BM料架治具使用手册.pdf - 第55页
Feeder Inspection Unit 4.1 Adjusting Wheel Position 4.1−12 DX1OEC−31−240−B0 Adjustment Procedures [Pneumatic Feeder] • Seen from the front of the feeder (from the side feed wheel is visible) Feed wheel Back stop lever Ba…
4.1 Adjusting Wheel Position
Feeder Inspection Unit
4.1−11
DX1OEC−31−240−B0
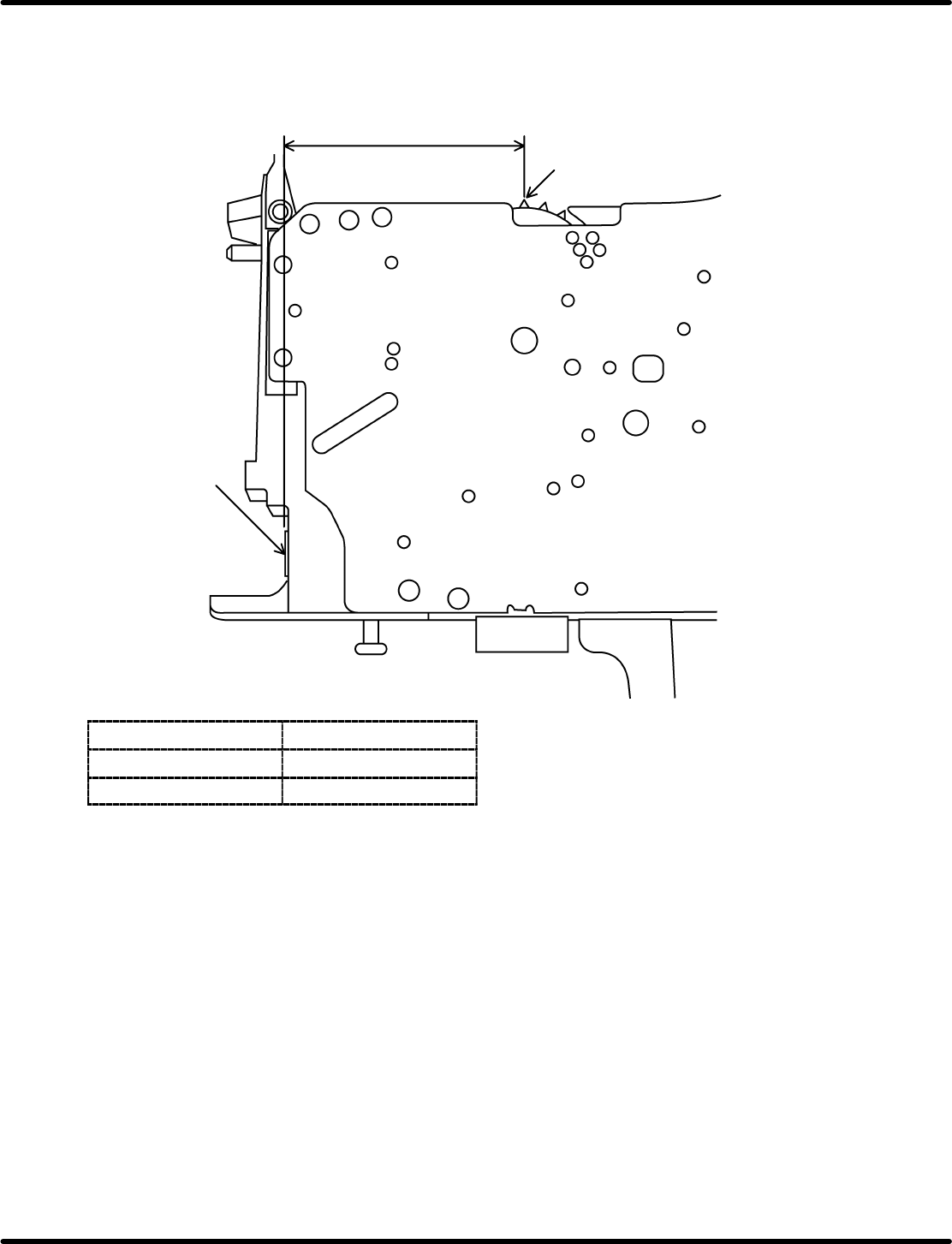
=Specification=
Motorized feeder
Measure the dimension ‘A’ in the illustration below.
