NXT-II 系统手册.pdf - 第209页
QD142-06 4. 生产 NXT II 系统手册 189 4.12.24 IP 地址的重复检测功能 所设定的 IP 地址在网络上被重复使用的时候,会显示出错误警 告画面。在运转中,机器会 周期停止。此处可以知道以下的 信息。 请在显示出这个错误画面后,采 取以下的对策。 a. 呼叫网络的管理者。 b. 参考画面显示的信息,请变更这个机器 的 IP 地址或者变更重复的机器的 IP 地址。 c. 解除异常后,请将机器的主电源开关 OFF…
4. 生产 QD142-06
188 NXT II 系统手册
4.12.23 对应搬运轨道通道的间距设定
双通道生产时,机器后方的通道 2 被移到靠近前方的位置上进行电路板搬运。但是,根据机
器的前工序或后工序的情况,如果不想移到靠近前方时,能够任意指定通道 2 侧的基准导轨
的位置。
备注 )没有对应只运用通道 2 的单通道生产。
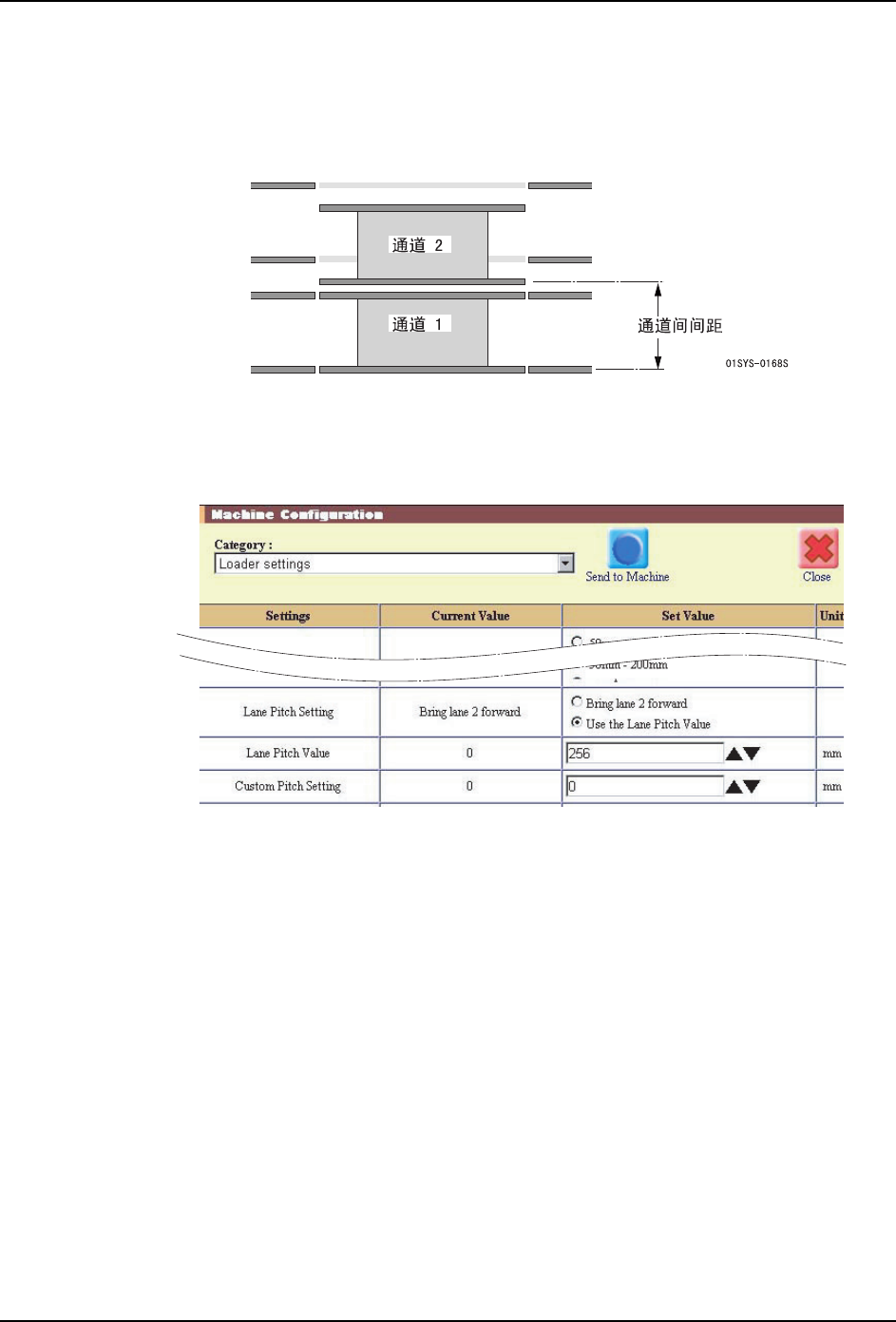
通道间间距设定步骤
1. 请在辅助软件的 [ 机器功能设定 ] 画面上 , 进行电路板搬运的设定。
