yamaha贴片机培训教材,yamaha贴片机编程培训,yamaha培训中心教材[1].pdf - 第91页
4 ) Object No.: 检测目标体的顺序号。 Pattern: 目标体的注释名。 p…: 目标体的对应元件编号,与 栏对应,可以不输入。 Skip: 是否跳过目标体的检测。 Exec: 执行条件序号,与前面的 Exec Spec 对应,默认为 1 。必须输入。 YVPXg 培训 教 材概要 14/19 Date: 18 Jan 2006
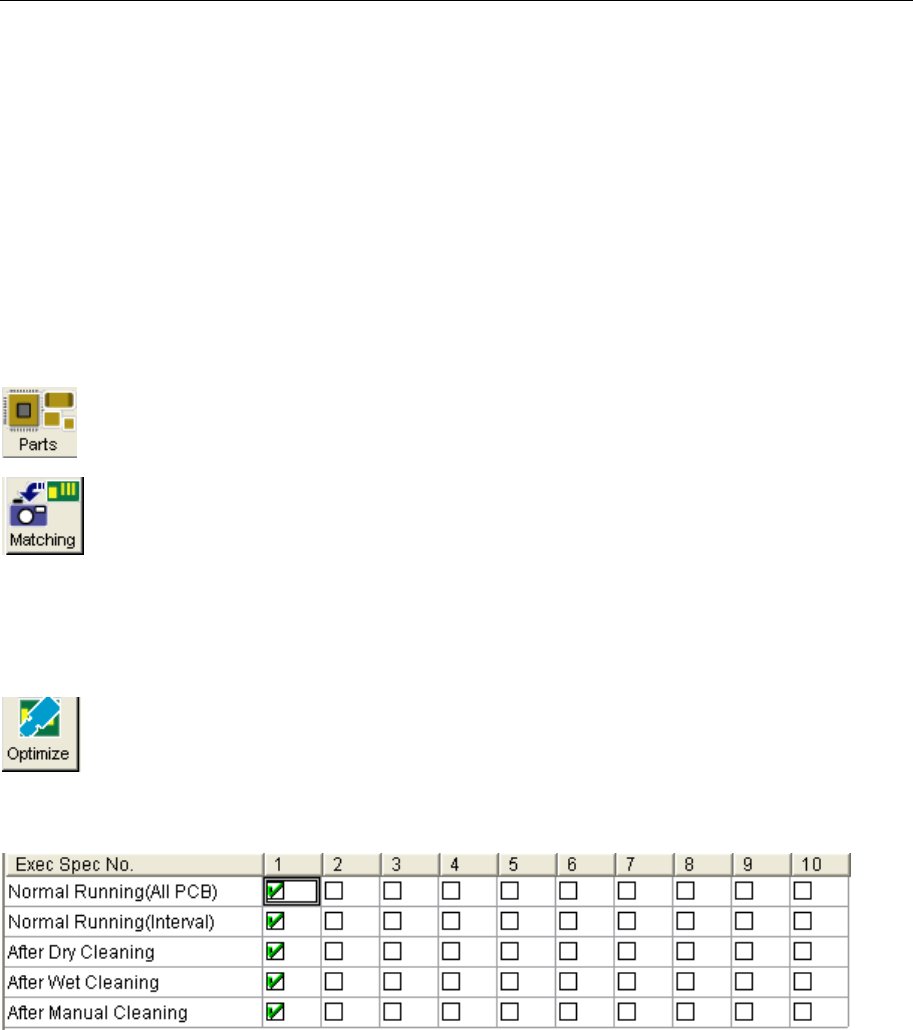
F:是否所有板都要检查。
G:是否间隔一定数量的板后来检查。
H:间隔板的数量。
I:是否在自动干洗完后进行检查。
J:是否在自动湿洗完后进行检查。
K: 是否在手动清洗完后进行检查。
:元件的注释名称,可以不用。
:自动匹配视野坐标。2D 检查的相机视野范围是 20*15(mm),在
一个视野范围内,可以检查若干个目标体,在做程序是,只需做目标体的