A
Air conductor
Feed wheel tooth
(center line of feed wheel)
Feeder type (width)
Standard value (A)
12 to 24 mm 78±0.15 mm
32 to 72 mm 78±0.3 mm
Feeder Inspection Unit
4.1 Adjusting Wheel Position
4.1−12
DX1OEC−31−240−B0
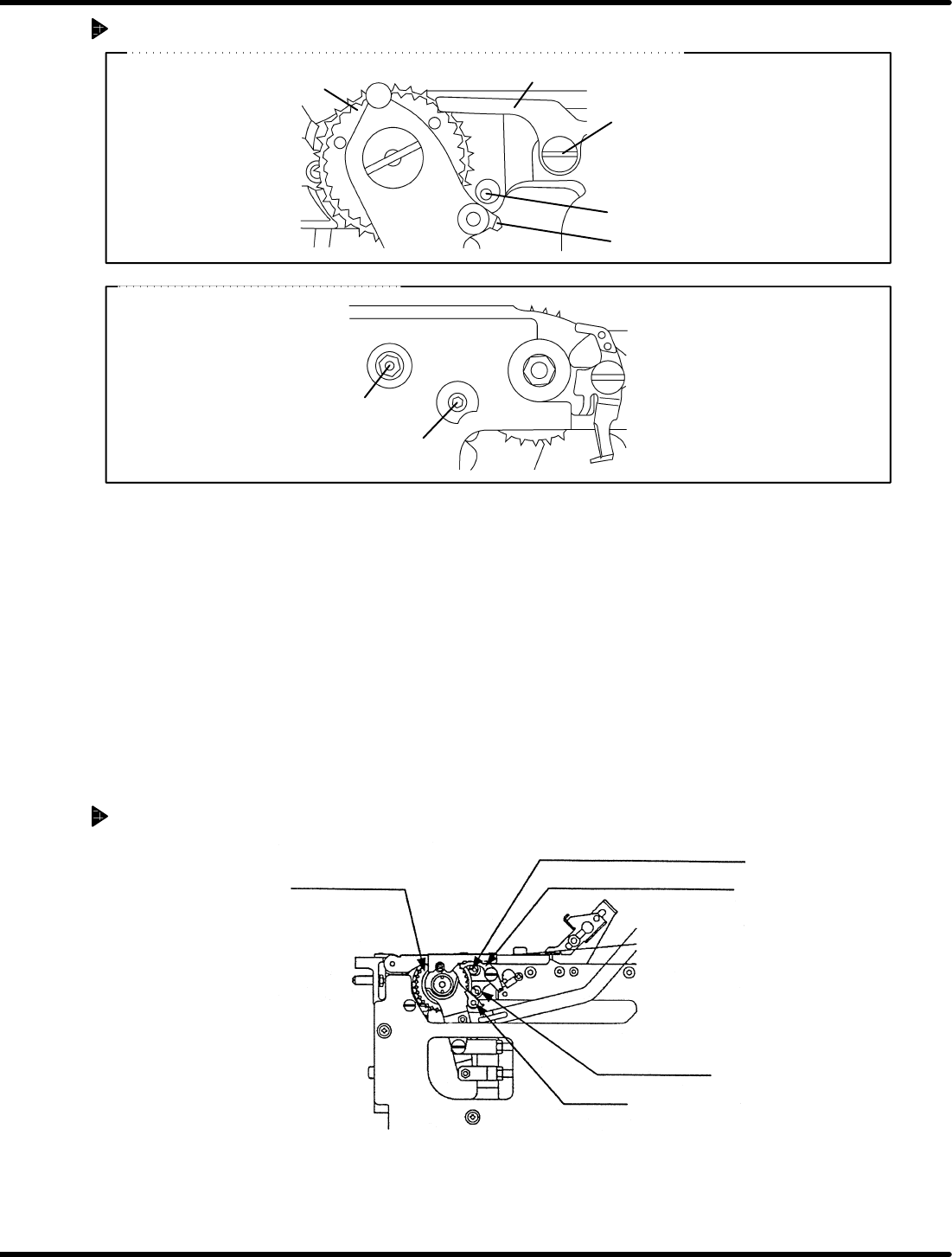
Adjustment Procedures [Pneumatic Feeder]
• Seen from the front of the feeder (from the side feed wheel is visible)
Feed wheel
Back stop lever
Back stop eccentric pin
Stopper eccentric pin
Feed claw
Back stop eccentric pin
Stopper eccentric pin
• Seen from the back of the feeder
1. Loosen the set screws for back stop eccentric pin and for stopper eccentric pin using a screwdriver
and a box wrench.
