NXT-II 系统手册.pdf - 第155页
QD142-06 4. 生产 NXT II 系统手册 135 4.12.10 H01 工作头运转时的 4 分割影像处理 用 H01 工作头进行生产时, 对大尺寸的元件进行分割读入影像 , 并进行影像处理。 通过分割 (最大为 4 分割) ,在 H01 工作头运转时能够处理的元件尺寸如下。 备注 )双模组生产时则不进行分割影像处理。双模组生产能够贴装的元件的尺寸最大为 38 x 45 mm。 备注 )对于进行分割影像处理的元件,预旋转动作…
4. 生产 QD142-06
134 NXT II 系统手册
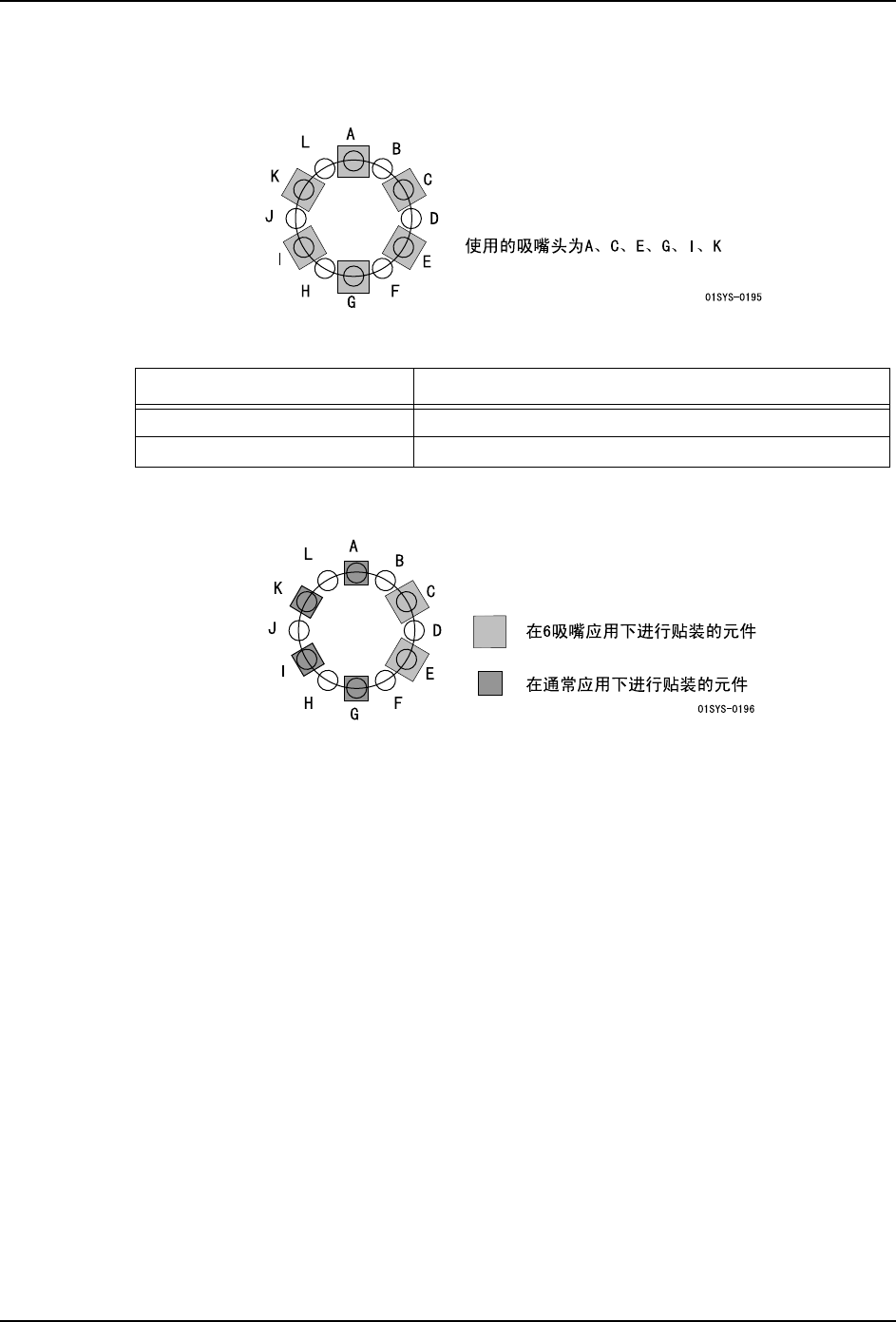
4.12.9 H12(S)、H12HS 工作头的 6 吸嘴应用
使用 H12(S) 和 H12HS 工作头进行生产时,能够应用 6 个吸嘴。
由此,对应 H012(S) 和 H12HS 工作头的元件尺寸如下。
另外,6 吸嘴应用和通常应用能够以同一贴装周期时间进行贴装。
应用方法
请在 Fuji Flexa 上,将对应 H012(S) 工作头的元件分配给搭载了 H012(S) 工作头的模组,
并进行优化处理。机器会判断最合适的应用并进行生产。
