yamaha贴片机培训教材,yamaha贴片机编程培训,yamaha培训中心教材[1].pdf - 第52页
Operation t r aining course for YG100 第 8 页 该窗口向用户输出当 前生产的 PCBA 的 Badmark 识别结果,即每 一块拼板是否是坏板,如 果是坏板则机器不会对该 拼板贴装元件。用户可以 通过“ Badmark T ype ”框 选择输出“ Board & Block Bad mark 或 Local Badmark 识别的情况。 该窗口只有客户使用 Pick Posion 自动补偿功能 …
Operation training course for YG100 第 7页
和“已完成的产品数量等内容。
“Max Output”:着三个方框分别输出机器当前按照“整板”、“拼版”和“元件”为单位计算
的生产能力。
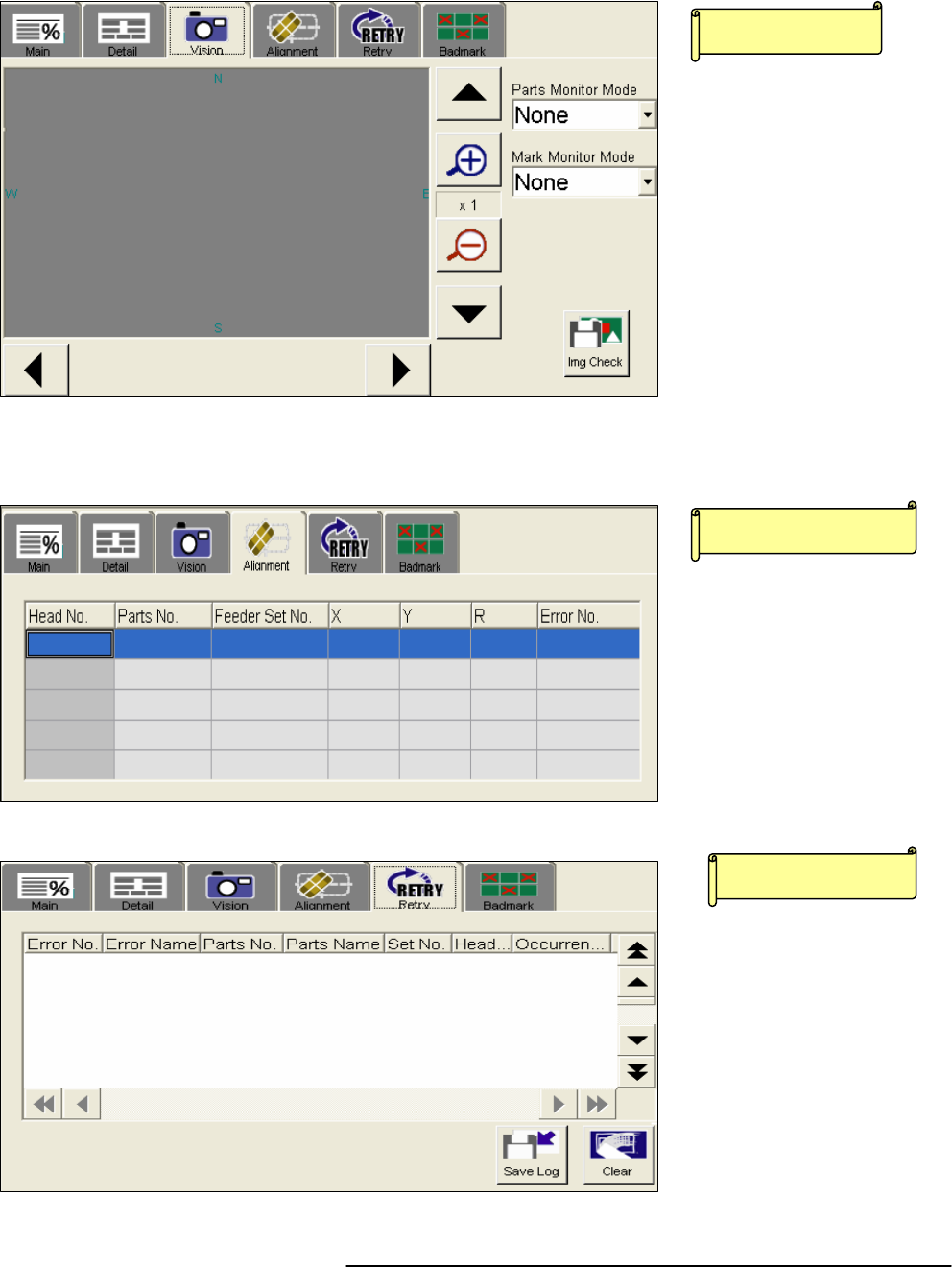
该标签项目可以即时
的显示出机器各个 Camera
随时捕捉到的影像。
“Parts Monitor Mode”用
户可以通过这个窗口选择
被贴装元件从 Multi Camera
种获得到的图像不同的显
示模式。如“Find Line、
Result、Search Area”等。
“Mark Monitor Mode”: 用户可以通过这个窗口选择机器从 Moving Camera 种获得到的
