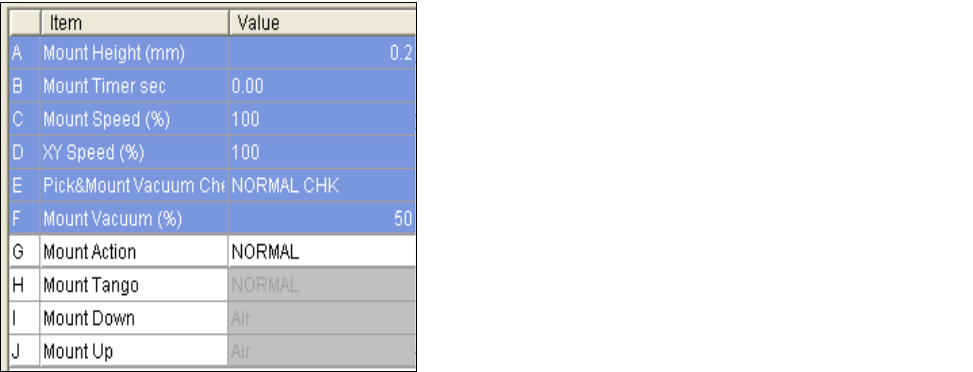
Mount 参数
Mount Height:贴装材料时 Head 高度的补偿值,正数表
示默认贴装高度开始向下压低的高度,负数表示从默认
贴装高度开始向上提高的高度.
Mount Timer:材料贴装到 PCB 上后吸嘴抬起前的延时.
适当设定延时有利于材料贴装的稳定性.
Mount Speed:吸嘴贴装材料的速读,共有 10%~100%
10个不同的速度等级.
XY SPEED、Pick&Mount Vacuum Check:其意义和上
述 Pick 参数中讲述的相同,这里不再赘述.
Mount Vacuum:机器贴装材料时当真空减小到设定的值
后,才认为材料已经贴好,然后吸嘴才从材料表面抬起.
Operation training course for YG Series Issue: 1 8
Operation training course for YG Series Issue: 1 9
Mount Action、Mount Tango、Mount Down、Mount UP:这一组参数与前述 Pick 参数中相对应的参数意义
相似,只是这里规定的是贴装时的各种动作模式,可以参照学习.
Vision 参数
件时,对于某一个像素如果灰阶小于该值就以黑色处理计算,反之大于该设定值则判断为白色,这样将亮
度不同的地方用二进制的方法描述出来如下左图.
的规定,如设为 180 度,则变为“上南、下北、左东、右西”.
Comp. Intensity:规定元件的最小亮度,如设为 30,当某个元件识别时平均亮度小于 30 则机器会以不良材料
处理将其抛掉,适当设定该参数会一定程度上避免产品“漏件”.
Multi MACS:机器用来进一步补偿 Ball Screw 加工误差的装置,分别安装在机器 Head 的左右两边.
