yamaha贴片机培训教材,yamaha贴片机编程培训,yamaha培训中心教材[1].pdf - 第83页
四. 软件编程数据设置 1 、主画面菜单 :生产主画面。所有菜单都放在此画面中。 :印刷程序编制画面。由板定义,钢网定义,刮刀定义及清洗装置。 :生产监控画面。 : 2D 检查数据制作画面。 :机器状态报警信息画面。机器报警会再此画面中有记录。 : MARK 点参数定义,分 PCB MARK 点和钢网 MARK 点。 :机器控制单元,分轨道,钢网,刮刀,清洗器及 IO 控制。 YVPXg 培训 教 材概要 6/19 Date: 18 J…
三. 基本操作
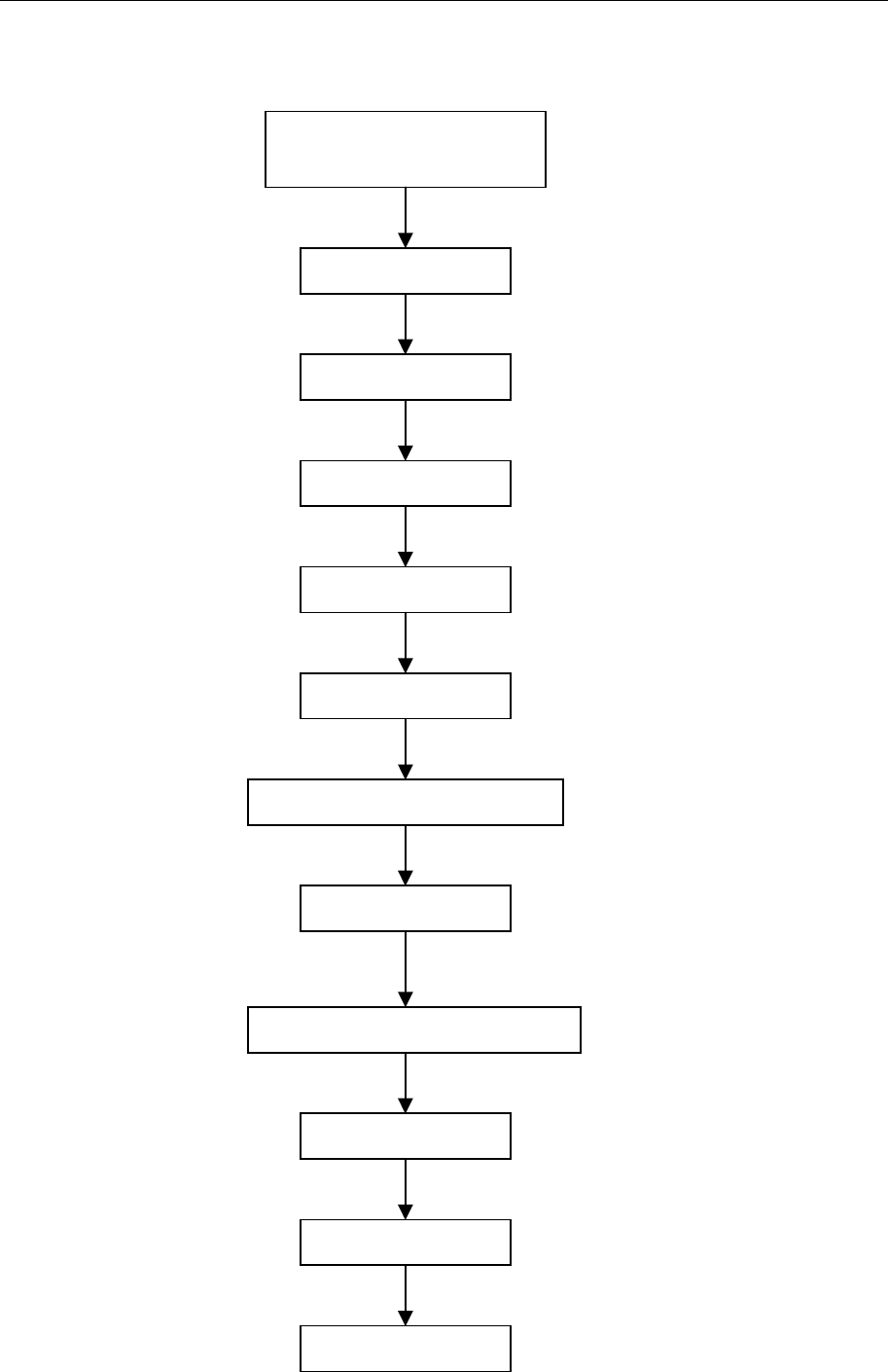
1. 开机及关机
检查电源、气源是否正常,
各个轴系上是否有阻碍物
OK
打开主电源开关
执行回原点
暖机 10 分钟
输入用户密码
YVPXg 培训教材概要 5/19
Date: 18 Jan 2006
调出生产程序
PCB 板定位,放置钢网并对位
开始生产
关机
回收剩余锡膏,清洗刮刀和钢网
机器回原点
按急停开关 按急停开关
关闭主电源开关
四. 软件编程数据设置
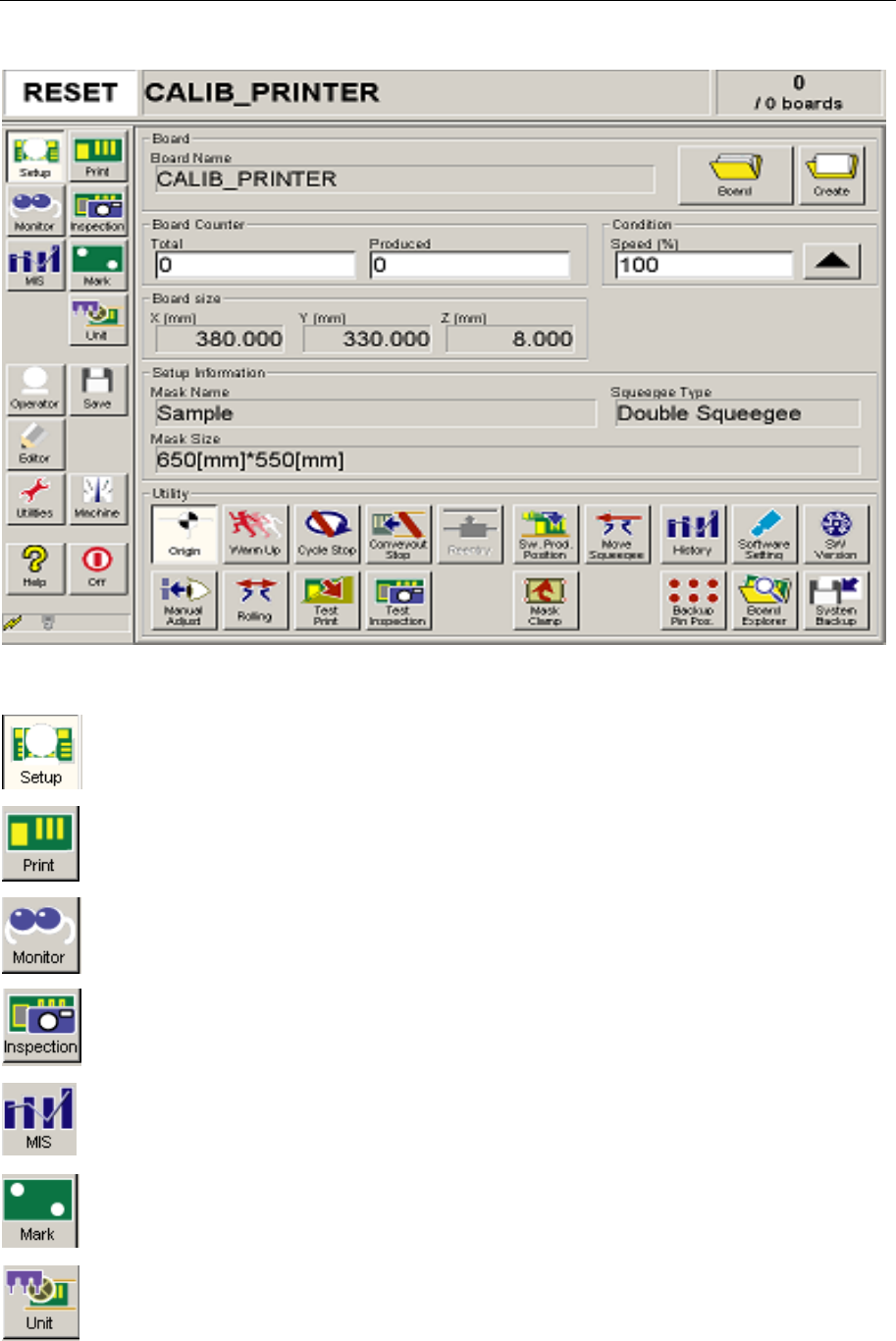
1、主画面菜单
:生产主画面。所有菜单都放在此画面中。
