yamaha贴片机培训教材,yamaha贴片机编程培训,yamaha培训中心教材[1].pdf - 第89页
D :自动干洗的重复次数。 E :自动干洗的速度系数。 F :印刷多少块板后自动湿洗。 G :自动湿洗的重复次数。 H :自动湿洗的速度系数。 I :印刷多少块板后机器停下来,由操作者手动擦洗钢网。 备注:以上是由印刷板数来控制清洗的时间,还有一种方式是由时间来控 制清洗的时间(即印刷多少分钟后来清洗钢网) 。 3 . 2D 检查程序的制作 1 ) INSPECTION A ;检查程序的理论原点位置。 B,C: 检查程序的实际原点位置。…

D:前刮刀的压力。
E:后刮刀的速度。
F:后刮刀的压力。
G:是否使用软件设定来控制是否加锡膏。
H:设定印刷多少块板后机器自动停下来提示加锡膏。
I:滚动的起始位置,也就是刮刀在什么位置下降。
J:刮刀刮完后继续往前多刮的距离。
K:前刮刀的位置偏移量,与前刮刀的开始下降位置有关。
L:后刮刀的位置偏移量,与后刮刀的开始下降位置有关。
M:前刮与后刮的印刷补偿值是否一样。
N:用前刮刀时 X 方向位置补偿量。
O:用前刮刀时 Y 方向位置补偿量。
P:用前刮刀时 Z 方向位置补偿量。
Q:用前刮刀时 R 方向位置补偿量。
4)CLEANER
A:清洗方式。分为自动清洗和手动清洗。
B:自动清洗方式分为干洗、湿洗和干湿洗。
C:印刷多少块板后自动干洗。
YVPXg 培训教材概要 11/19
Date: 18 Jan 2006
D:自动干洗的重复次数。
E:自动干洗的速度系数。
F:印刷多少块板后自动湿洗。
G:自动湿洗的重复次数。
H:自动湿洗的速度系数。
I:印刷多少块板后机器停下来,由操作者手动擦洗钢网。