· [ 通道间间距设定 ]:请选择 [ 使用设定值 ]。
· [ 通道间间距设定值 ]:请输入通道 1 和通道 2 的基准导轨的距离。
备注 )
1.在 [ 特殊间距设定值 ] 中请什么也不要设定。
2.通道间间距请设定大于 [ 最大电路板宽度通道 1 + 47 mm] 的数值。
还有,输入时请注意 [ 通道间间距设定值 + 最大电路板宽度通道 2] 不要超出 607 mm。
3.三搬运轨道规格的机器时,搬运轨道通道间间距设定变为无效。
NXTOPE267aE
QD142-06 4. 生产
NXT II 系统手册 189
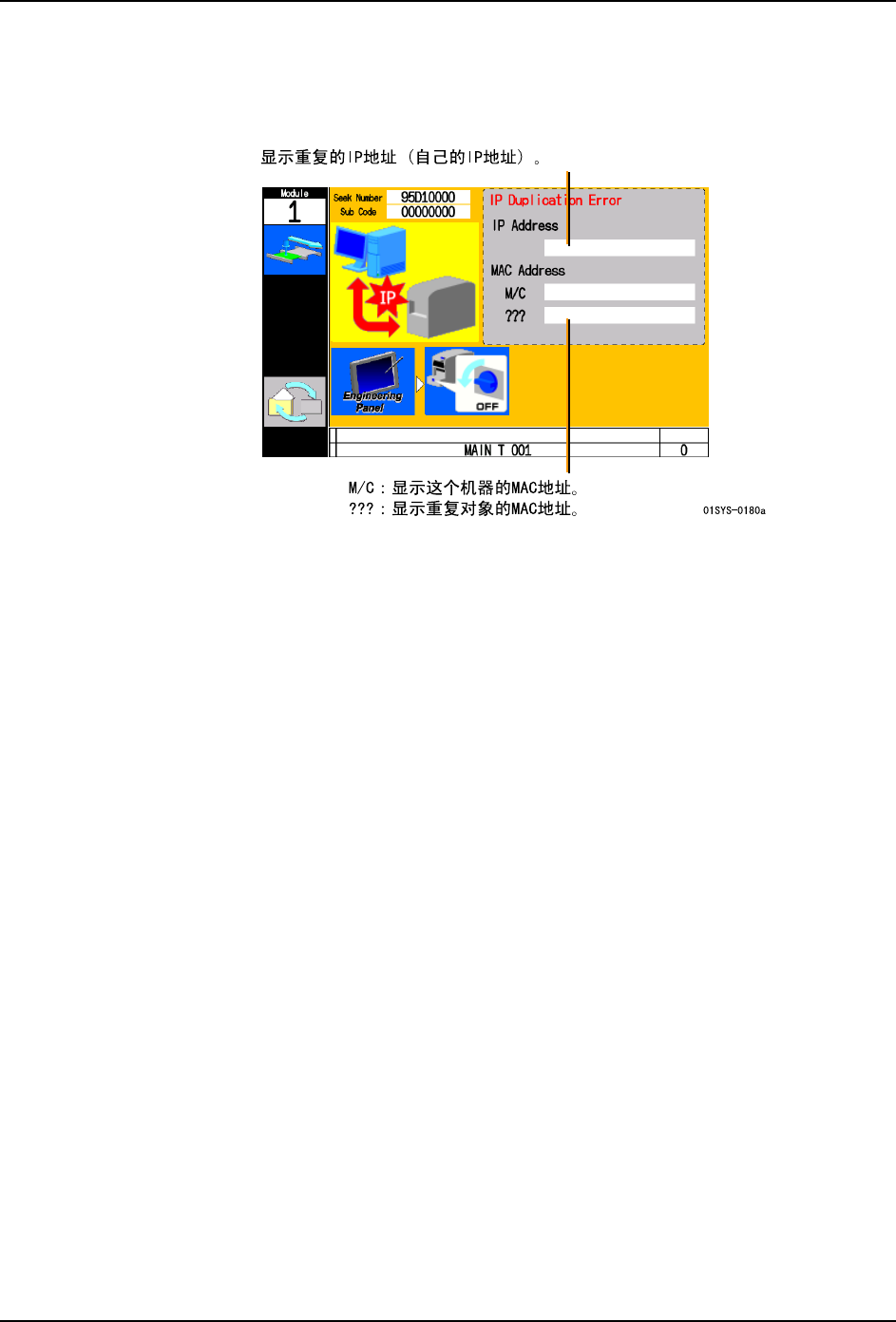
4.12.24 IP 地址的重复检测功能
所设定的 IP 地址在网络上被重复使用的时候,会显示出错误警告画面。在运转中,机器会
周期停止。此处可以知道以下的信息。
请在显示出这个错误画面后,采取以下的对策。
a. 呼叫网络的管理者。
b. 参考画面显示的信息,请变更这个机器的 IP 地址或者变更重复的机器的 IP 地址。
c. 解除异常后,请将机器的主电源开关 OFF 后重新启动。
4. 生产 QD142-06
