yamaha贴片机培训教材,yamaha贴片机编程培训,yamaha培训中心教材[1].pdf - 第88页
D :前刮刀的压力。 E :后刮刀的速度。 F :后刮刀的压力。 G :是否使用软件设定来控制是否加锡膏。 H :设定印刷多少块板后机器自动停下来提示加锡膏。 I :滚动的起始位置,也就是刮刀在什么位置下降。 J :刮刀刮完后继续往前多刮的距离。 K :前刮刀的位置偏移量,与前刮刀的开始下降位置有关。 L :后刮刀的位置偏移量,与后刮刀的开始下降位置有关。 M :前刮与后刮的印刷补偿值是否一样。 N :用前刮刀时 X 方向位置补偿量。 …
650*550(mm)600*550(mm)。每种尺寸的钢网都由传感器来检测,所以要正
确输入。
C:钢网的开孔位置,可以在正中心、正前端和正后端。
D、E:距离钢网开孔位置的偏差量,有时开孔位置不在上述标准位置,就
会出现偏差量,输入此值。一般网孔开在正中心。
F:钢网的理论原点位置。
G、H:钢网的实际原点位置。
I:是否使用钢网吸附装置,在印刷时,轨道上有个网孔装置可产生真空吸
附住钢网,防止因钢网比较松而导致印刷偏移。
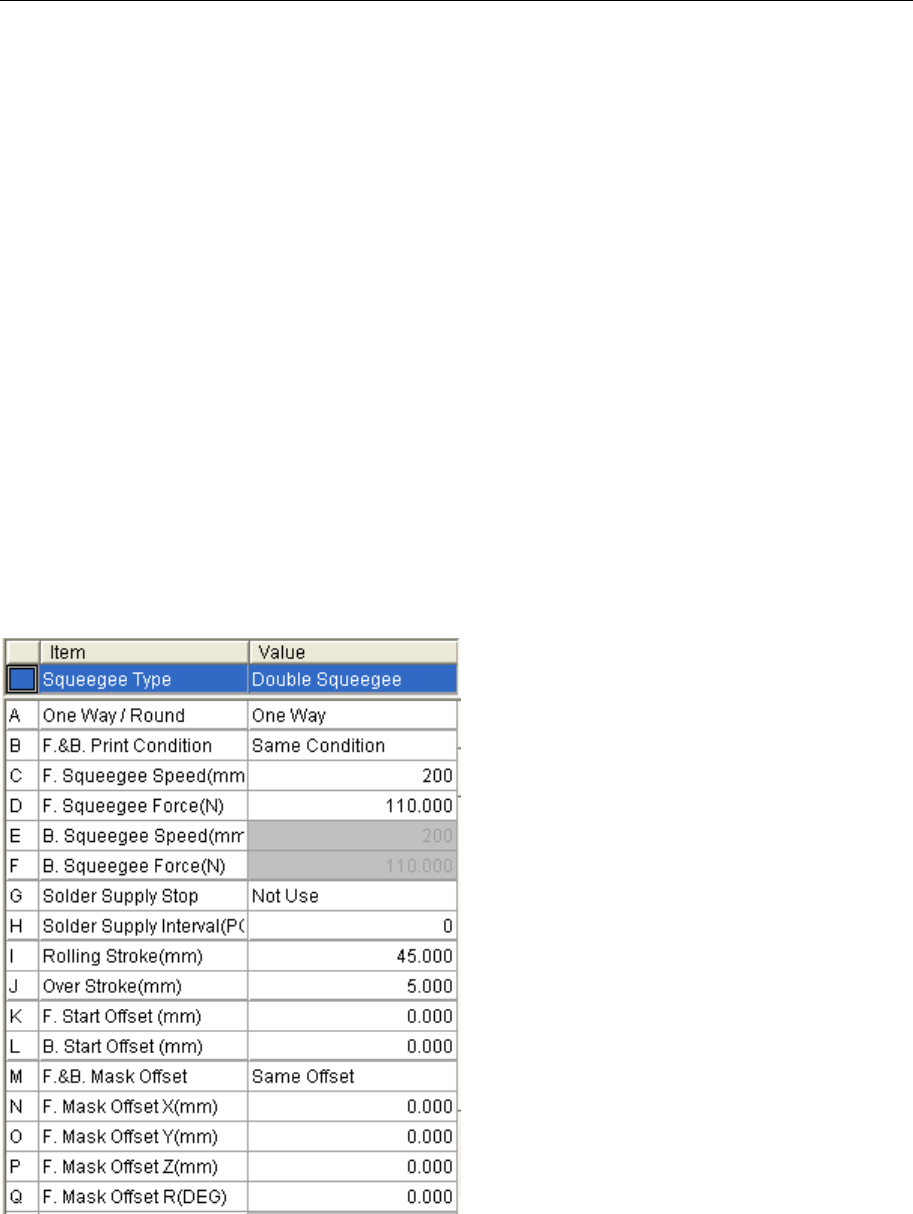
3)SQUEEGEE
A:印刷方式。分单刮和双刮。单刮为单次的来或回,双刮为一个来回为一
次。
B:前刮刀和后刮刀的条件是否一样。
C:前刮刀的速度。
YVPXg 培训教材概要 10/19
Date: 18 Jan 2006

D:前刮刀的压力。
E:后刮刀的速度。