2. Rotate the back stop eccentric pin to adjust so that the feed wheel tooth may fall within the standard
value range of the stop position. Then secure the back stop eccentric pin.
3. Rotate the stopper eccentric pin and make adjustment so that the feed claw tooth may be engaged
with the root of the ratchet wheel. Then secure the stopper eccentric pin.
4. Feed the feeder to check the feed wheel tooth position every six teeth. Repeat this check five times
and make sure the position falls within the above−mentioned standard range. (This is for measuring
several points within one complete turn.)
If the wheel tooth edge not within the range, make readjustment from the step 1.
=HINT=
Setting the ‘FEED TIMES’ switch between 2 and 4 when feeding makes adjustment easier.
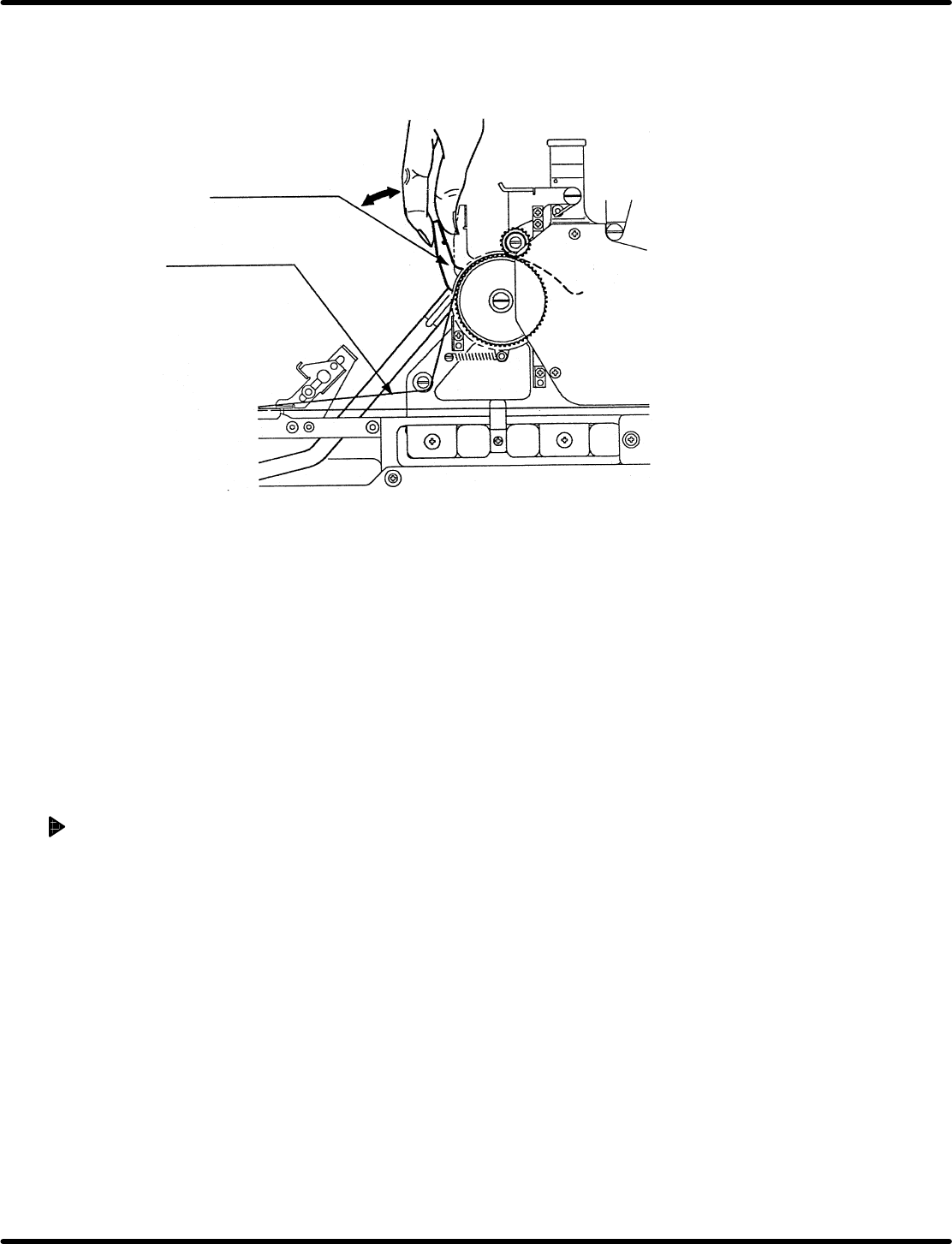
Adjustment Procedures [Pneumatic Double Feeder]
Feed wheel
Positioning pin
Back stop eccentric pin
Feed claw
Back stop lever
1. Close the main cock of the air for the adjust unit. (This stops supplying air.)
2. Loosen the bolts for back stop eccentric pin and for positioning pin using a screwdriver and a box
wrench. (Use a screwdriver and a box wrench.)
4.1 Adjusting Wheel Position
Feeder Inspection Unit
4.1−13
DX1OEC−31−240−B0
3. Rotate the positioning pin to adjust so that the feed wheel tooth may fall within the standard value range
of the stop position. (Secure the pin temporarily.)
4. Reciprocate the link lever about 10 times and make sure the position falls within the standard range
on the average.
Link lever
Carrier tape
