NXT-II 系统手册.pdf - 第325页
QD142-06 6. 手动模式指令 NXT II 系统手册 305 4. 请按 START 按钮。工作头移动到所选择的位置 。 5. 返回到工作头退避位置选择画面后,按 下 MANUAL 按钮,返回到 START 等待状态。
6. 手动模式指令 QD142-06
304 NXT II 系统手册
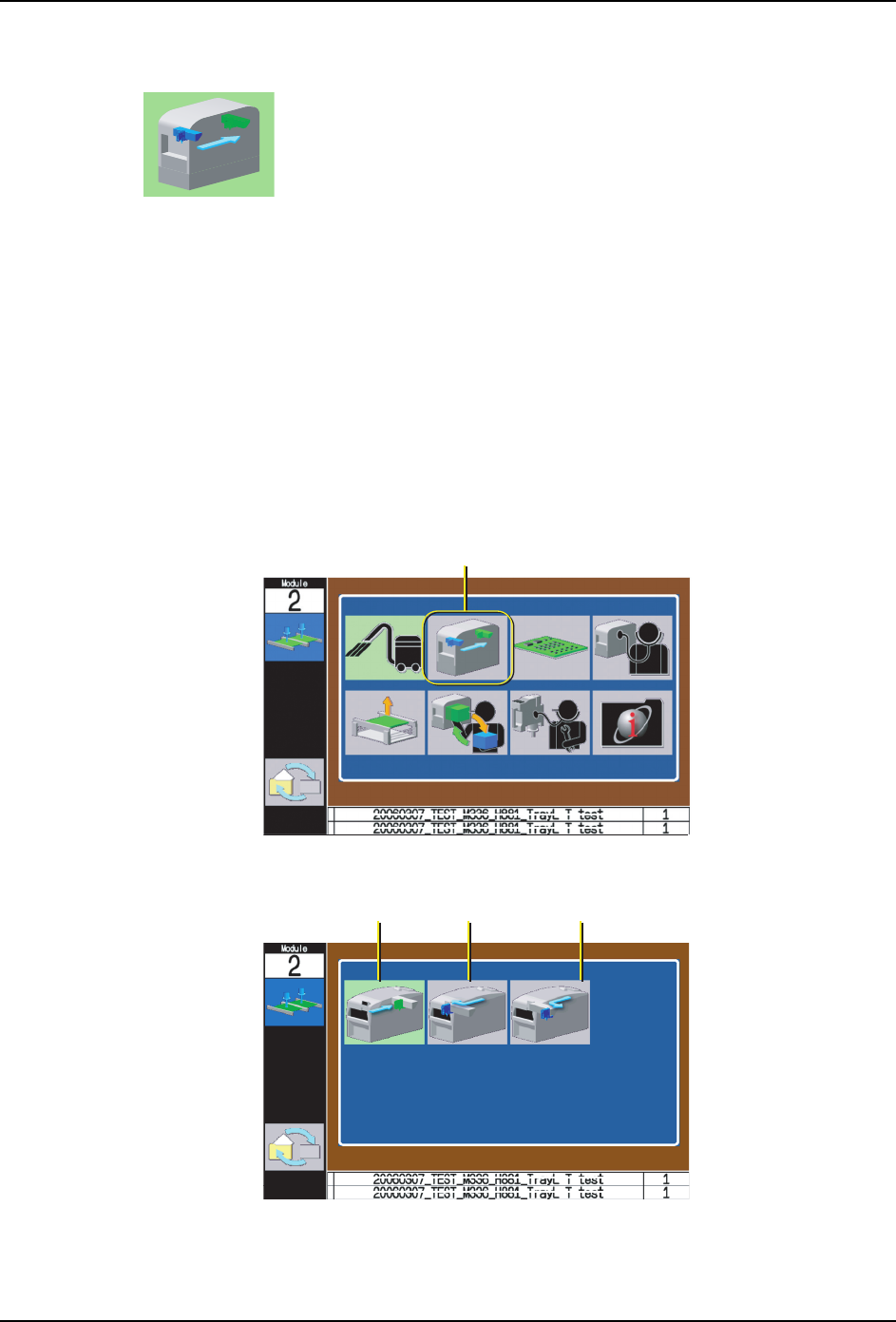
6.2 工作头退避的指令
为了确保加油、清扫等的操作空间,使工作头退避的指令。退避位置可以从以下的 3 个位置
中选择。
·机器后方的中央:容易地取出电路板。
·机器前方的左侧:从左侧容易操作工作头。
·机器前方的右侧:从右侧容易操作工作头。
注意 )执行了该指令元件也不会被废弃。
6.2.1 操作步骤
1. 在 START 等待状态下按下 MANUAL 按钮,使手动指令显示。
2. 使用箭头键,选择工作头退避示意图,按下 OK 按钮。
3. 使用箭头键,选择工作头退避位置,按下 OK 按钮。
01SYS-0122
6<66
Ꮉ༈䗔䙓
6<66
ᴎ఼ৢᮍЁ༂ ᴎ఼ࠡᮍᎺջ ᴎ఼ࠡᮍেջ
QD142-06 6. 手动模式指令
NXT II 系统手册 305
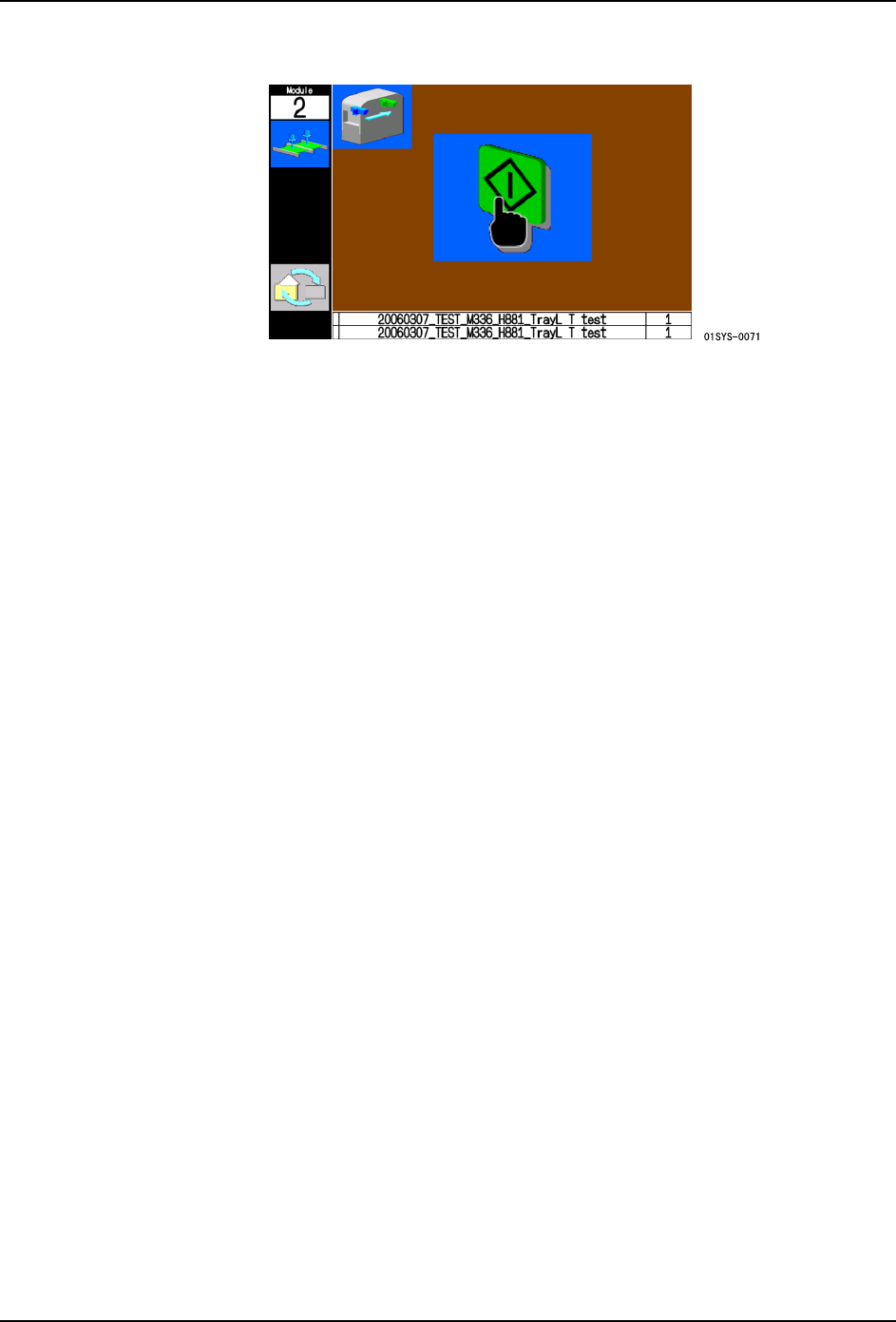
4. 请按 START 按钮。工作头移动到所选择的位置。
5. 返回到工作头退避位置选择画面后,按下 MANUAL 按钮,返回到 START 等待状态。

6. 手动模式指令 QD142-06
306 NXT II 系统手册
