yamaha贴片机培训教材,yamaha贴片机编程培训,yamaha培训中心教材[1].pdf - 第56页
Operation t r aining course for YG100 第 1 2 页 第三章 程序创建与编辑 3.1 PCB DA T A (程序)的创建 3.1.1 PCB 名称输入 单击 “SETUP” 下的 “Create” 按钮在出现 的窗口中输入程序 名称再单击 “OK” , 然后继续下述步骤。 3.1.2 PCB 板参数输入 Board Size ( X ) :指 生 产 的 PCB 在 X 方向上的尺寸。 Board…
Operation training course for YG100 第 11页
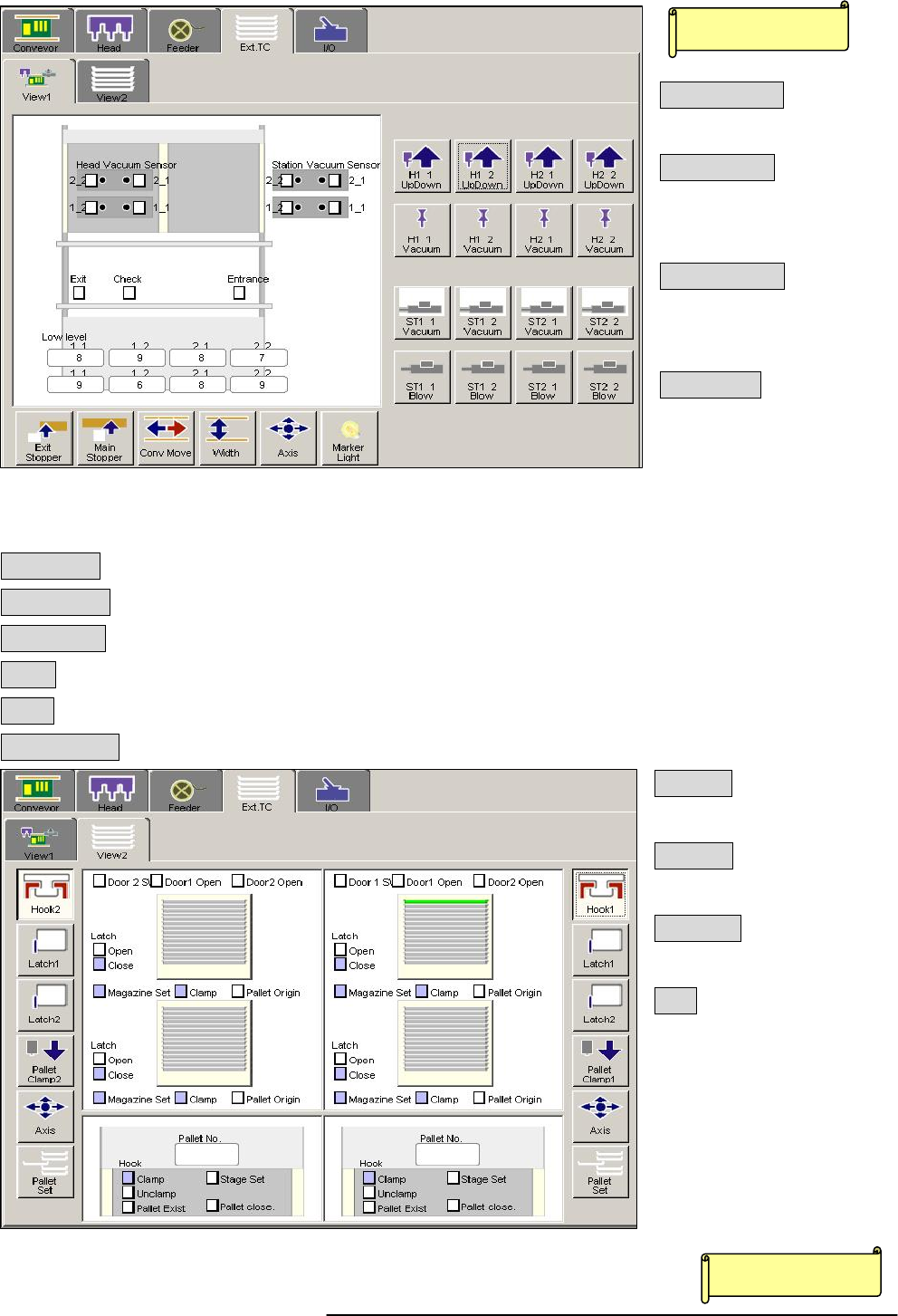
Hxx UpDown:控制某个
Tray Head 的升降动作。
Hxx Vacuum:控制某
一个 Tray Head 产生
或关闭真空。
STxx Vacuum:控制某
一个 Tray Station 产生
或关闭真空。
STxx Blow:控制某一
个 Tray Station 产生或
关闭吹气动作。
***
说明:上述叙述中
Hxx
表示
H1 1
、
H1 2
、
H2 1
、
H2 2
等,
H1 1
是指
Transfer1
的
Head1
;
H2 2
是指
Transfer2
的
Head2…
如此类推。
STxx
也同样类推。
Exit Stpoer:控制 YTF 轨道上出板一侧处的阻挡器升起或降下。
Main Stoper:控制 YTF 轨道上中间位置的主阻挡器升起或降下。
Conv Move:手动控制 YTF 轨道上送板皮带的运转,实现 PCB 的传送。
Width:手动调整 YTF 送板轨道的宽度,正常生产时机器会自动调整回程序中 PCB 的宽度。
