yamaha贴片机培训教材,yamaha贴片机编程培训,yamaha培训中心教材[1].pdf - 第49页
Operation t r aining course for YG100 第 5 页 Origin :单击此按钮机器各运动轴会回到原点位置。每次开机后必须执行回原点的动作后才可 以操作机器, HEAD 原点在机器内部的左下方处。 Wa r m U p :暖机按钮。当机器长时间关机再次启动后需要执行暖机,原厂建议暖机 10 分钟左 右为宜。 Cycle S top : 完成当前循环后停止。 如果该按钮被按下, 则机器生产完毕当前正在贴装…
Operation training course for YG100 第 4页
2.3.5 YG100 主画面
主画面除了上述状态栏外可分为“按钮区”、“窗口区”两部分(如下图示),在左边的按钮
区每个按钮被按下后在右边的窗口区都会有不同的窗口出现,分别执行不同的功能。
下面我们按照按钮顺序分别介绍
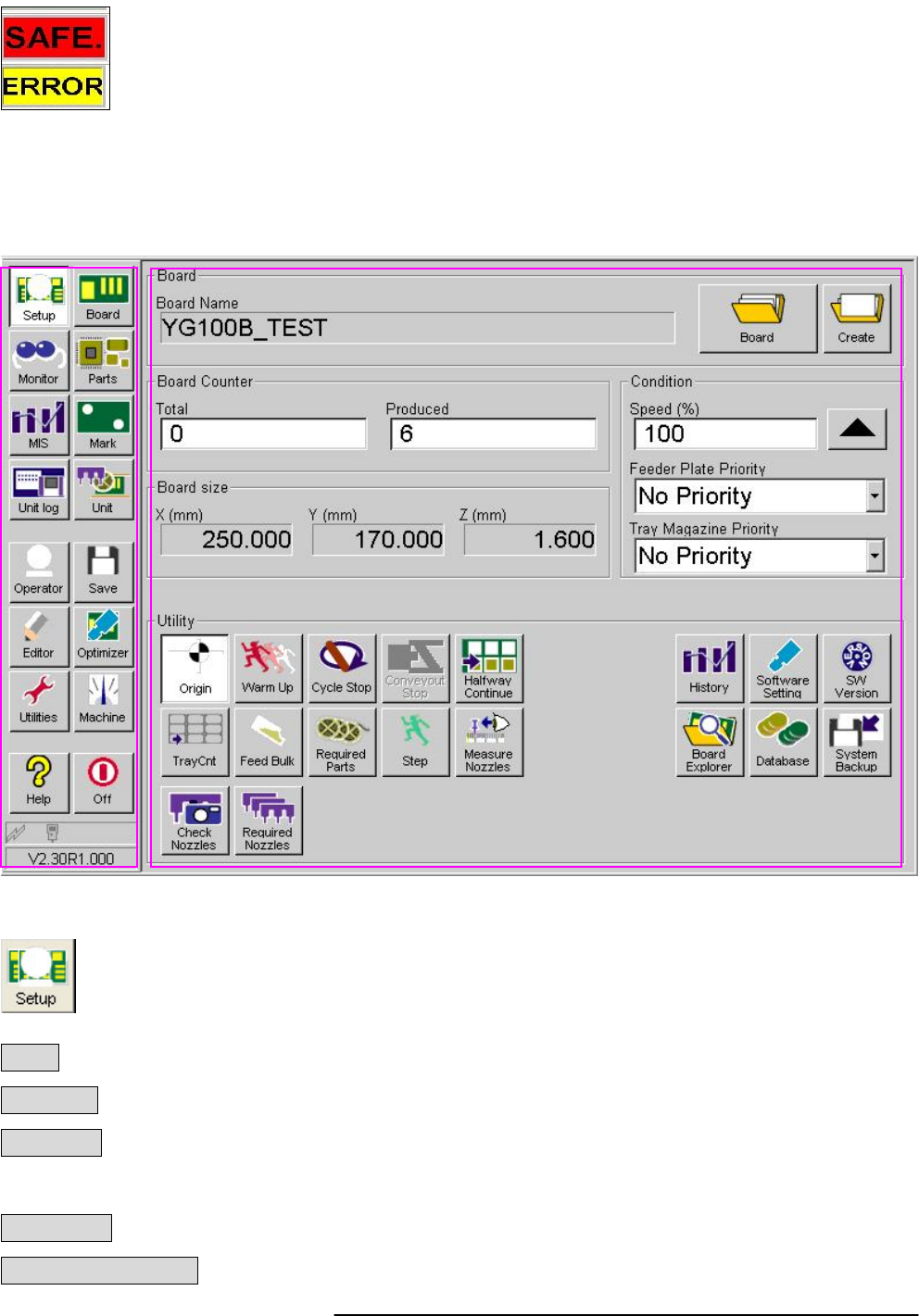
“Setup”:按钮按下后的窗口画面如上图所示,窗口区的各部分介绍如下:
“Board Name”: 方框里显示的是当前生产的产品的程序名称,用于区别不同产品
的程序,程序名的最大长度为 20 各字符。
Total :方框里的数字是当前产品的预定计划量,机器生产完成该计划量后会自动停机并报警。
Produced : 方框里显示的数字是当前时刻已经生产的产品的数量,机当前产量。
Speed(%) :表示当前的运行速度,我们可以单击右侧的三角按钮选择设定机器的整体运行速度,
也可以直接在方框里通过键盘输入。
Board Size :X、Y、Z 分别表示当前生产的 PCB 的长、宽、以及厚度。
Feeder Plate Priority :在使用不停机换料时可以通过这个参数设定 Feeder Plate 的优先顺序。
该标记表示机器处于安全停止状态位状态,消除掉安全停止的原因后才可以运行。
该标记表示机器处于错误报警状态,如吸料错误,识别错误等。
按
按
钮
钮
区
区
窗
窗
口
口
区
区