:印刷程序编制画面。由板定义,钢网定义,刮刀定义及清洗装置。
:生产监控画面。
:2D 检查数据制作画面。
:机器状态报警信息画面。机器报警会再此画面中有记录。
:MARK 点参数定义,分 PCB MARK 点和钢网 MARK 点。
:机器控制单元,分轨道,钢网,刮刀,清洗器及 IO 控制。
YVPXg 培训教材概要 6/19
Date: 18 Jan 2006

:用户密码输入栏,开机后须在此选择用户并输入密码。
:保存程序栏,YVP-Xg 只能用 TXT 格式文件。
:离线编程器,在 YVP-Xg 上可用来转换 Gerber File.
:调用新程序。
:创建新程序,只创建 TXT 文本格式文件。
:机器回原点。开机后必须先回原点。
:暖机,一般需暖机十分钟。
:印刷完一块板后,TABLE 不下降,板会停留在轨道固定位置。
:出板停止,刷完一块板后不再自动进板。
:软件设定的等待位置,按此按钮,机器会到系统设定的位置等待,
便于操作者放顶针,钢网及加锡膏。
:移动刮刀,将刮刀移到机器的前端或后端。
:手动调整,在程序编好后,装好钢网。按此键,机器会自动对钢
网,若发现没对准,可用旁边的按键对 X、Y、Z、R 补正。
:印刷滚动。在正式印刷前,先滚动锡膏,使其成条状,能更好的
与钢网及刮刀接触,能保正印刷效果。
YVPXg 培训教材概要 7/19
Date: 18 Jan 2006