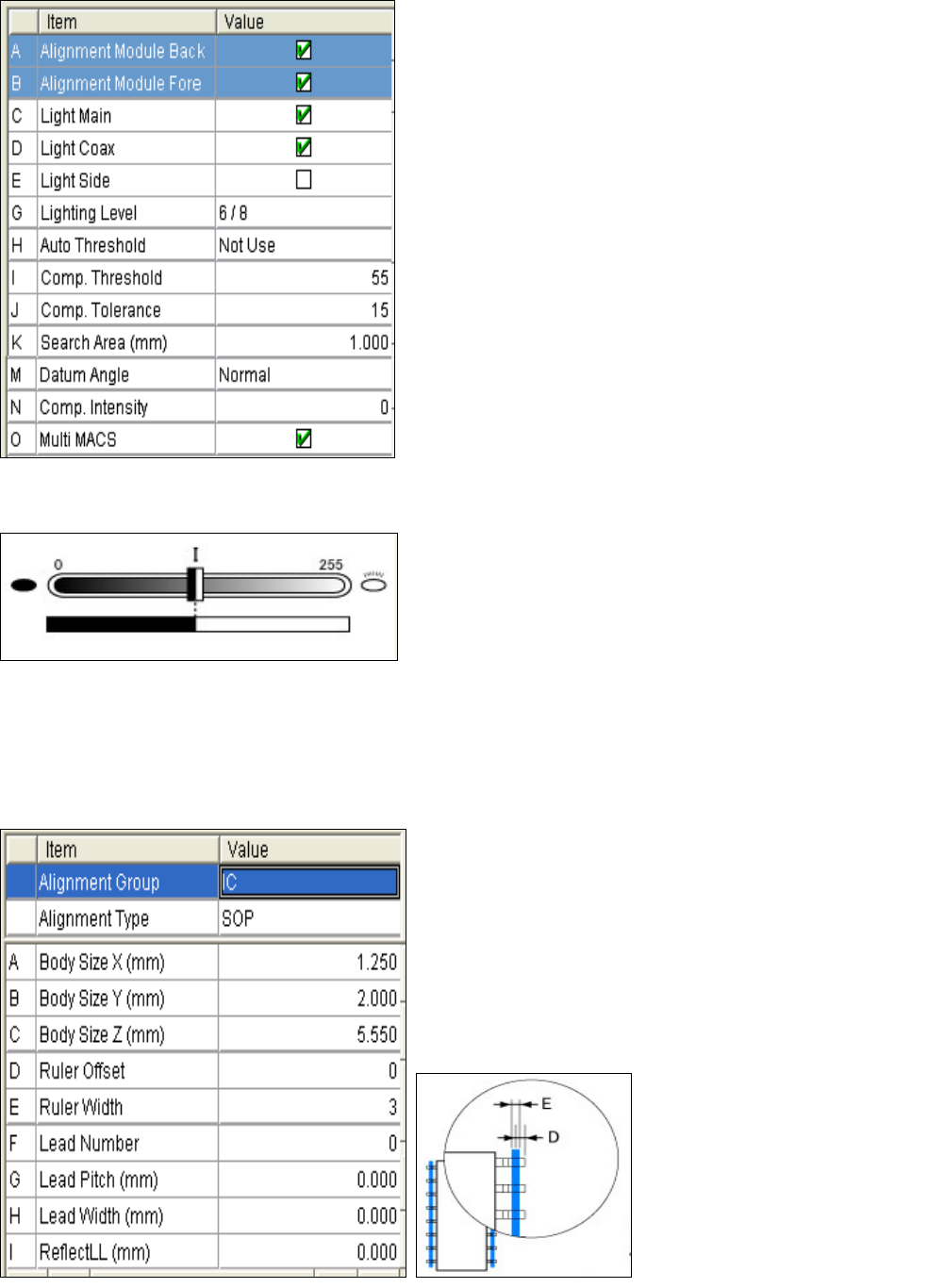
Shape 参数
Alignment Module Back:背光识别模式,即透射识别模式,
该识别模式需要另外安装专用配件才有效,通常情况
下不能使用.
Alignment Module Fore:前光识别模式,即照相机通过反
射模式识别材料,机器通常使用该模式工作.
Light Main:相机识别材料时打开或关闭主光光源.
Light Coax:相机识别材料时打开或关闭同轴光光源.
Light Side:相机识别材料时打开或关闭侧光光源.
Lighting Level:照相机灯光的强度,有 8 个强度等级.
Auto Threshold:是否通过自动方式设定 Comp.Threshold
值,当选择了“Use”则不能手动更改上述参数,只能
通过机器自动设定,进行最优化调整时机器可以自动设
定该参数.选择“Not Use”则可以手动更改.
Comp.Threshold:计算机语言通过灰阶值来描述一个黑白
像素的色度,0 代表最黑,代表最白机器识别元
:机器识别元件时允许的误差范围.
Search Area:机器识别元件时的搜索范围.
Datum Angle:通常情况下机器对方向的规定是“上北、
下南、左西、右东”更改这个参数可以改变机器对方向
Alignment Group、Alignment Type:详见前述“Basic”一
节讲述.
Body Size X、Y、Z:分别设定元件的长宽厚等参数.
Ruler Offset:机器识别元件时的标尺线的位置,该值越大
则测定位置越靠近元件内侧,如左下图“D”所示.
Ruler Width:机器识别元件时的标尺线的宽度,如下右图
“E”所示.
Leader Number:元件单侧的管脚数量.
Leader Pitch:元件相邻两管脚
之间的间距.
Leader Width:元件的管脚宽
度.
Reflect LL:元件管脚可反光
的部分的长度.