NXT-II 系统手册.pdf - 第208页
4. 生产 QD142-06 188 NXT II 系统手册 4.12.23 对应搬运轨道通道的间距设定 双通道生产时, 机器后方的通道 2 被移到靠近前方的位置上进 行电路板搬运。 但是, 根据机 器的前工序或后工序的情况, 如果不想移到靠近前方时, 能够任意指定通道 2 侧的基准导轨 的位置。 备注 )没有对应只运用通道 2 的单通道生产。 通道间间距设定步骤 1. 请在辅助软件的 [ 机器功能设定 ] 画面上 , 进行电路板搬运的…
QD142-06 4. 生产
NXT II 系统手册 187
4.12.22 不同宽度的电路板的双通道生产
双搬运轨道规格的机器能够对应所搬运的电路板尺寸进行双通道生产和单通道生产。并且
在双通道生产时,在通道 1 和通道 2 中能够各自对应不同尺寸的电路板。请根据情况设定通
道的宽度,进行生产。
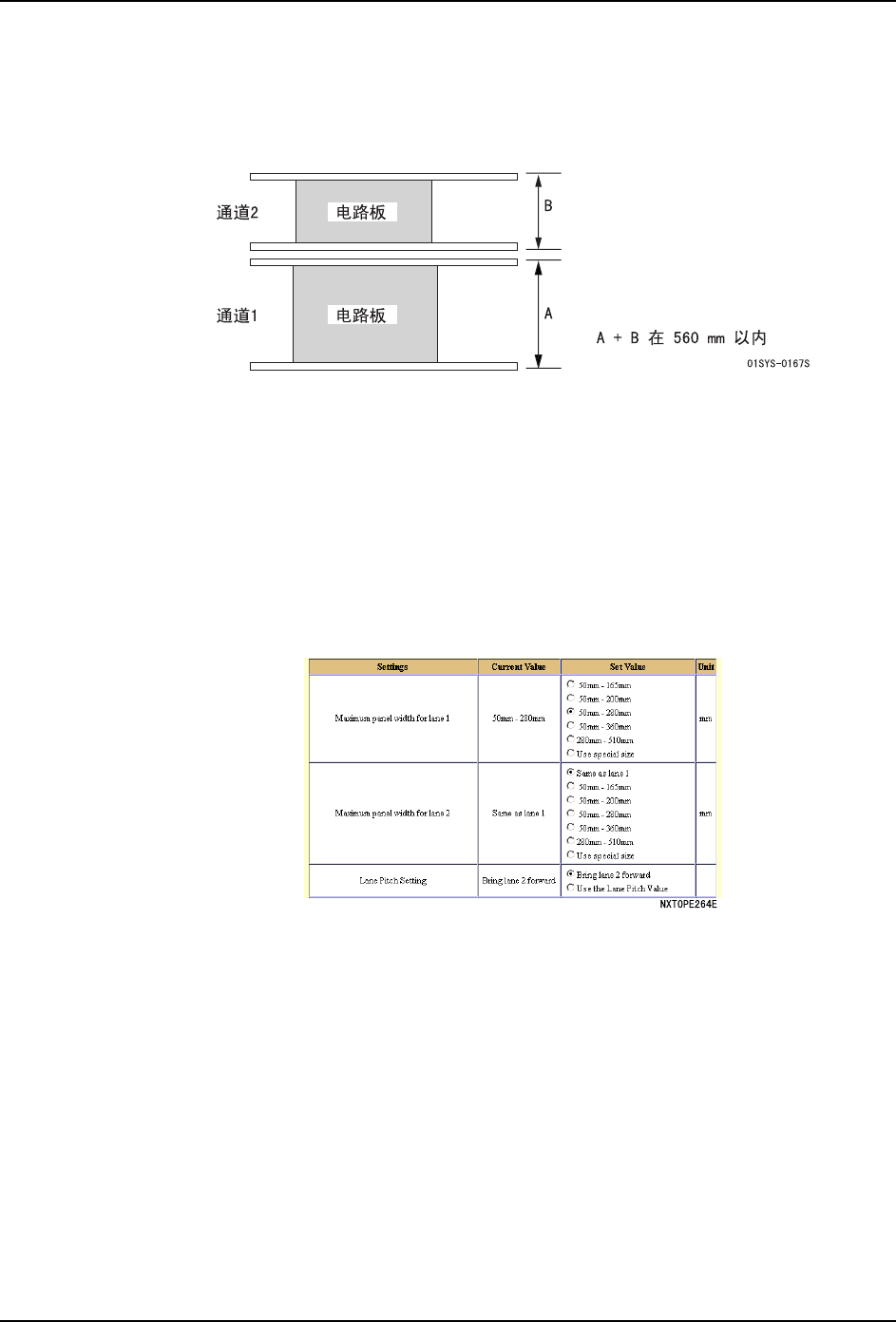
备注 )通道 1 和通道 2 的支撑板尺寸合计必须在 560 mm 以内。能够生产的电路板尺寸也受到
该项限制。
该功能建议在以下的场合下使用。