Operation training course for YG100 第 5页
Origin :单击此按钮机器各运动轴会回到原点位置。每次开机后必须执行回原点的动作后才可
以操作机器,HEAD 原点在机器内部的左下方处。
Warm Up :暖机按钮。当机器长时间关机再次启动后需要执行暖机,原厂建议暖机 10 分钟左
右为宜。
Cycle Stop :完成当前循环后停止。如果该按钮被按下,则机器生产完毕当前正在贴装的 PCBA
后停止运行,而且当前 PCBA 不会被送出机器,以便进行坐标检查、校正等工作。
ConveyOut Stop :送出后停止。如果该按钮被按下,则机器生产完毕当前已经进入机器传送轨
道的所有 PCBA 后停止运行,而且这些贴装完毕的 PCBA 会被送出机器的传送轨道。
HalfWayContinue :中途继续按钮。在一块 PCBA 没有成产完毕的中途如果因为操作者手动中
断生产对程序进行编辑或者其他异常原因停机后可以单击该按钮根据提示操作使机器接着停
机的断点继续完成贴装。
TrayCnt:Tray 编辑器。单击此按钮可以系统会弹出一个当前使用 Tray 盘的列表,用户可以对
每一个 Tray 盘指定机器从那一个的元件开始吸取。
FeedBulk:仅适用于贴装散料的 Bulk Feeder,此种类型的 Feeder 一般客户不会配置,不再详述。
RequirdeParts:单击该按钮机器会显示当前程序的排料表,用户可以根据排料表安装材料到相应
的站位。
Step:单步运行模式,操作者可以通过该功能令机器在任一运行时刻暂停,如“吸取之前”“吸
取之后”“识别之前”“识别之后”“贴装之前”“贴装之后”等等,多用于新程序的调校时便于
对某一动作时刻的观察。
MeasureNozzle:吸嘴测量,单击该按钮机器会通过“SideViewCamera”测量吸嘴的高度状况。
CheckNozzle:吸嘴检测,单击该按钮机器会通过“Multi Camera”检测吸嘴状况,如吸嘴端部
是否粘有锡膏等状况。
History:该按钮用于对机器的生产记录进行保存、清除等操作。
SoftwareSetting:软件设定,用于设定机器的操作权限、显示模式等信息,一般不允许用户随意
更改设定。