Mark 图像不同的显示模式。如“Find Line、Result、Search Area”等。
机器在生产过程中系统
通过“Algnment”画面即使
的显示每个 Head 当前时刻
贴装的元件通过 Camera 识
别后计算得出需要补偿的
X、Y 以及 R 值。
机器通过这个窗口显示
不良元件的抛料信息,包括
元件的编码、名称、安装站
位以及材料抛弃时使用的
Head 序号等信息。在这个窗
口中用户也可以选择右下
角的两个按钮可以把抛料
信息保存在 2.5’’软盘或这清除抛料信息。
“Vision”标签
“Algnment”标签
“Retury”标签
Operation training course for YG100 第 8页
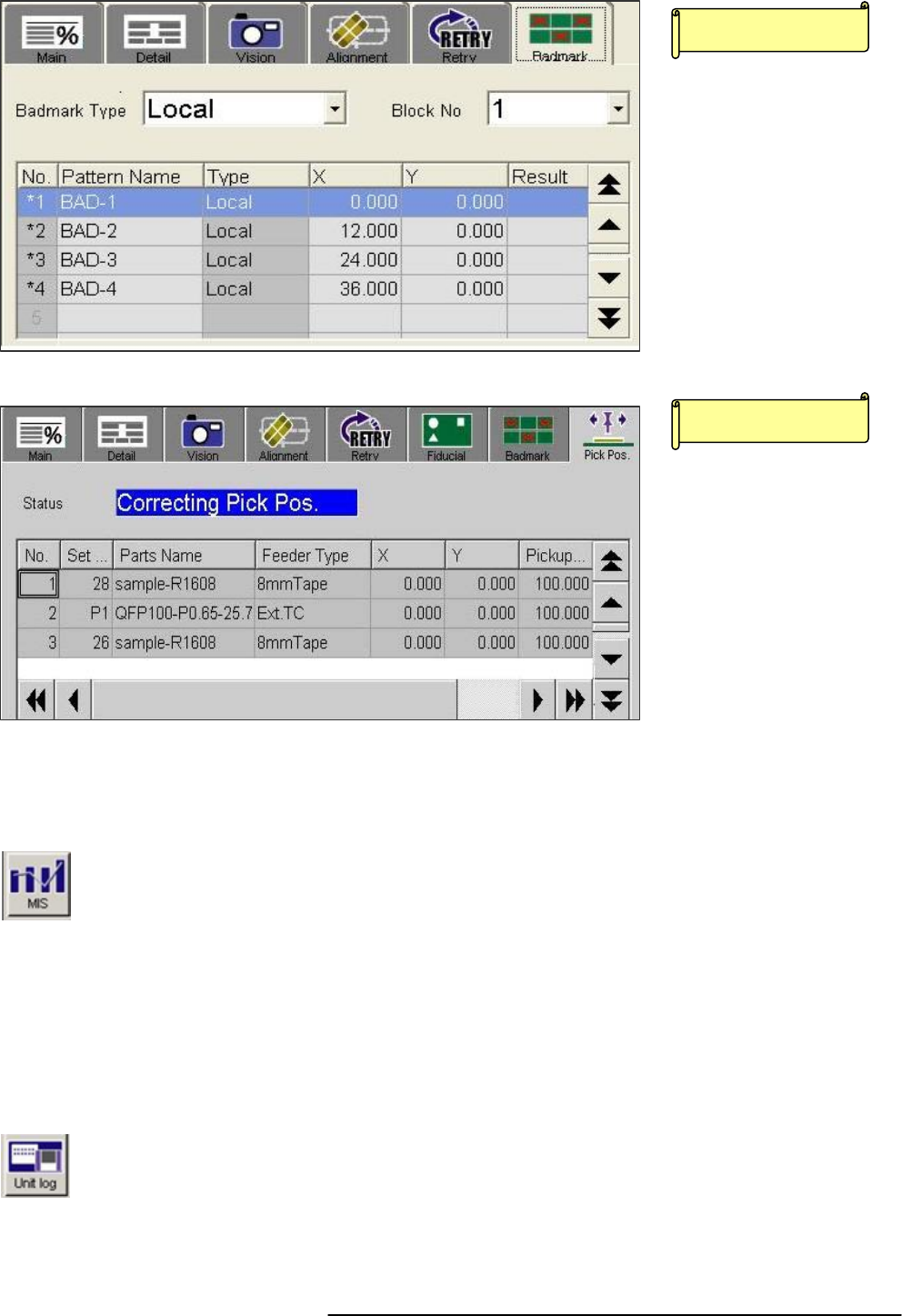
该窗口向用户输出当
前生产的 PCBA 的
Badmark 识别结果,即每
一块拼板是否是坏板,如
果是坏板则机器不会对该
拼板贴装元件。用户可以
通过“Badmark Type”框
选择输出“Board&Block
Bad mark 或 Local Badmark 识别的情况。
该窗口只有客户使用
Pick Posion 自动补偿功能
是才有意义,此时机器通
过这个窗口向用户显示每
个 Feeder 材料的吸取位置
补偿值,此功能一般在生
产 0402、0201(公制)等小
型 Chip 元件时才使用。