6.3 Job 测试指令
在确认及调整元件的吸取位置,清除生产电路板块数的显示,或者清除电路板取入块数的显
示时使用该指令。选择该指令按下 OK 按钮后,就会显示以下 3 个的作业选择画面。使用箭
头键选择想要执行的作业。
·吸取位置确认
·清除生产电路板块数的显示
·清除电路板取入块数的显示 (使用间隔停止功能时)
6.3.1 吸取的确认和编辑
对安装在机器上的供料器元件或料盘元件设定吸取点修正量时使用。执行该指令后,定位相
机拍摄吸取位置,并将这个显示在操作面板的影像监视器上。根据这个,能够确认现状的吸
取位置,算出吸取位置的修正量。
该指令对应由供料器和料盘单元供应的元件。
备注 )能够设定吸取修正量的料槽如下。
·生产中能够使用的料槽 (设置 OK、料尽预告)。
·发生了料尽、影像处理错误、吸取失败的料槽。
·发生了料带拼接极限的料槽。
注意 )
1.只是在机器上暂时设定吸取点修正量时使用。当插入不同的料站注解的供料器后修
正量就会被清除。
2.对生产中不使用的料站不能设定修正量。
3.由于元件的形状特殊导致料带凹槽的中心与元件主体中心发生错位等而不能吸取
时,请在外形数据中添加吸取修正量。
操作步骤
1. 请在机器上放置与 Job 的供料器配置相一致的供料器。
备注 )在自动运转时,在元件吸取前的一瞬间进行元件传送,因此在供料器的吸取位置上通
常没有元件。如果想要确认有元件的状态下的吸取位置时,请在吸取位置上有元件的状
态下设置供料器。
2. 在 START 等待状态下按下 MANUAL 按钮显示手动指令。
01SYS-0123
পԡ㕂
NXTMMS021