Axis:用新弹出的窗口屏幕上的箭头键来控制各个移动轴的动作。
Marker Light:改变 YTF 上用于 Teach 坐标的 Marker 的灯光亮度。
Hook1/2:打开或合拢用于
抓住 Tray Plate 的爪子。
Latch1/2:打开或合拢夹住
Tray Plate 的 Latch。
Clamp1/2:打开或合拢夹
Tray Plate 的 Clamp。
Axis:选 择 Axis 按钮系统
会出现一个新的子窗口,
用户可以单击其中的箭头
键来实现对各轴的手动控
制移动。
Plate Set:拉出指定的 Trya
盘到吸料位置。
I/O 标签主要用于显示机器每个 Sensor 的感应状态,也可以控制各个
电磁阀的工作状态,该功能只有维修检测时使用,这里就不再赘述。
“Ext.TC”标签
“I/O”标签
Operation training course for YG100 第 12页
第三章 程序创建与编辑
3.1 PCB DATA(程序)的创建
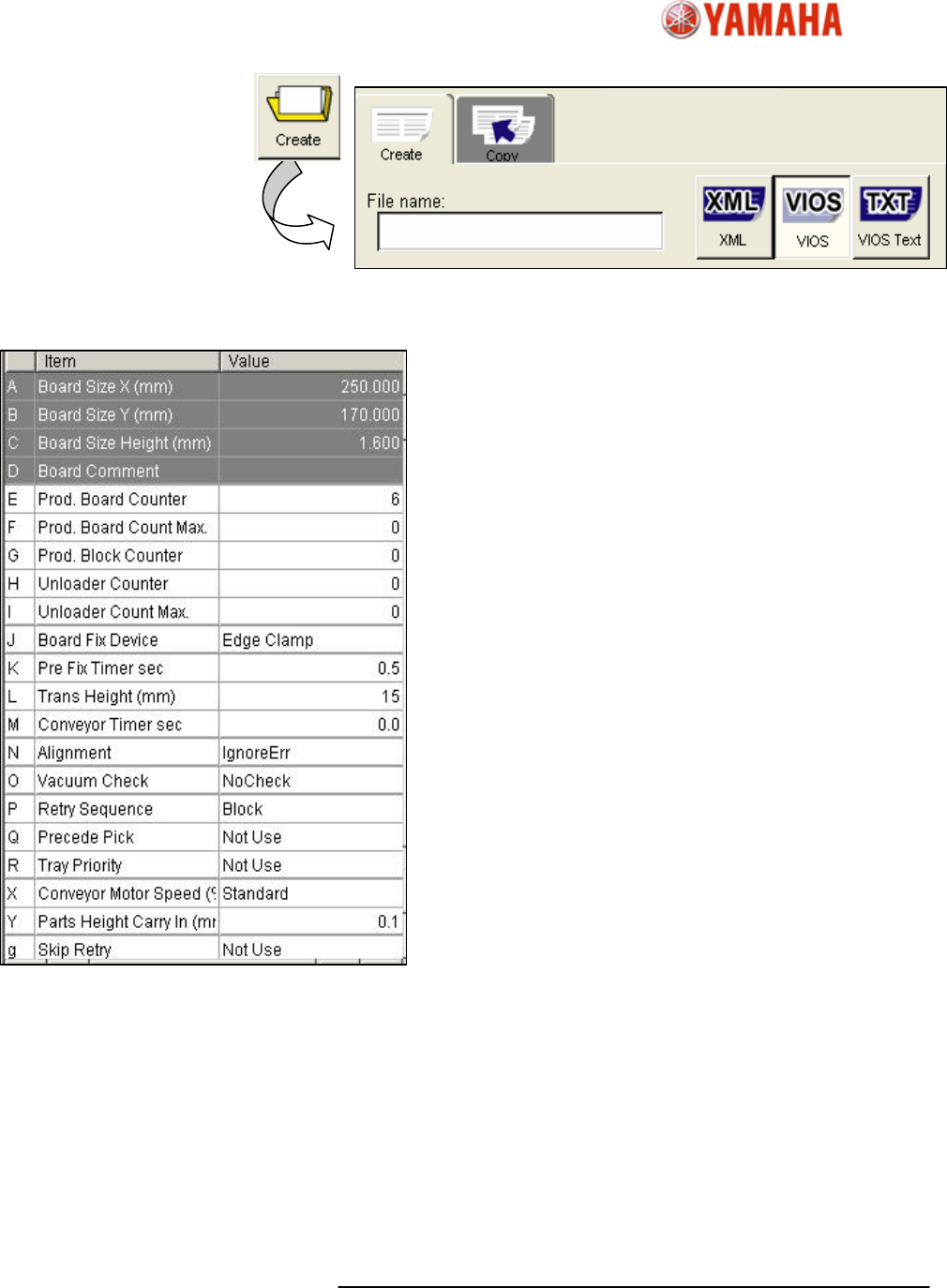
3.1.1 PCB 名称输入
单击 “SETUP”下的
“Create”按钮在出现
的窗口中输入程序
名称再单击“OK”,
然后继续下述步骤。
3.1.2 PCB 板参数输入
Board Size
(
X
)
:指 生 产 的 PCB 在 X 方向上的尺寸。
Board Size
(
Y
)
:指 生 产的 PCB 在 Y 方向上的尺寸。
Board Size Height:指要生产的 PCB 的厚度。
Board Comment:对当前程序的说明性语句,对机器
运行不产生影响,如“For IBM Main Board”等。
Prod. Board Counter:产量计数器,每生产一块 PCBA
