yamaha贴片机培训教材,yamaha贴片机编程培训,yamaha培训中心教材[1].pdf - 第66页
Operation t r aining course for YG100 第 2 2 页 Tr a y 参数 值,如 T r ay Height 设为 1 ,则机器认为该 Tr a y 高出默认高度 1mm 吸取材料时 Head 就自动向 上提高 1mm 的高度,设为负数则相反的吸嘴会向下多压 1mm 。 W asted Space Lef t :从该 Tr a y 设定的站位开始向左方向有多少个站位不能在安装其他 Feeder , …
Operation training course for YG100 第 21页
Comp. Tolerance:机器识别元件时允许的误差范围。
Search Area:机器识别元件时的搜索范围。
Datum Angle:通常情况下机器对方向的规定是“上北、下南、左西、右东”更改这个参数可以
改变机器对方向的规定,如设为 180 度,则变为“上南、下北、左东、右西”。
Comp. Intensity:规定元件的最小亮度,如设为 30,当某个元件识别时平均亮度小于 30 则机器
会以不良材料处理将其抛掉,适当设定该参数会一定程度上避免产品“漏件”。
Multi MACS:机器用来进一步补偿 Ball Screw 加工误差的装置,分别安装在机器 Head Unit 的
左右两侧。
Lighting Mode:有“Normal”、和“Advancad”两个选择,选择“Normal”则接下来的 c、d、e
三个参数无效,上述 H 参数有效,此时 Light Coax、 Light Main 和 Light Side三种灯光的 Lighting
Level 只能一同增减;选择“Advanced”则接下来的 c、d、e 三个参数
