NXT-II 系统手册.pdf - 第153页
QD142-06 4. 生产 NXT II 系统手册 133 4.12.8 H08 工作头的 4 吸嘴应用 使用 H08 工作头进行生产时,能够应用 4 个吸嘴。 由此,对应 H08 工作头的元件尺寸如下。 另外,4 吸嘴应用和通常应用能够以同一 贴装周期时间进行贴装。 应用方法 请在 Fuji Flexa 上,将对应 H08 工作 头的元件分配给搭载了 H08 工作头的模组,并进行优 化处理。机器会判断最合适的应 用并进行生产。 限制…
4. 生产 QD142-06
132 NXT II 系统手册
4.12.7 H04 工作头的 2 吸嘴应用
使用 H04 工作头进行生产时,能够只应用 2 个吸嘴或 1 个吸嘴。因此,对应 H04 工作头的元
件尺寸如下所示。另外,在带元件有无确认传感器的工作头和没有带该传感器的工作头中,
所对应的元件尺寸有所不同。
备注 )
1.2x2 吸嘴应用就是将大的元件分配给吸嘴头 A、C,将小的元件分配给吸嘴头 B、D 后,
最大使用 4 个吸嘴进行生产。(根据优化的结果,也有可能不使用全部 4 个吸嘴。)