a. 虽然进行着双通道生产,但有时想要生产大于 281 mm 的电路板。
b. 虽然生产着超出 281 mm 的电路板 (单通道运用),但想要在多余的通道中生产小电
路板。
不同宽度的电路板的双通道生产的设定步骤
1. 请在辅助软件的 [ 机器功能设定 ] 画面上 , 进行电路板搬运的设定。
· [ 通道 1 最大电路板宽度指定 ]:请选择在通道 1 中进行搬运的宽度。
· [ 通道 2 最大电路板宽度指定 ]:请选择在通道 2 中进行搬运的宽度。
2. 请从 Fuji Flexa 向机器传输 Job。通道 1、2 各自需要 Job。
支撑板的更换
需要更换成符合 Job 的支撑板。关于更换的步骤,请参照 " 5.9.2 支撑板的卸下和安装 "。
4. 生产 QD142-06
188 NXT II 系统手册
4.12.23 对应搬运轨道通道的间距设定
双通道生产时,机器后方的通道 2 被移到靠近前方的位置上进行电路板搬运。但是,根据机
器的前工序或后工序的情况,如果不想移到靠近前方时,能够任意指定通道 2 侧的基准导轨
的位置。
备注 )没有对应只运用通道 2 的单通道生产。
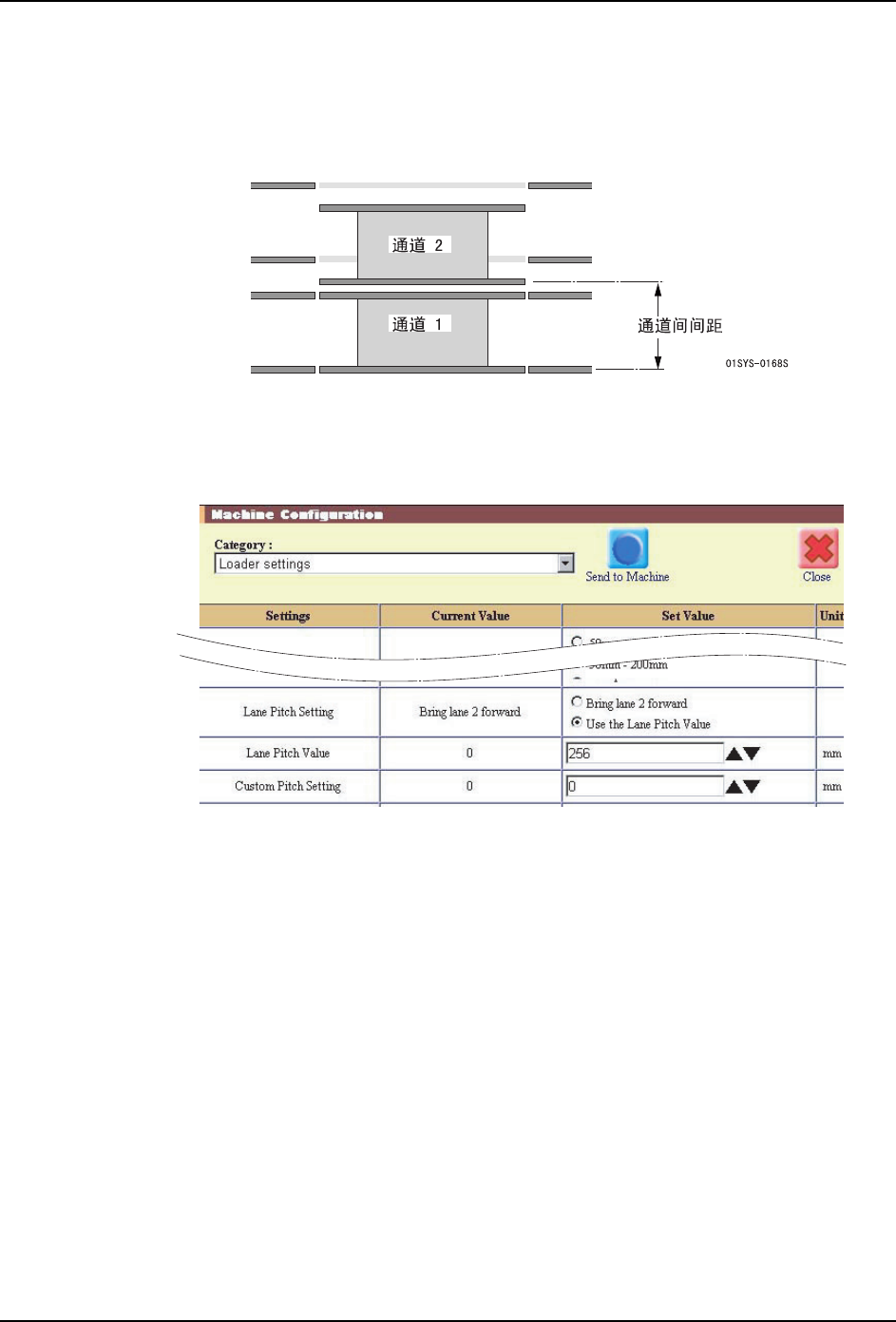