该数据就会自动累加 1(拼板则以整块计算)。
Prod. Board Counter MAX:以整块 PCBA 计算的计
划产量,机器产量达到该值后会出现报警提示产量
Prod. Block Counter MAX:以小拼板计算的计划产
量,机器产量达到该值后会出现报警提示产量完
成,设为 0 则表示无穷大。
Prod. Block Counter:每一整块 PCB 上的拼板数。
Under Counter:机器轨道出口处的产量计数器,此
处每有一块 PCBA 送出则自动加 1。
Under Counter Max:允许从轨道出口流出的产品数。
Board Fix Device:设定用于固定 PCB 的装置。
Pre Fix Timer sec:PCB 传送生产位置后传送皮带继续转动的时间,防止传送不到位或弹回。
Trans Height:设定 PCB 生产完毕后 P/U Table 下降一定的高度,以便 PCBA 被松开送出机器。
Conveyor Timer:轨道上感应 PCB 的 Sensors 信号延时,当 PCB 上有孔或较大缝隙影响到正常
感应时,可适当设定该参数以便消除影响。
Alignment:设定机器贴装材料时是否使用相机识别的功能。
Vacuum Check:设定机器运行时是否通过真空检测来判断材料是否被正确吸取。
Operation training course for YG100 第 13页
Retry Sequence:设定当材料被抛弃后机器补贴的方式。
Precede Pick:设定是否使用预先取料功能,当设定了预先取料后,只要 Conveyor 上有 PCB,
机器会在 PCB 没有传送到位之前预先吸取一次材料并识别后停在第一个 Fid.位置等待。