2.2 吸嘴应用就是最大只使用吸嘴头 A、C 的 2 个吸嘴,并分配 4 吸嘴应用所不能生产
的较大的元件进行生产。
3.元件尺寸就是进行影像处理的尺寸 (元件主体尺寸 + 引脚的长度)。
4.影像处理区域是以吸取位置为中心被决定。因此,如果设定了吸取修正值 X(Y),元
件尺寸为按照以下公式算出的数值。
[ 影像处理时的元件尺寸 X (Y)] = 元件尺寸 X (Y) + [ 吸取修正值 X (Y)] x 2
应用方法
请在 Fuji Flexa 上,将上表中的元件分配给搭载了 H04 工作头的模组并进行优化处理。机
器在判断出最合适的应用后进行生产。
限制事项
2 吸嘴应用时,当不使用的吸嘴头 B、D 上连接着超出φ 10mm 的吸嘴时,就有可能与吸嘴头
A、C 上吸取的元件发生干涉。因此请切换到 1 吸嘴应用。
应用 对应的元件尺寸
4 吸嘴应用 1608 ~□ 13 mm
2x2 吸嘴应用 大于□ 13 mm。
对角 19.8 mm 以下,并且 Y 方向 14 mm 以下
(在吸嘴头 B、D 中可以分配□ 11mm 以下)
2 吸嘴应用 Y 方向大于 14 mm,并且对角大于 19mm。
~ Y 方向 18mm 以下,并且对角 26mm 以下。