有
效,上述 H 参数
无
效,
此时 Light Coax、 Light Main 和 Light Side 三种灯光的 Lighting Level 可以分别设定,以达到最
好的识别效果(此为 YG100 新增功能)。
Main Lighting Level
、
Coax Lighting Level
、
Side Lighting Level:分别设定三种灯光的亮度级别。
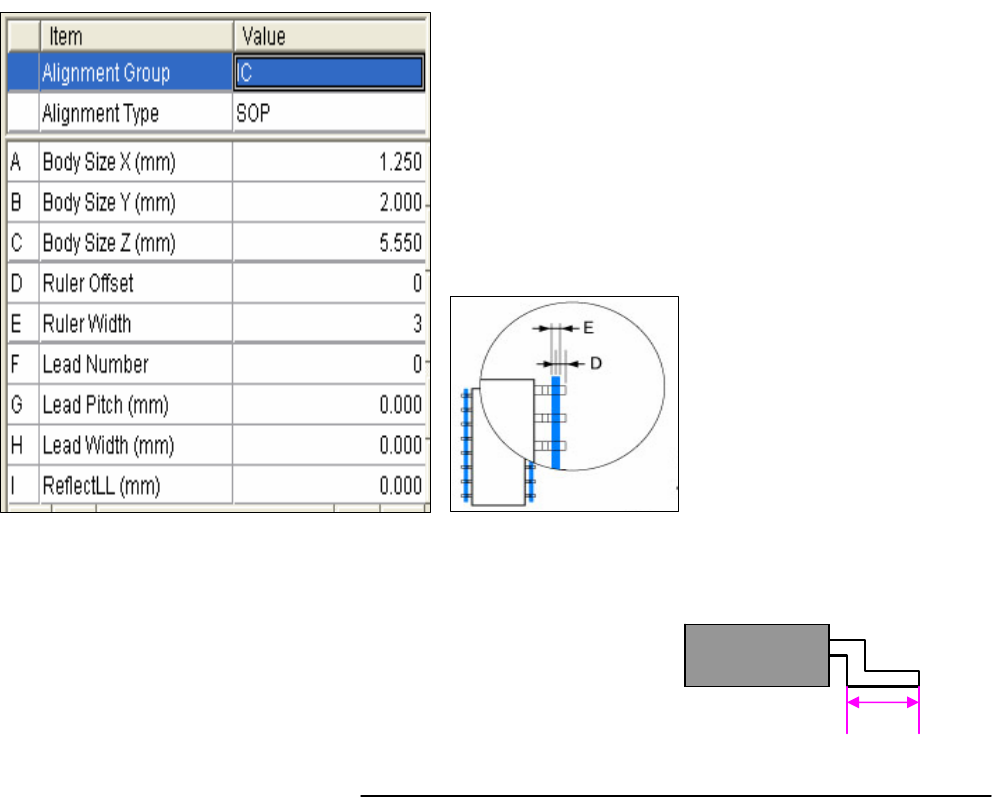
Shape 参数
Leader Pitch:被测元件相邻两管脚之间的间距(需从相邻管脚的同一位置测算)。
Leader Width:元件的管脚宽度。
Reflect LL:元件管脚可反光的部分的长度,对于一般的
IC 管脚来说都有一段弯曲的形状,应该只计算外端水平延
伸的一段。如右图 I 所示。
A
li
g
nment Group
、
Alignment Type:详见前述“Basic
”
一节讲述。
B
od
y
Size X
、
Y
、
Z:分别设定元件的长宽厚等参数。
R
uler O
ff
se
t
:识别元件时会虚拟一个的标尺线,通
过 Ruler Offset 可以设定该标尺的位置,该值越大则
测定位置越靠近元件内侧,如左下图“D”所示。
Ruler Width:机器识别元件
时的标尺线的宽度,如下右
图“E”所示。
Leader Number:元件单侧
的管脚数量。
I
Operation training course for YG100 第 22页
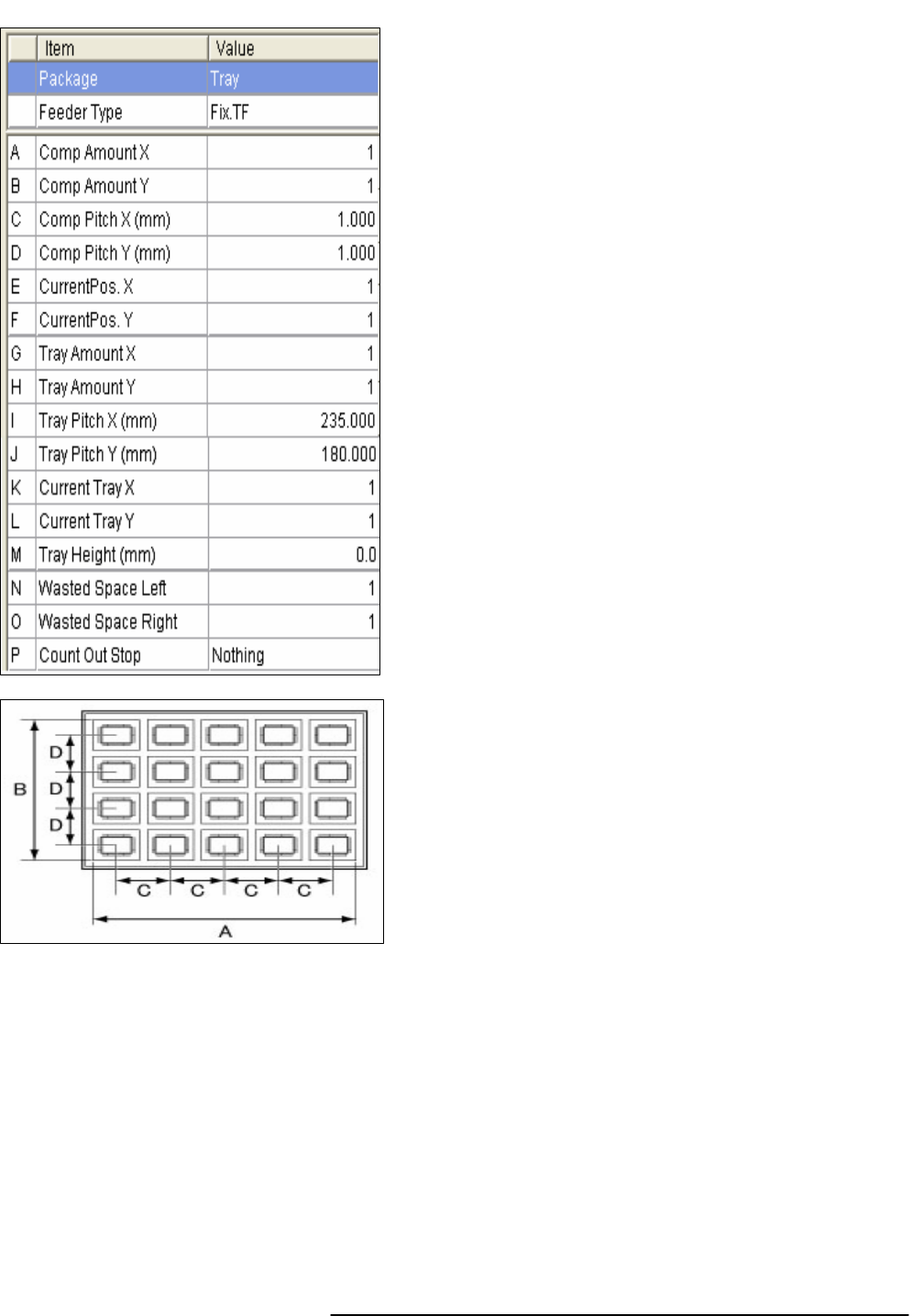
Tray 参数
值,如 Tray Height 设为 1,则机器认为该 Tray 高出默认高度 1mm 吸取材料时 Head 就自动向
