yamaha贴片机培训教材,yamaha贴片机编程培训,yamaha培训中心教材[1].pdf - 第86页
B: 板宽度,轨道根据其值来调节 C: 板厚度。 D: 板的理论原点位置, 假设原点位置, 有七种 情况, 在板正中心,前左方, 前右方,前中心,后中心,后左方,后右方。 E,F: 板的实际原点位置,以理论原点为( 0 , 0 )点。 G: 进板到位延时,板到主挡块后继续传送一段时间。 H: 板的真空吸附,是选项装置,主要用在薄板定位。 K: 边定位的使用 L: 副翼装置的使用 N:PU 轴上升下降的速率系数 O: 是否执行印刷。 P:…
:试印刷一块板。
:测试 2D 检查
:夹钢网,用气缸固定钢网。
:生产历史数据管理。
:顶针位置设定,顶针插孔位按矩阵排列,在程序中可设定每个顶
针的位置,下次调用程序后,可按此画面中的位置放顶针。
:程序管理器,可 copy\delete 程序。
:系统参数的备份与还原。
2、印刷程序制作画面
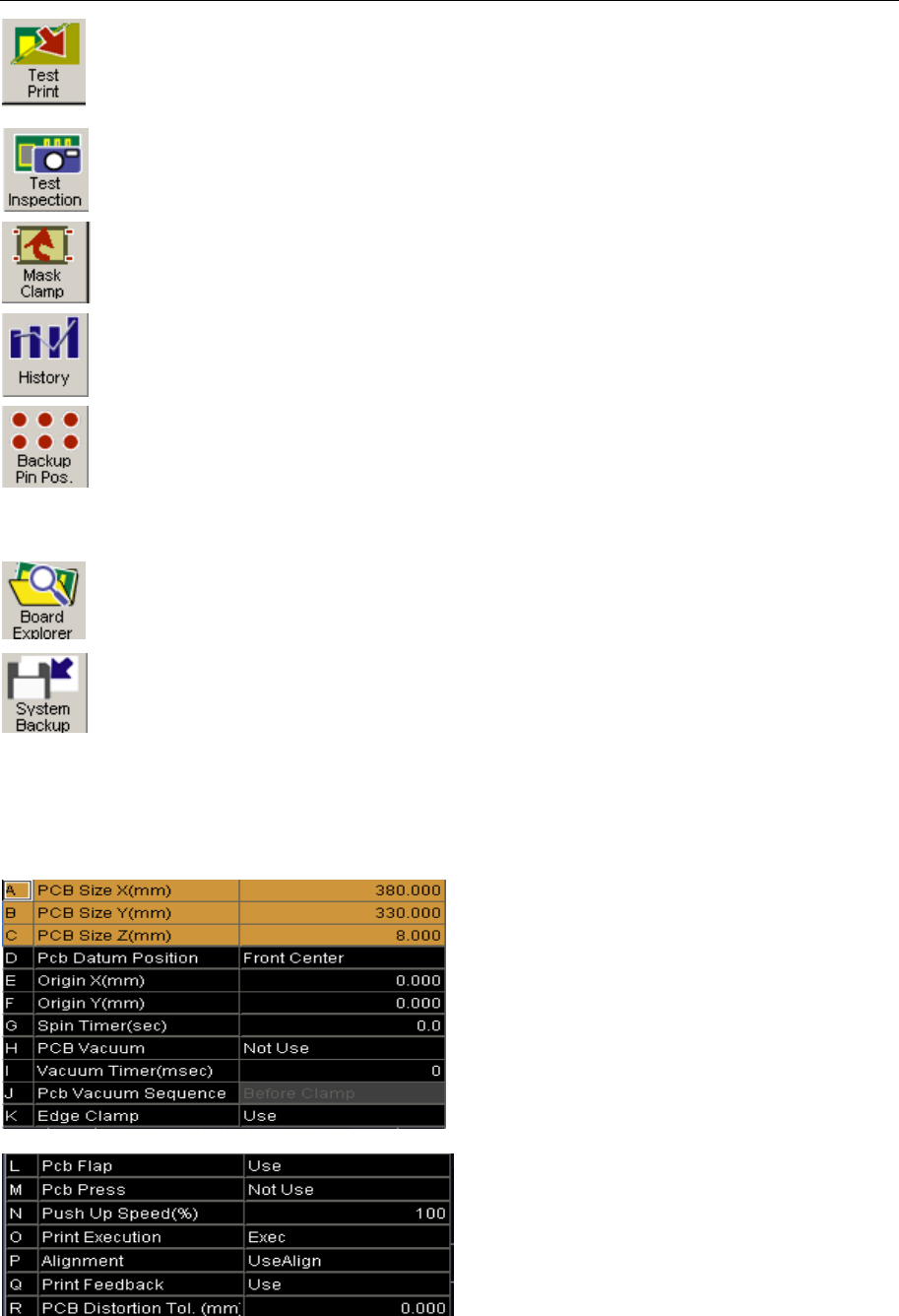