190 NXT II 系统手册
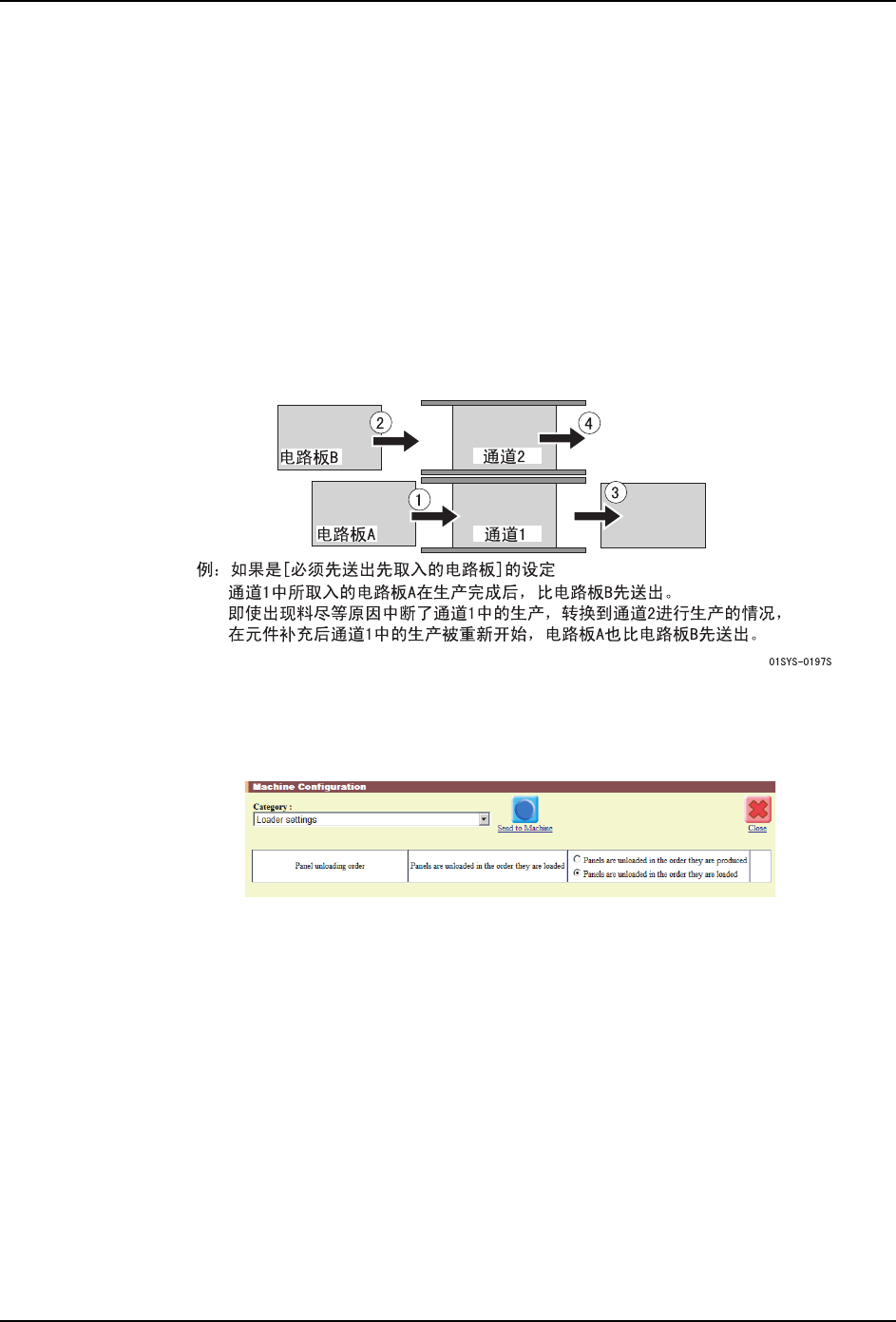
4.12.25 对应电路板送出顺序的设定
在进行双通道生产或三通道生产时,可以从以下 2 项中选择各自通道中所生产的电路板的送
出顺序。
·[ 在可生产的通道中进行生产后送出电路板 ]
·[ 必须先送出先取入的电路板 ]
初始设定为 [ 在可生产的通道中进行生产后送出电路板 ],各自通道中所取入的电路板在生
产完成后就被送出。此时,如果因料尽等的原因而中断了一侧通道的生产时,由于另一侧通
道继续生产,因此不能保证生产线平衡。
如果选择了 [ 必须先送出先取入的电路板 ] 时,由于是按照取入顺序送出电路板,因此能够
保证通道 1 和通道 2 间的生产线平衡。
请结合生产形态,设定电路板的送出顺序。
电路板送出顺序的设定步骤
1. 请在辅助软件的 [ 机器功能设定 ] 画面上,进行电路板搬运的设定。
·[ 生产电路板的送出顺序 ]:请选择送出顺序。
备注 )初始设定为 [ 在可生产的通道中进行生产后送出电路板 ]。[ 必须先送出先取入的电路
板 ] 的设定即使是对传送模式和故障时的应用也有效。
01SYS-0198E