SW Version:一般用于显示机器的版本等信息。
BoardExplorer:程序资源管理器,用于对程序复制、重命名、删除、移动等操作。也可用于硬
盘和软盘的程序互相复制等,同时可以在硬盘建立不同的文件夹用来管理和存放程序。
DataBase:用于对机器的 Mark Data Base 以及 Part Data Base 进行备份、恢复等操作一般用户没
有操作权限。
SystemBackup:对机器参数的备份、恢复等,除了系统管理员以外一般用户没有操作权限。
Operation training course for YG100 第 6页
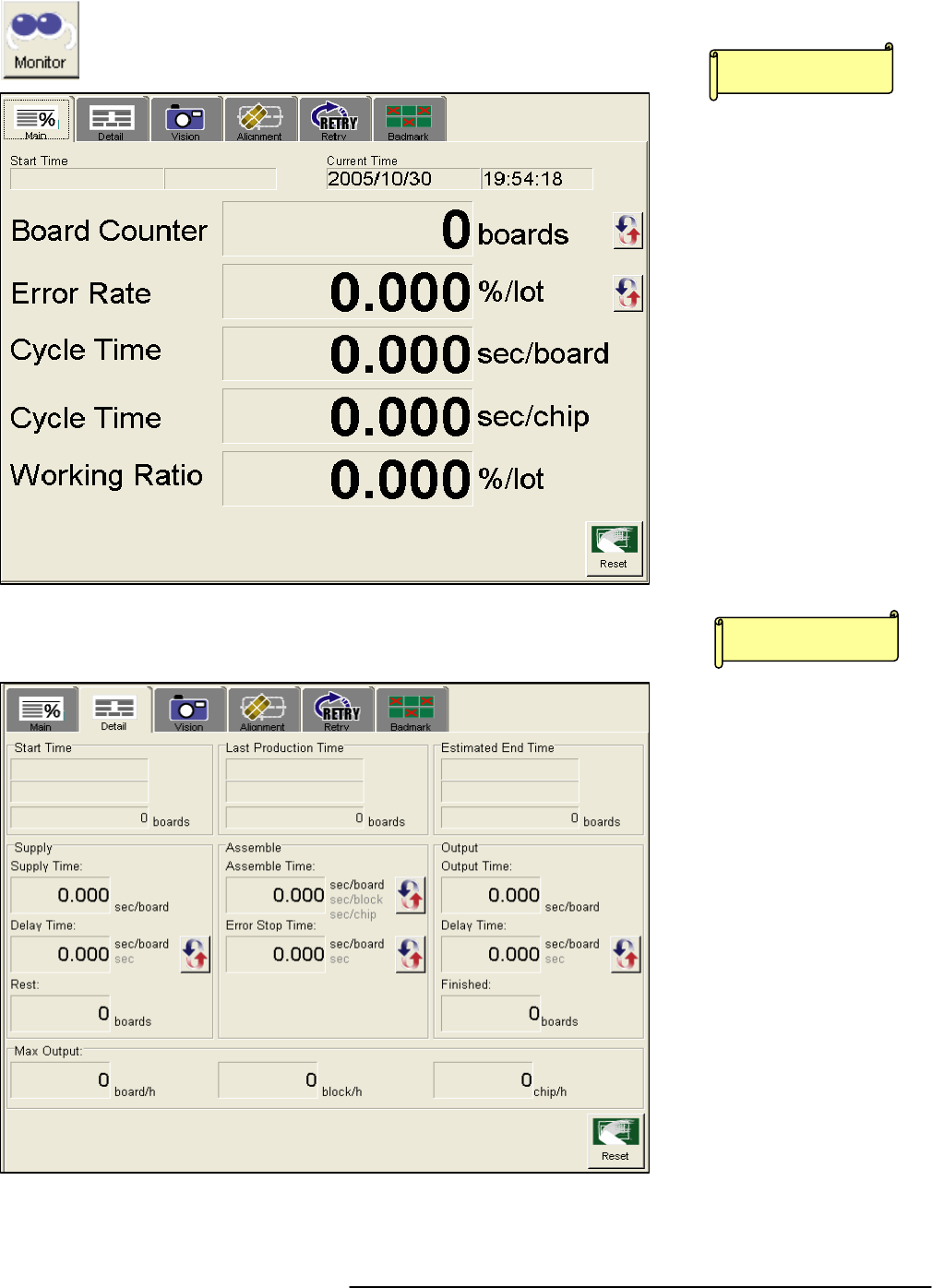
2.3.6 MONITOR 画面
“Monitor”按下按钮后机器窗口区出现“Main”、“Detail”、“Vision”、“Alignment”、“Retry”
以及“Bad mark”等几个标签。
“Board Counter”:输出当
前已生产的产品的产量,单
击右边的往复箭头还可显
示拼板产量。
“Error Rate”:输出当前的
错误率。单击右边的往复箭
头可以显示吸取率、推测错
误率及推测吸取率等各种
数据。
“Cycle Time”:每一片产
品的生产周期。
“Cycle Time”:每一元件的
贴装速度。
“Working Ratio”:机器运行的工作效率。
“Reset”按钮:单击此按钮可以清除掉上述各种生产信息。
“Start Time”:机器运行时
显示当前程序开始生产的
时间。
“Last Production Time”:最
后停止时间,运行中将显示
当前时间。
“Estimated End Time”:预
计完成生产计划的时间。
“Supply”:该区域的三个
项目分别向用户输出“PCB
送入时间”、“机器进板侧等
待机板的时间”以及“预定
计划剩余量”等信息。
“Assemble”:该区域分别向用户输出“实际贴装时间”和机器运行过程中的“出错停机时间”。
“Output Time”:在该区域的三个项目中分别显示的是“基板传出时间”、“基板传出等待时间”
“Main”标签
“Detail”标签