1)BOARD:
A:板长度,要正确输入,因为主挡块位置由伺服马达根据长度来控制,以
便使板停在轨道中心。
YVPXg 培训教材概要 8/19
Date: 18 Jan 2006
B:板宽度,轨道根据其值来调节
C:板厚度。
D:板的理论原点位置,假设原点位置,有七种情况,在板正中心,前左方,
前右方,前中心,后中心,后左方,后右方。
E,F:板的实际原点位置,以理论原点为(0,0)点。
G:进板到位延时,板到主挡块后继续传送一段时间。
H:板的真空吸附,是选项装置,主要用在薄板定位。
K:边定位的使用
L:副翼装置的使用
N:PU 轴上升下降的速率系数
O:是否执行印刷。
P:是否要视觉校正
Q:是否要印刷反馈,主要控制刮刀压力,刮刀由气缸和伺服马达控制下降,
马达会受到反作用力,使得马达堵转电流发生变化,电流与压力有关系,
控制电流的大小就控制了刮刀的压力。
R:板的容许弯曲程度。
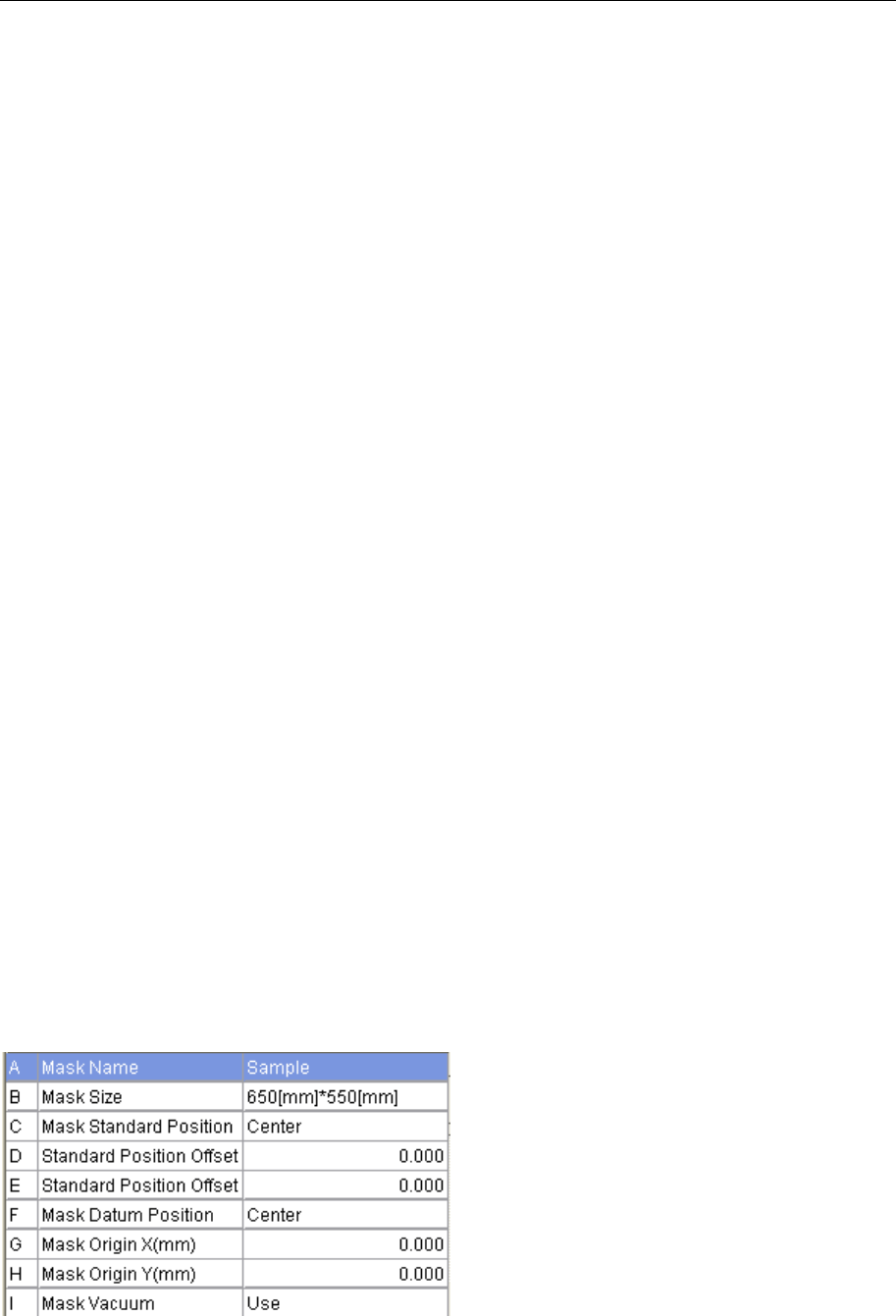
2)MARK