坐标,而视野坐标可以用 matching 功能自动获得。
:自动优化检测目标的顺序,以提高效率。
2)Exec spec
检测目标体的执行条件,不同的目标体可以设置不同的执行条件。
3)VIEW
视野坐标栏,可以不用做,用 Matching 功能自动获取。可在此栏调整 2D
相机的光度,以便测试目标体时能顺利通过。若 SKIP 了视野坐标,则所有
用到此视野坐标的目标体都不检测。在调整目标体时,一定要将 2D 相机移
动到对应的视野坐标,否则将检测不到目标体。
YVPXg 培训教材概要 13/19
Date: 18 Jan 2006
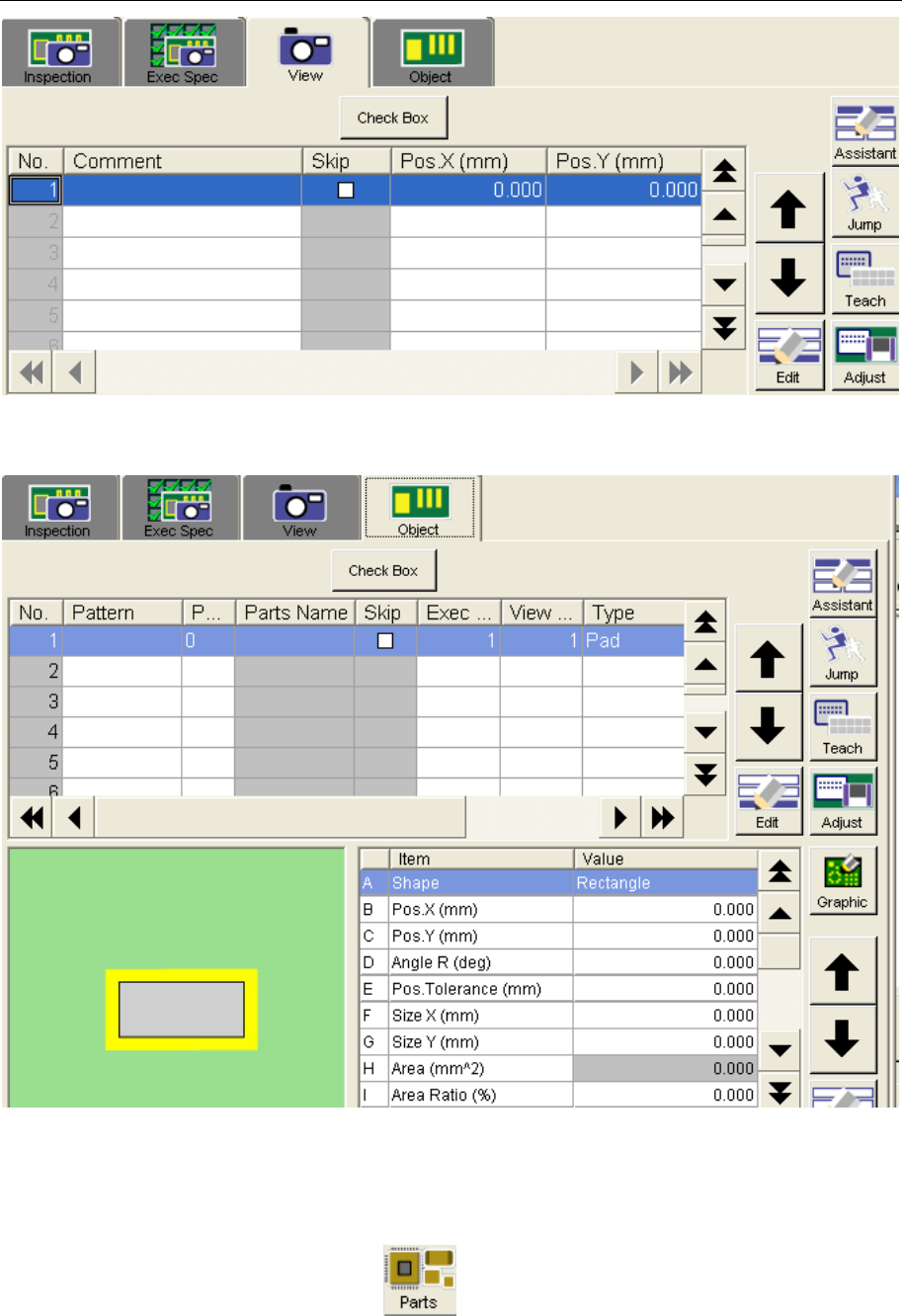
4)Object
No.:检测目标体的顺序号。
Pattern:目标体的注释名。
p…:目标体的对应元件编号,与
栏对应,可以不输入。
Skip:是否跳过目标体的检测。
Exec:执行条件序号,与前面的 Exec Spec 对应,默认为 1。必须输入。