2.3.7 MIS 画面
“MIS”按钮按下后机器会显示“MIS”窗口,用于向用户输出机器生产的历史记录,
其中右包含“Error Log”、“Board Log”、“Program Log”几个子窗口,“Error Log”显
示机器运行时发生过的错误信息,如错误时间、错误代码、错误内容等;“Board Log”
显示当前每一块产品的程序名称、开始生产时间、结束生产时间、贴装时间、传送时间吸取率、
识别率等信息;“Program Log” 显示当前产品的程序名称、开始生产日期、结束生产日期、平
均贴装时间、平均传送时间、平均吸取率等信息,这里不再详述,用户可在机器运行时读取。
2.3.8 UNIT LOG 画面
“Unit Log” 按钮按下后机器会显示“Unit Log”窗口,在这个窗口中机器会向用户提
供按照“HEAD”、“Nozzle”、“Feeder”、“Conveyor”、“Parts”等分类的生产信息,包
括各种错误信息等,如“HEAD”中提供了该 Head 的下降次数、下降错误次数、错误
率、吹气次数……。这里同样不再详述,用户可在机器运行时读取。
“Pick Pos.”标签
“BadMark”标签
Operation training course for YG100 第 9页
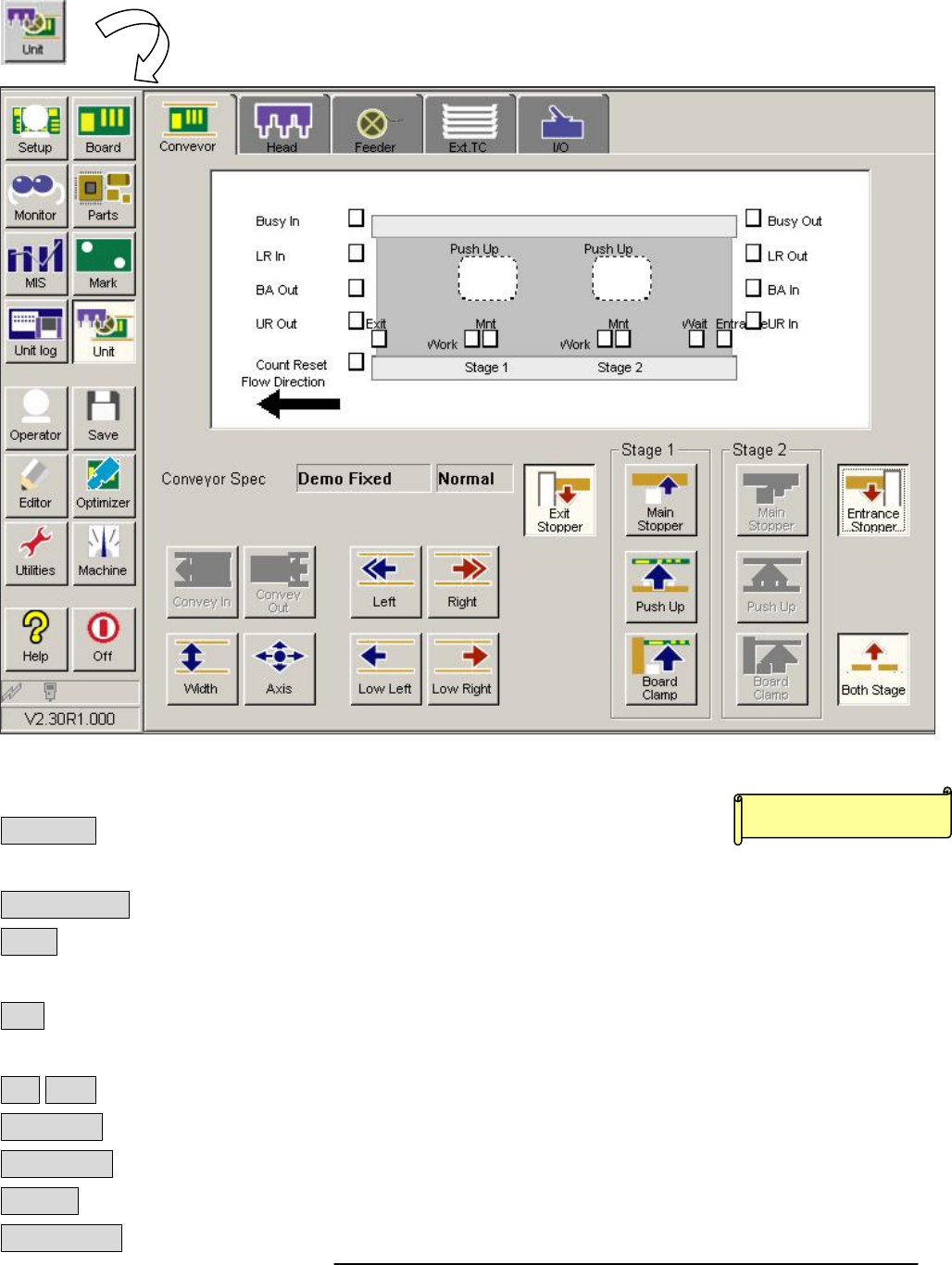
2.3.9 UNIT 画面