备注:以上是由印刷板数来控制清洗的时间,还有一种方式是由时间来控
制清洗的时间(即印刷多少分钟后来清洗钢网)。
3.2D 检查程序的制作
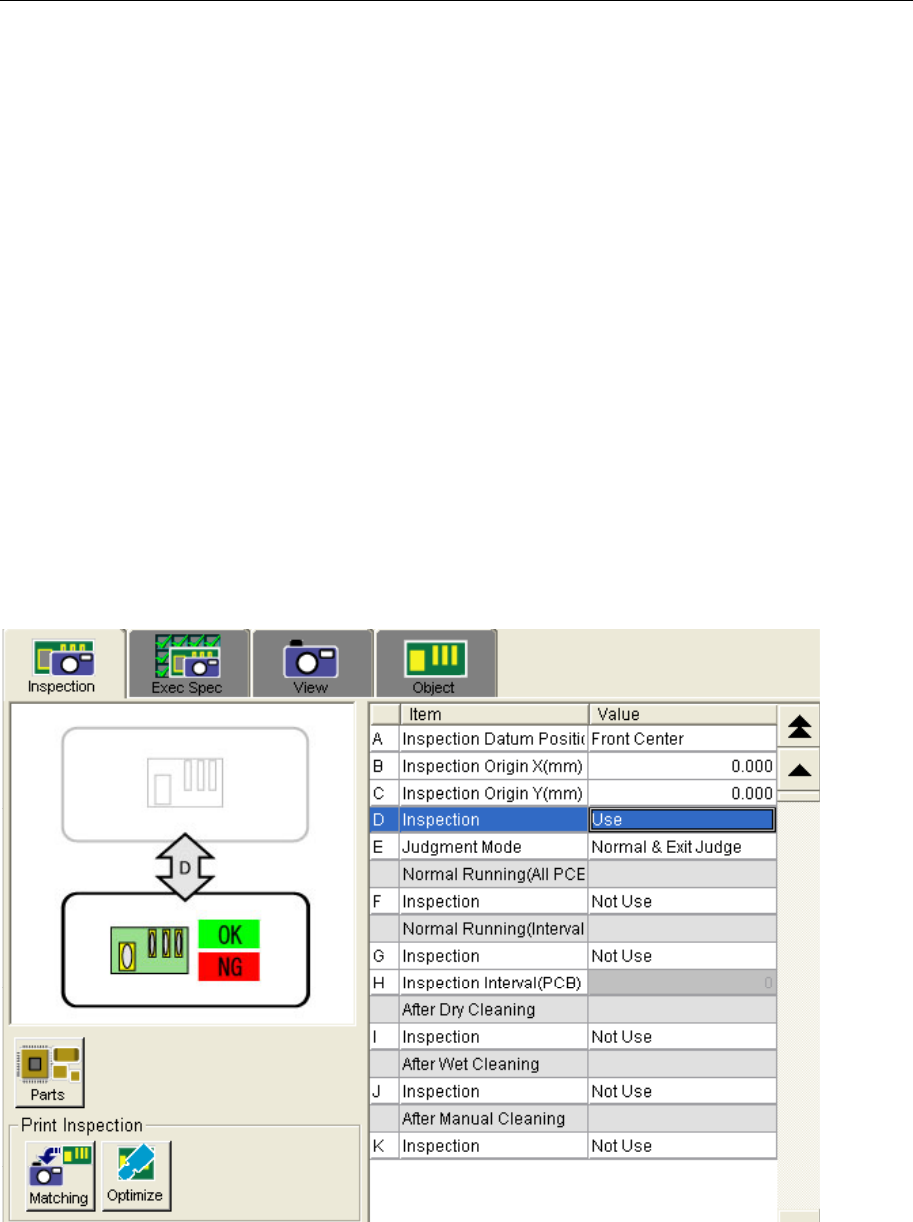
1)INSPECTION
A;检查程序的理论原点位置。
B,C:检查程序的实际原点位置。
D:是否要进行 2D 检查。
E;判断模式,分为正常判断和忽略错误(有错误不报警)。
YVPXg 培训教材概要 12/19
Date: 18 Jan 2006
F:是否所有板都要检查。
G:是否间隔一定数量的板后来检查。
H:间隔板的数量。
I:是否在自动干洗完后进行检查。
J:是否在自动湿洗完后进行检查。
K: 是否在手动清洗完后进行检查。
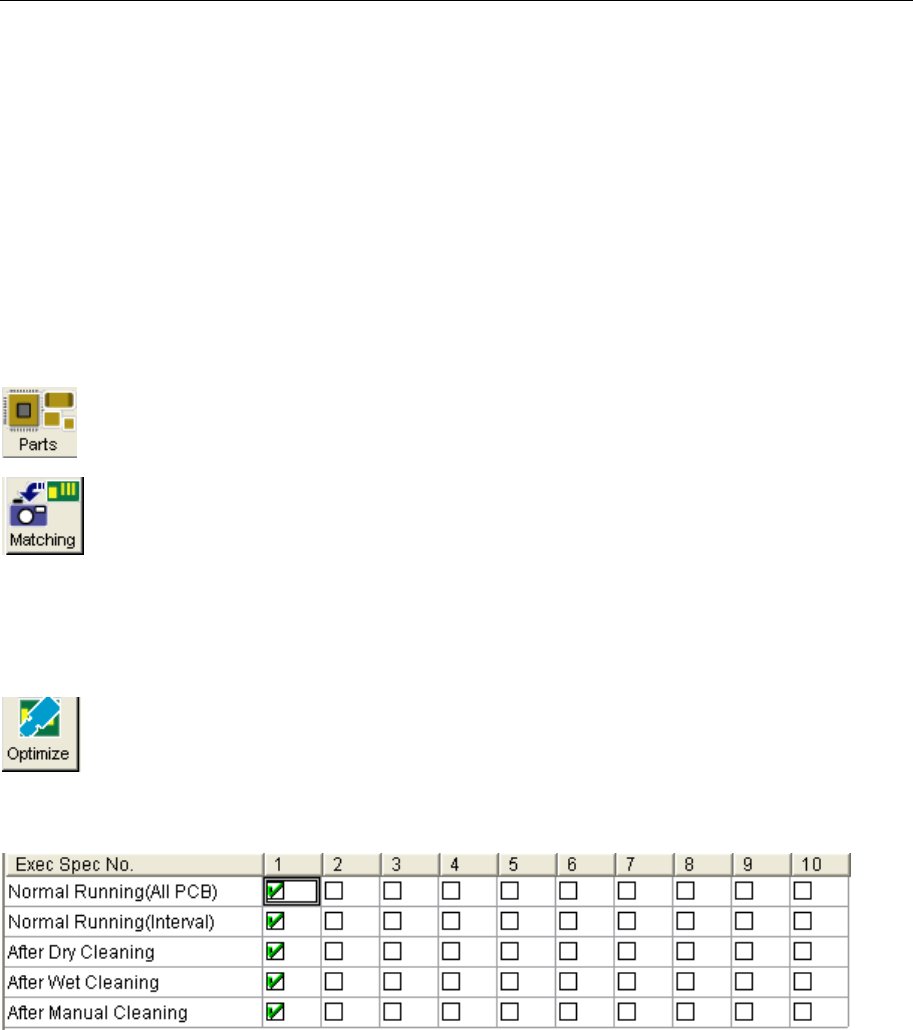
:元件的注释名称,可以不用。
:自动匹配视野坐标。2D 检查的相机视野范围是 20*15(mm),在
一个视野范围内,可以检查若干个目标体,在做程序是,只需做目标体的
坐标,而视野坐标可以用 matching 功能自动获得。
:自动优化检测目标的顺序,以提高效率。
2)Exec spec
检测目标体的执行条件,不同的目标体可以设置不同的执行条件。
3)VIEW
视野坐标栏,可以不用做,用 Matching 功能自动获取。可在此栏调整 2D
相机的光度,以便测试目标体时能顺利通过。若 SKIP 了视野坐标,则所有
用到此视野坐标的目标体都不检测。在调整目标体时,一定要将 2D 相机移
动到对应的视野坐标,否则将检测不到目标体。
YVPXg 培训教材概要 13/19
Date: 18 Jan 2006