限制事项
在 6 吸嘴应用中使用的吸嘴头固定为 A、C、E、G、I、K。如果将这些吸嘴头设定成吸嘴头
跳过,就无法进行生产。
应用 对应的元件尺寸
6 吸嘴应用 □ 5 mm ~□ 7.5 mm
12 吸嘴应用 0402 ~□ 5 mm
QD142-06 4. 生产
NXT II 系统手册 135
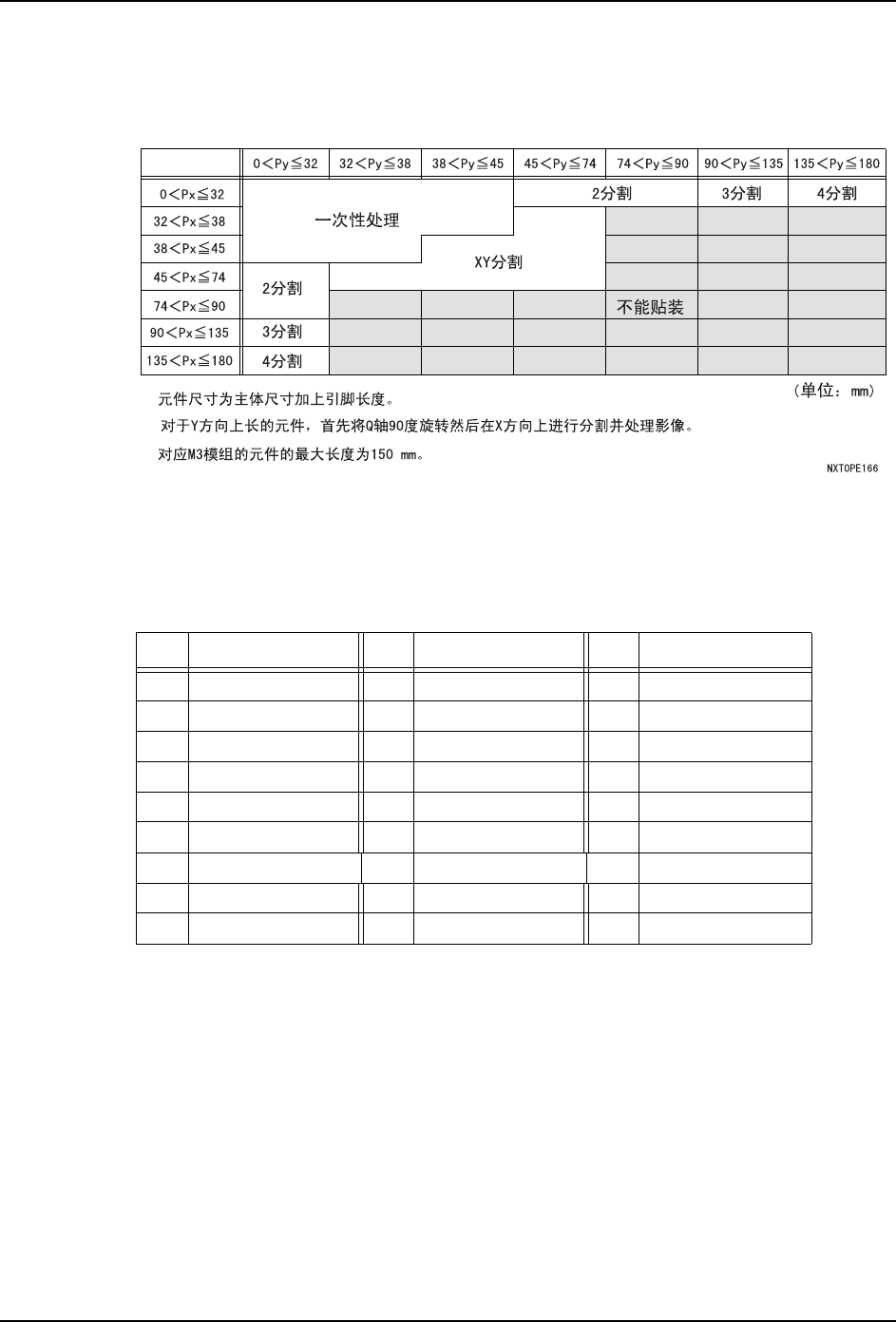
4.12.10 H01 工作头运转时的 4 分割影像处理
用 H01 工作头进行生产时,对大尺寸的元件进行分割读入影像,并进行影像处理。通过分割
(最大为 4 分割),在 H01 工作头运转时能够处理的元件尺寸如下。
备注 )双模组生产时则不进行分割影像处理。双模组生产能够贴装的元件的尺寸最大为 38 x
45 mm。
备注 )对于进行分割影像处理的元件,预旋转动作变为无效。
备注 )分割影像处理时,不进行元件方向的检查。
另外,对应元件的种类如下所示。
VT = Vision Type
备注 )Vision Type 240 支持 Q 轴旋转影像取入。
VT 元件种类 VT 元件种类 VT 元件种类
100 IC 引脚元件 130 黑色主体 BGA 150 白色接插件