上提高 1mm 的高度,设为负数则相反的吸嘴会向下多压 1mm。
Wasted Space Left:从该 Tray 设定的站位开始向左方向有多少个站位不能在安装其他 Feeder,
以便机器优化程序时自动保留空站位。
Wasted Space Right:从该 Tray 设定的站位开始向右方向有多少个站位不能在安装其他 Feeder,
以便机器优化程序时自动保留空站位。
Count Out Stop:设定料盘里的元件使用完毕后是否停机报警,“Nothing”表示不停机,直接从
第一个位置重新开始,“Stop”表示停机并报警。
这里讲述 Tray 参数里 Fix Tray 为例
Package
、
Feeder Type:参见“Basic”一节讲述。
Comp Amount X:同一个 Tray 盘中沿 X 方向元件的
个数(如左图中为 5)。
Comp Amount Y:同一个 Tray 盘中沿 Y 方向元件的
个数(如左图中为 4)。
Comp Pitch X:沿 X 方向相邻两个元件之间的间距。
Comp Pitch Y:沿 Y 方向相邻两个元件之间的间距。
Current Pos. X:当前吸取的元件在料盘中沿 X 方向
的位置,其数值用材料个数表示。。
Current Pos. Y:当前吸取的元件在料盘中沿 X 方向
的位置,其数值用材料个数表示。
Tray Amount X:在机器 Tray 盘上沿 X 方向的料盘
的个数。
Tray Amount Y:在机器 Tray 盘上沿 Y 方向的料盘
的个数。
Tray Pitch X:在 Manual Tray 上沿 X 方向相邻两个
料盘之间的间距。
Tray Pitch Y:在 Manual Tray 上沿 Y 方向相邻两个
料盘之间的间距。