Tray Priority:设定是否使用 Tray 优先功能,设为“Use”后机器会将 YTF 或 ATS Tray 盘材料
提前送出备用。
Convey Motor Speed:设定机器送板皮带的转速,以调整 PCB 的传输速度。
Parts Height Carry In:设定在 PCB 进入机器前已经贴装在 PCB 上的元件的高度,以防机器运
行时 Head 与之相撞。
Skip Retry:当生产到最后几块 PCBA 若某种材料缺料,暂时没有材料不充时,可以设为“Use”
这时机器如果遇到缺料就会自动将该种材料跳过生产,通常设为“Not Use”。
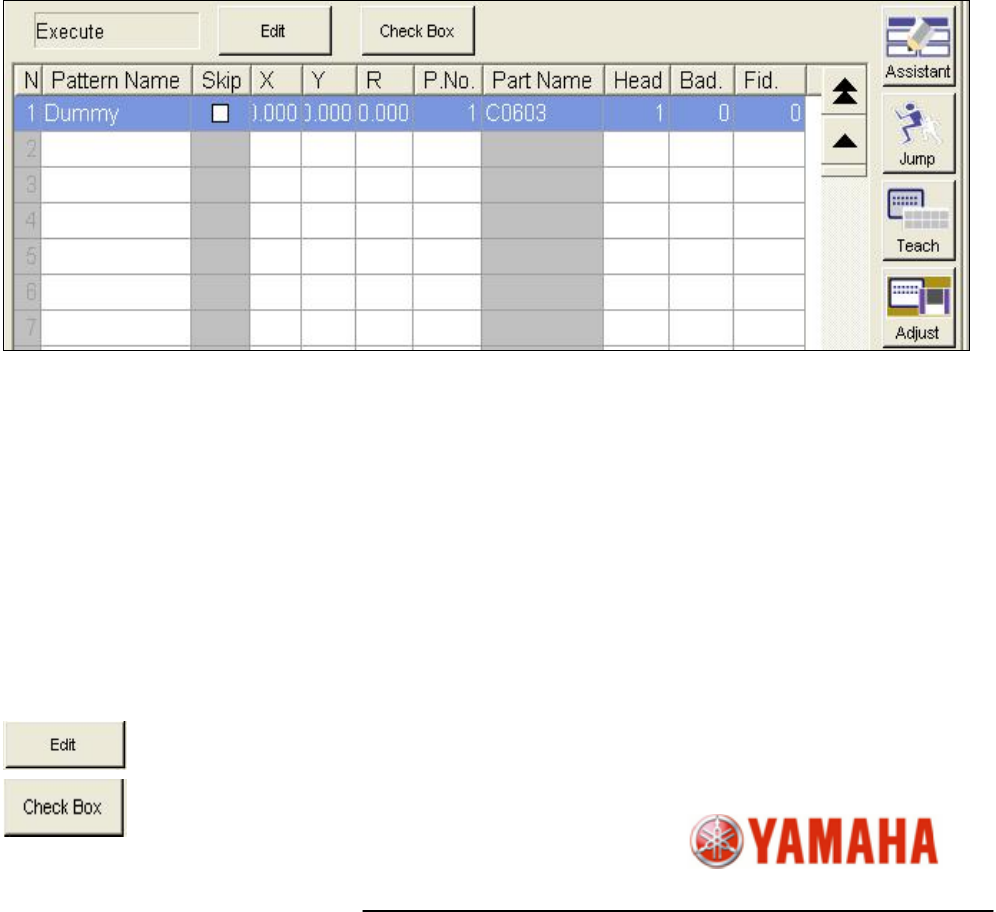
3.1.3 MOUNT 参数
Pattern Name:表示该元件在产品上的名称如“R5、C10、IC201”等
Skip: 某个元件“Skip”栏的“口”内打上“X”表示该元件被跳过,不会贴装。
X
、
Y
、
R:分别表示该元件在 PCB 上贴装位置的 X、Y 坐标和贴装角度。
P. No.: 表示该材料在“PARTS”Data 内的位置行号,后面继续讲述。
Part Name:该材料的编码即通常所说的“料号”。
Head:规定该元件贴装时所用的贴装头序号(远离 Moving Camera 的那个为 Head1)。
Bad:用于机器自动跳过坏板的“Bad Mark”序号,整板程序时可区分同名元件属于那一块板。
Fid.: 用于设定 POINT FID.、LOCAL FID.等。详见“Fiducial”一节讲述。
单击可以选择“Execute”(正常贴装)或“Skip”(此时为过板模式即 Pass Mode)。
该键按下后可以用鼠标直接在“Skip”一栏的
方框里打“X”以便跳过某一元件,否则不能
进行以上操作,以防止误操作导致元件漏空。