F:后刮刀的压力。
G:是否使用软件设定来控制是否加锡膏。
H:设定印刷多少块板后机器自动停下来提示加锡膏。
I:滚动的起始位置,也就是刮刀在什么位置下降。
J:刮刀刮完后继续往前多刮的距离。
K:前刮刀的位置偏移量,与前刮刀的开始下降位置有关。
L:后刮刀的位置偏移量,与后刮刀的开始下降位置有关。
M:前刮与后刮的印刷补偿值是否一样。
N:用前刮刀时 X 方向位置补偿量。
O:用前刮刀时 Y 方向位置补偿量。
P:用前刮刀时 Z 方向位置补偿量。
Q:用前刮刀时 R 方向位置补偿量。
4)CLEANER
A:清洗方式。分为自动清洗和手动清洗。
B:自动清洗方式分为干洗、湿洗和干湿洗。
C:印刷多少块板后自动干洗。
YVPXg 培训教材概要 11/19
Date: 18 Jan 2006
D:自动干洗的重复次数。
E:自动干洗的速度系数。
F:印刷多少块板后自动湿洗。
G:自动湿洗的重复次数。
H:自动湿洗的速度系数。
I:印刷多少块板后机器停下来,由操作者手动擦洗钢网。
备注:以上是由印刷板数来控制清洗的时间,还有一种方式是由时间来控
制清洗的时间(即印刷多少分钟后来清洗钢网)。
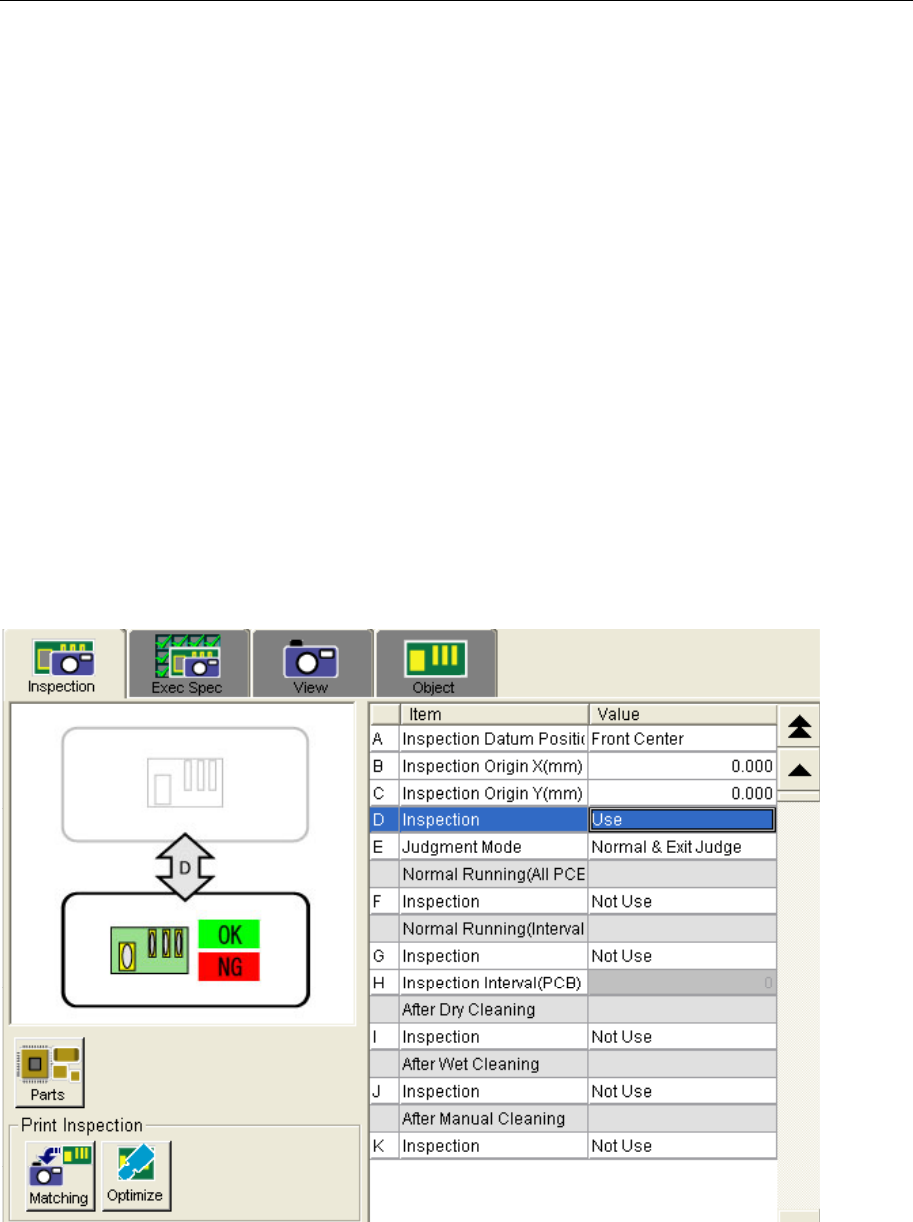
3.2D 检查程序的制作
1)INSPECTION
A;检查程序的理论原点位置。
B,C:检查程序的实际原点位置。
D:是否要进行 2D 检查。
E;判断模式,分为正常判断和忽略错误(有错误不报警)。
YVPXg 培训教材概要 12/19
Date: 18 Jan 2006