Current Tray X:当前使用的料盘沿 X 方向的位置。
Current Tray Y:当前使用的料盘沿 Y 方向的位置。
Tray Height:设定吸取材料时 Head 下降高度的补偿
Operation training course for YG100 第 23页
Option 参数
机器会从组号小的元件到组号大的元件按顺序贴装,如果低组的元件缺料,机器不会继续贴装,
会一直等用尽的材料补充好并贴装完成后在贴装大组号的元件。其中 0 表示没有分组。
Use Feeder Optimize:设 为 Yes 则表示优化程序时允许该材料移动料站优化,即让机器自动分配
站位,设为 NO 则允许该材料移动料站优化,优化后站位不变(详见下述程序优化一节)。
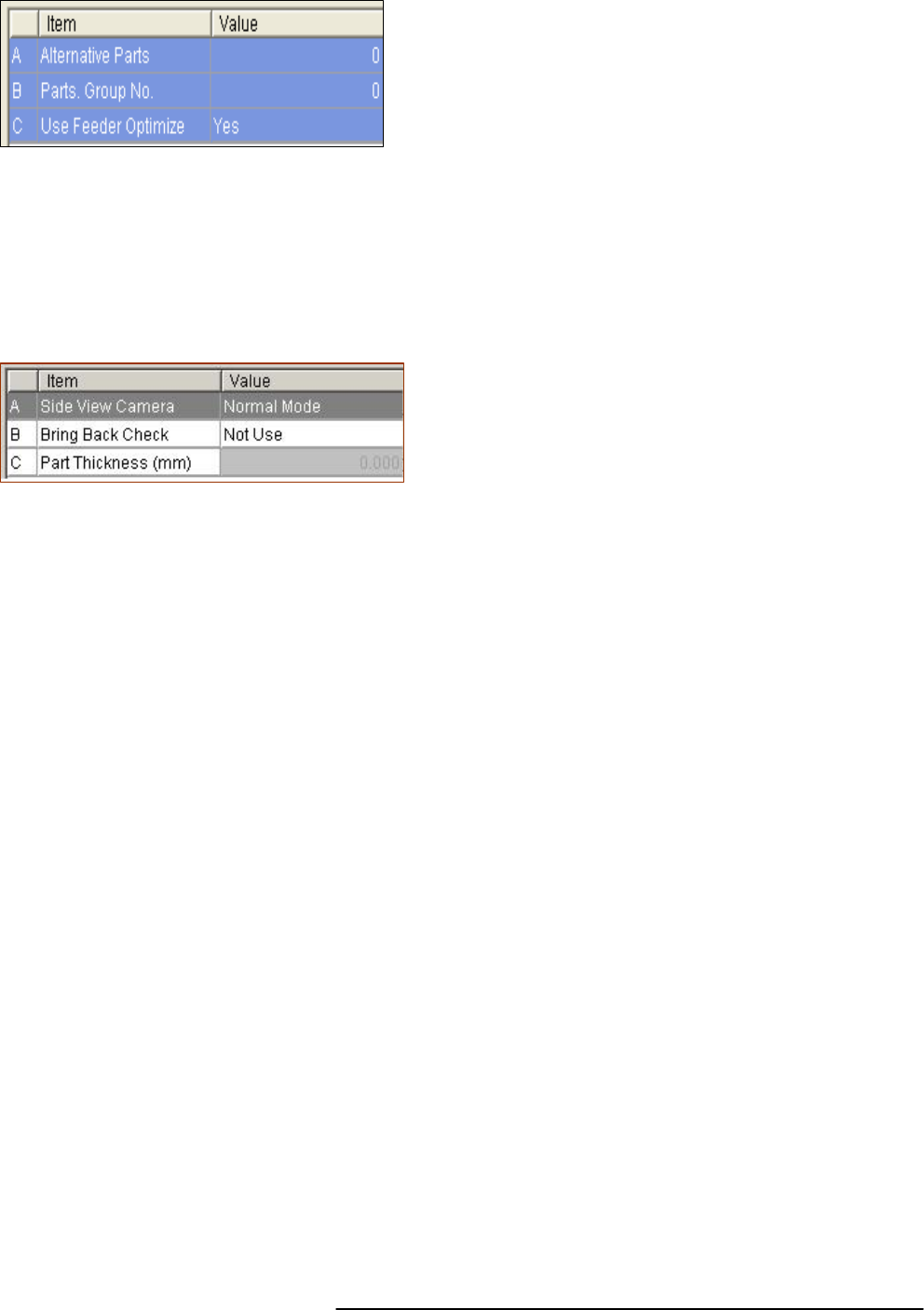
SideView 参数
选择。Not Use 表示关闭该功能;Normal Mode 则是普通方式,此时机器自动默认元件厚度的
50%作为识别允许误差;Detial 模式下机器将允许用户通过接下来的 C 参数设定允许误差。
Biing Back Check:选择了 Use 后机器将通过侧面视觉相机检测元件贴装后是否被吸嘴带回。
Part Thickness(mm):设定元件厚度的允许误差,以供机器判断元件是否合格。
Alternative Parts:设定某两站材料为互补材料,当
一站缺料时机器会自动使用其互补材料。
Parts Group No:当元件由于高度不同需要按照一定
的顺序贴装时可以通过这个参数将材料分成若干组,
S
ide View Camera:YG100 可以选配侧面视觉相机,
用于检测元件厚度以及贴装后元件是否带回等功
能。有“Not Use”、“Normal Mode”、“Detial”三项