单击“UNIT”按钮后 YG100 机器的显示器显示如下图所示画面,在这个画面里系统向我们
提供了手动执行各种动作的功能,主要分为“Conveyor”、“Head”、
“Feeder”、“Ext.TC”、以及“I/O”几个子窗口,下面我们逐一介绍。
选择 UNIT 下的“Conveyor”标签被选中后的画面如上图所示,下
面就其中的各项功能给予介绍。
Convey In:单击该按钮机器会自动将放在轨道入口处的 PCB 传入机器
的生产位置并且夹紧顶好。以供用户进行程序调整。
Conveyor Out:单击该按钮机器会自动将在生产位置的 PCB 松开并且送出机器。
Width:单击该按钮系统会出现轨道宽度对话框,用户输入需要的宽度后按“OK”轨道就会自
动调整到该宽度,通常用户没有重新输入前机器会默认为当前程序中设定的 PCB 宽度。
Axis:选择 Axis 按钮系统会出现一个新的子窗口,用户可以单击其中的箭头键来实现对包括 X、
Y、Z 轴以及 W 轴等各轴的手动控制移动。
Left Right:使轨道上的 PCB 快速向左方向或右方向移动。
Exit Stoper:升起或降下轨道上出板一侧的阻挡器。
Main Stoper:升起或降下轨道上的主阻挡器(生产位置的阻挡器)。
Push Up:升起或降下放置顶针的 PU 轴平台,用于加紧或放松轨道上的 PCB。
Board Clamp:升起或降下 PCB 边夹块,用于加紧或放松轨道上的 PCB。
“Conveyor”标签