A:钢网的注释名称,可以不要。
B:钢网的尺寸,有五种尺寸。736*736(mm)750*650(mm)550*650(mm)
YVPXg 培训教材概要 9/19
Date: 18 Jan 2006
650*550(mm)600*550(mm)。每种尺寸的钢网都由传感器来检测,所以要正
确输入。
C:钢网的开孔位置,可以在正中心、正前端和正后端。
D、E:距离钢网开孔位置的偏差量,有时开孔位置不在上述标准位置,就
会出现偏差量,输入此值。一般网孔开在正中心。
F:钢网的理论原点位置。
G、H:钢网的实际原点位置。
I:是否使用钢网吸附装置,在印刷时,轨道上有个网孔装置可产生真空吸
附住钢网,防止因钢网比较松而导致印刷偏移。
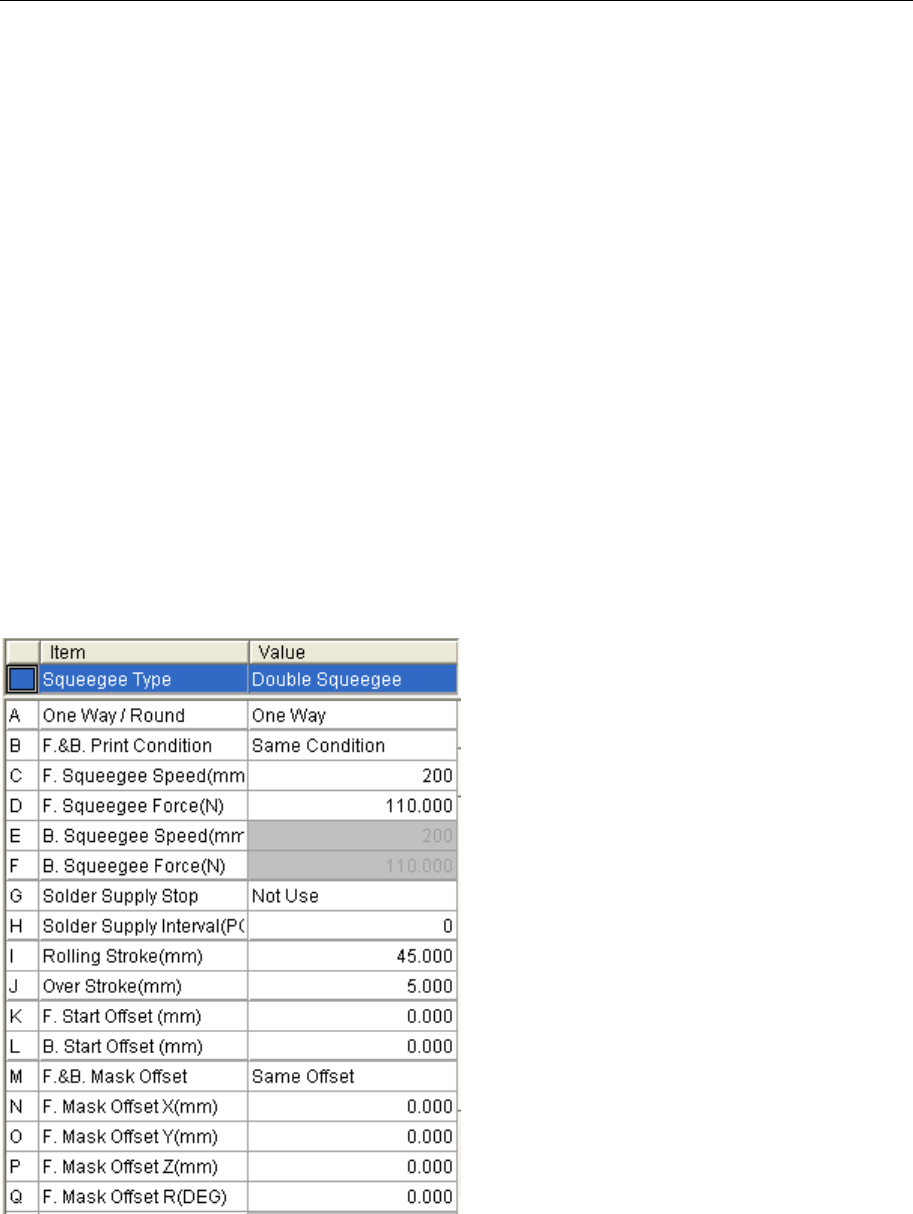
3)SQUEEGEE
A:印刷方式。分单刮和双刮。单刮为单次的来或回,双刮为一个来回为一
次。
B:前刮刀和后刮刀的条件是否一样。
C:前刮刀的速度。
YVPXg 培训教材概要 10/19
Date: 18 Jan 2006