2 吸嘴应用
( 附有元件有无
确认传感器)
Y 方向大于 14 mm,并且对角大于 19.8mm。
~□ 15mm 以下,并且对角 21.5mm 以下。
1 吸嘴应用 Y 方向大于 18 mm,并且对角大于 26mm。
~□ 38mm 以下。
1 吸嘴应用
( 附有元件有无
确认传感器)
大于□ 15 mm,并且对角大于 21.5mm。
~□ 24mm 以下。
(1 吸嘴应用时,不能进行吸嘴有无确认。)
QD142-06 4. 生产
NXT II 系统手册 133
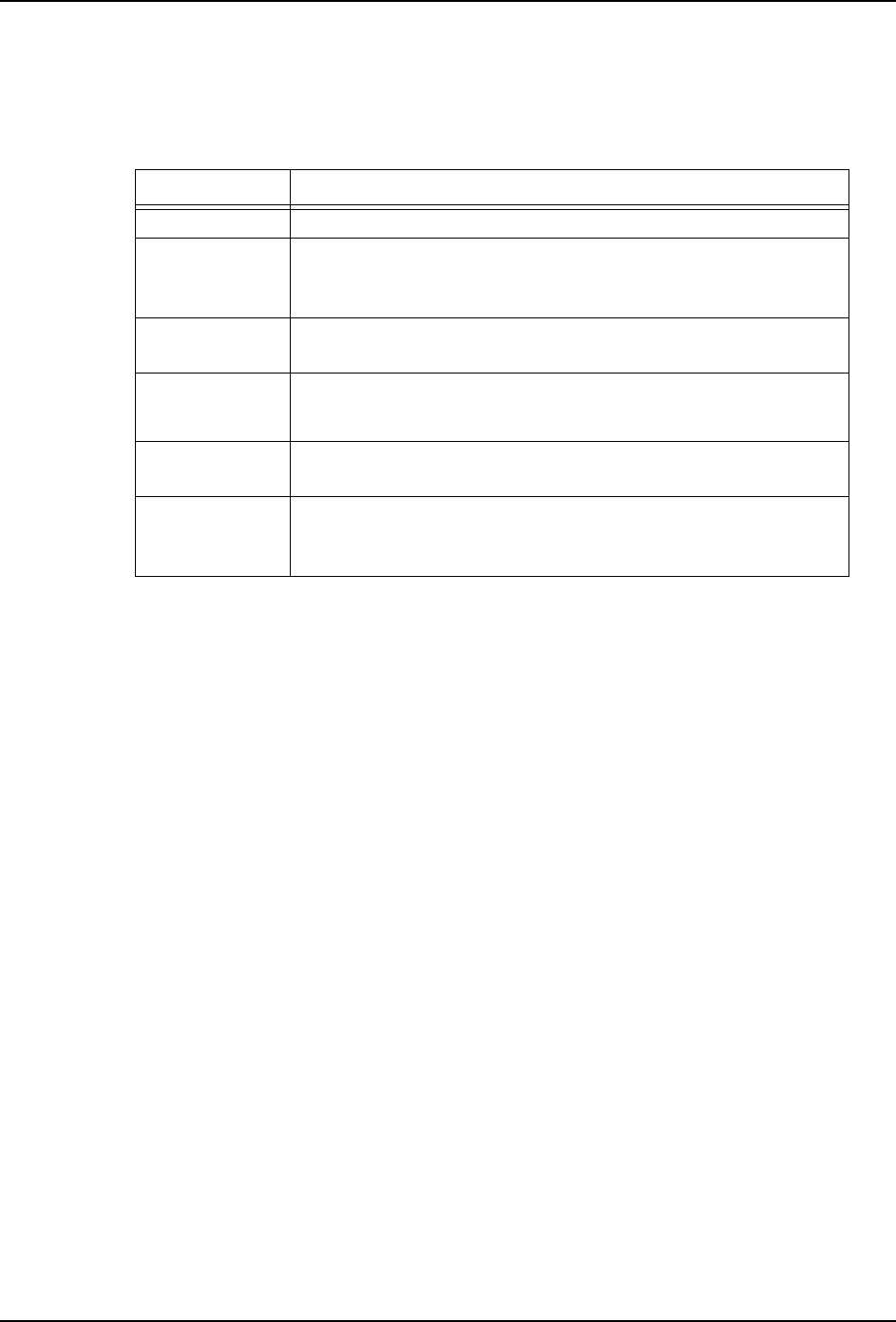
4.12.8 H08 工作头的 4 吸嘴应用
使用 H08 工作头进行生产时,能够应用 4 个吸嘴。
由此,对应 H08 工作头的元件尺寸如下。
另外,4 吸嘴应用和通常应用能够以同一贴装周期时间进行贴装。
应用方法
请在 Fuji Flexa 上,将对应 H08 工作头的元件分配给搭载了 H08 工作头的模组,并进行优
化处理。机器会判断最合适的应用并进行生产。
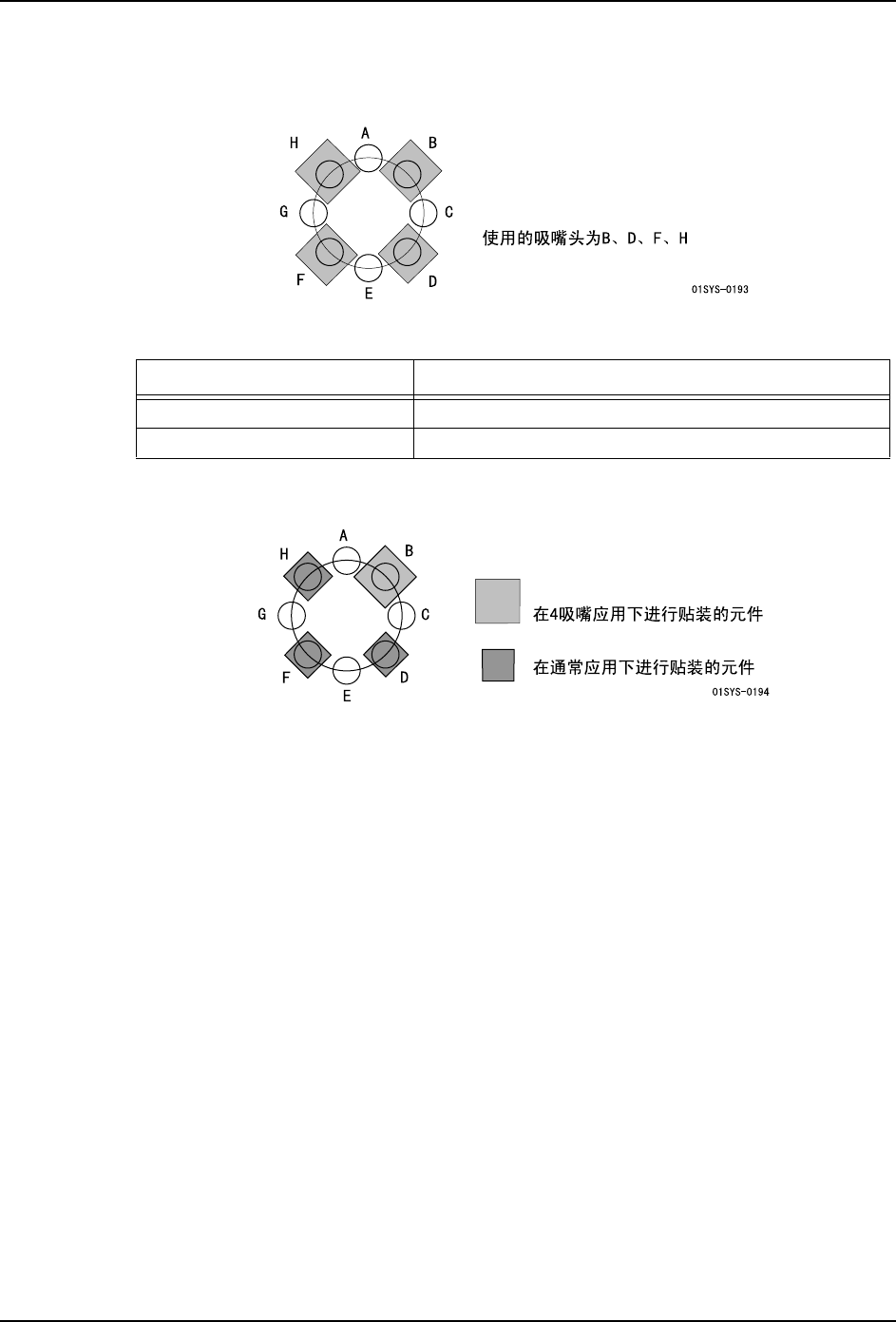
限制事项