105 IC 引脚元件 135 黑色主体 BGA 153 白色接插件
123 IC 引脚元件 230 黑色主体 BGA 155 白色接插件
128 IC 引脚元件 235 黑色主体 BGA 158 白色接插件
143 CCGA 131 白色主体 BGA 152 黑色接插件
148 CCGA 136 白色主体 BGA 157 黑色接插件
144 LGA 231 白色主体 BGA 232 TBGA
148 LGA 236 白色主体 BGA 237 TBGA
/ / 240 MPA 252 全能的
4. 生产 QD142-06
136 NXT II 系统手册
4.12.11 自动换线功能
自动换线功能就是支持少批量多品种的电路板生产时的换线系统。机器根据所载入的电路
板种类或生产计划来切换 Job。
自动换线功能存在着以下列举的 3 种模式。请选择其中一个。
· 条形码 ID 模式
· 生产顺序模式
· 手持式扫描器模式
关于自动换线功能的使用方法,请参照辅助软件操作手册 [ 第 4 章 自动换线功能 ]。
另外,在使用该功能时,需要以下的选项。
· 辅助软件:自动换线功能专用软件
· Fujitrax (V3.02 ~ ):Fujitrax Verifier 及 Fujitrax Profiler
条形码 ID 模式
通过读取粘贴在电路板上的条形码 ID,机器切换到对应 ID 的 Job,然后进行生产。
另外,为了运用条形码 ID 模式,需要以下列举的部件。
· 搬运轨道
· 条形码读取器
· Profiler FLP (CONTEC SB20)
· 电路板搬运控制箱 (FLP-C)
自动换线 (条形码 ID 模式)设定步骤
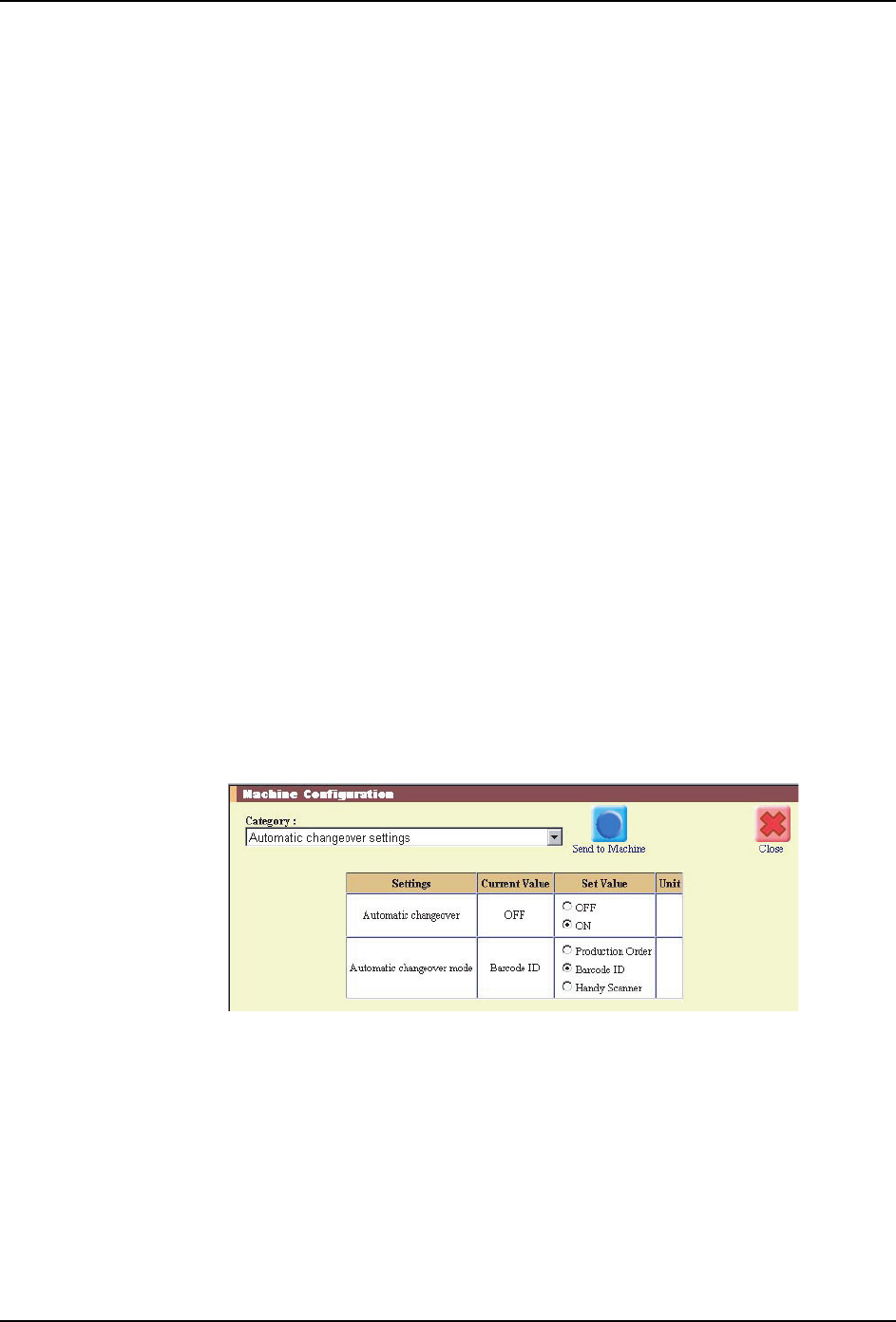
1. 请在辅助软件的 [ 机器功能设定 ] 画面上,进行自动换线功能的模式设定。
·[ 自动换线功能 ON/OFF]:[ON]。
·[ 自动换线模式 ]:[ 条形码 ID]。
2. 创建电路板种类列表。
a. 从辅助软件的在线监视器切换到生产计划进展监视器,选择右上部页眉部的 [ 电路板
种类编辑 ]。
b. 请创建电路板种类列表。创建方法请参照辅助软件操作手册的 [ 第 4 章 4.5 编辑电路
板种类列表 ]。
3. 在 Fujitrax Profiler 的 Web 编辑器中选择 [ 电路板与电路板 ID 的相互联系 ]- 将 [ 扫
01SYS-0258E