YVPXg 培训教材概要 14/19
Date: 18 Jan 2006
View:视野坐标代号,与 中坐标对应,可以不输入,用 Matching 功能
自动匹配。
Type:检测类型,有两种,焊盘和桥联。焊盘主要监测多锡,少锡和移位。
桥联检测联锡。
PosX,PosY:目标体的 X,Y 坐标。用 Teching 功能来拾取。
A:焊盘形状,有长方形和圆形。
B,C:目标体的坐标位置。
D: 目标体的位置角度。
E:位置容差范围,判断是否移位
F,G:焊盘的长度和宽度。要正确输入。
H: 焊盘的面积。
I: 焊盘的面积比率,用来判断多锡和少锡。
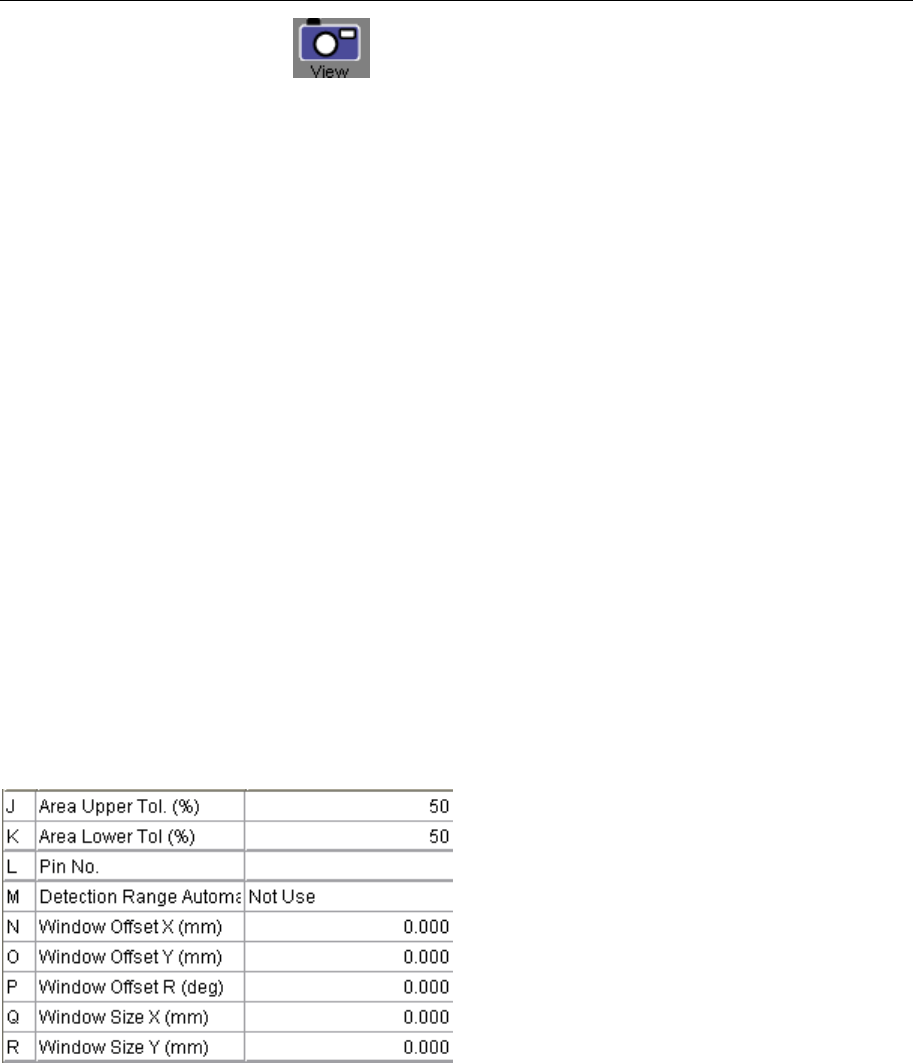
J:面积容差上限,判断多锡。
K: 面积容差上限,判断少锡
L:引脚号。
M:是否使用自动检测窗口。
N:检测窗口的 X 方向偏移量,一般为零。
O: 检测窗口的 Y 方向偏移量,一般为零
YVPXg 培训教材概要 15/19
Date: 18 Jan 2006