在 4 吸嘴应用中使用的吸嘴头固定为 B、D、F、H。如果将这些吸嘴头设定成吸嘴头跳过,就
无法进行生产。
应用 对应的元件尺寸
4 吸嘴应用 □ 7.5 mm ~□ 12 mm
8 吸嘴应用 0402 ~□ 7.5 mm
4. 生产 QD142-06
134 NXT II 系统手册
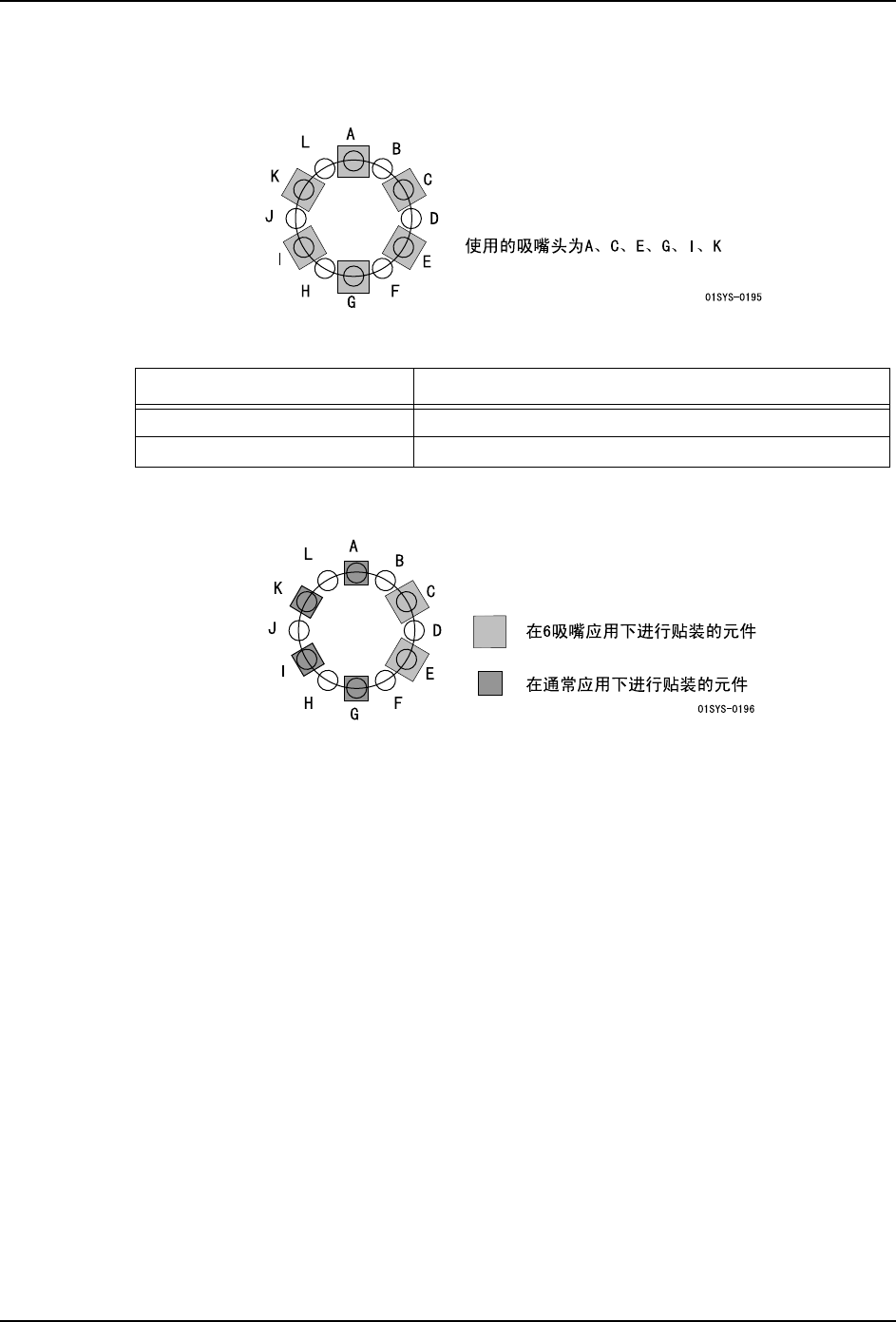
4.12.9 H12(S)、H12HS 工作头的 6 吸嘴应用
使用 H12(S) 和 H12HS 工作头进行生产时,能够应用 6 个吸嘴。
由此,对应 H012(S) 和 H12HS 工作头的元件尺寸如下。
另外,6 吸嘴应用和通常应用能够以同一贴装周期时间进行贴装。
应用方法
请在 Fuji Flexa 上,将对应 H012(S) 工作头的元件分配给搭载了 H012(S) 工作头的模组,
并进行优化处理。机器会判断最合适的应用并进行生产。
限制事项
在 6 吸嘴应用中使用的吸嘴头固定为 A、C、E、G、I、K。如果将这些吸嘴头设定成吸嘴头
跳过,就无法进行生产。
应用 对应的元件尺寸
6 吸嘴应用 □ 5 mm ~□ 7.5 mm
12 吸嘴应用 0402 ~□ 5 mm