5. Reciprocate the link lever slightly (not to let it be fed by one pitch) and rotate the back stop eccentric
pin so as not to move the tooth top of the feed wheel.
6. In this state, tighten the back stop eccentric pin temporarily and check that the tooth top of the feed
wheel does not move when reciprocating the link lever slightly.
If the tooth top of the wheel moves when the link lever is moved, make readjustment from the step 3.
7. After adjustment, re−tighten the back stop eccentric pin and positioning pin. The procedure is
completed after checking the followings.
=CHECK=
• Reciprocate the link lever and make sure the feed wheel tooth may fall within the standard value
of the stop position.
• When reciprocating the link lever slightly, check that the tooth of the feed wheel does not move.
(In other words, the wheel does not move by one pitch even if the link lever is moved.)
Adjustment Procedures [Motorized Feeder]
For motorized feeders, changing to the adjustment mode enables the position of the feed wheel to be
fine−adjusted with accuracy of 0.05 mm.
=REFERENCE=
Refer to the ‘Operation Manual of the Tape Feeder’ for details on the adjustment mode.
After adjustment, proceed the feed wheel and check the feed wheel tooth position every 12 teeth. Repeat
this check five times and make sure the position falls within the above−mentioned standard range.
=HINT=
For motorized feeders, setting the length of feed to 48 mm allows you to proceed to 12 teeth every
time feeding is carried out. Therefore, it is advisable to set the length of feed to 48 mm when
making checks.