通道间间距设定步骤
1. 请在辅助软件的 [ 机器功能设定 ] 画面上 , 进行电路板搬运的设定。
· [ 通道间间距设定 ]:请选择 [ 使用设定值 ]。
· [ 通道间间距设定值 ]:请输入通道 1 和通道 2 的基准导轨的距离。
备注 )
1.在 [ 特殊间距设定值 ] 中请什么也不要设定。
2.通道间间距请设定大于 [ 最大电路板宽度通道 1 + 47 mm] 的数值。
还有,输入时请注意 [ 通道间间距设定值 + 最大电路板宽度通道 2] 不要超出 607 mm。
3.三搬运轨道规格的机器时,搬运轨道通道间间距设定变为无效。
NXTOPE267aE
QD142-06 4. 生产
NXT II 系统手册 189
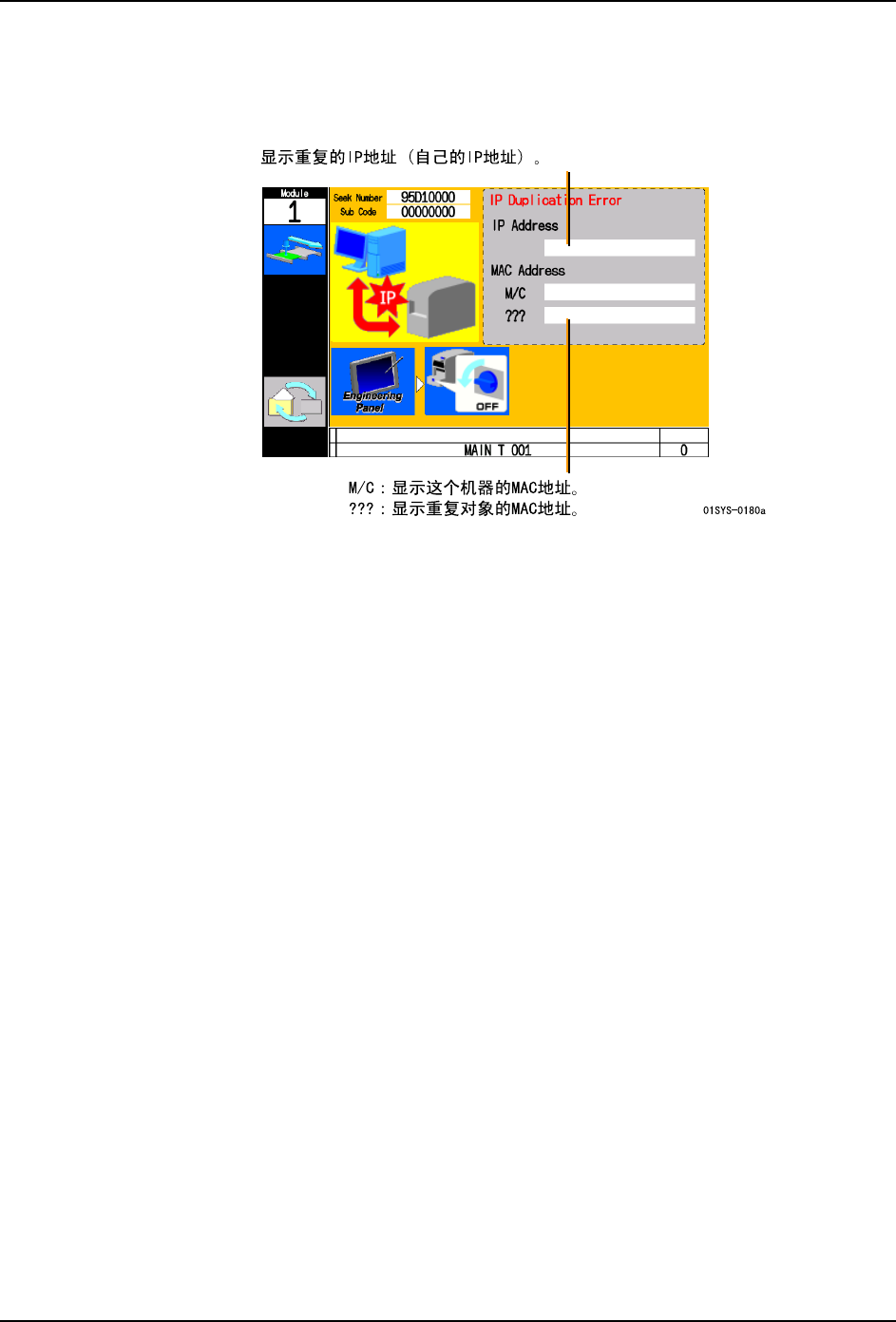
4.12.24 IP 地址的重复检测功能
所设定的 IP 地址在网络上被重复使用的时候,会显示出错误警告画面。在运转中,机器会
周期停止。此处可以知道以下的信息。
请在显示出这个错误画面后,采取以下的对策。
a. 呼叫网络的管理者。
b. 参考画面显示的信息,请变更这个机器的 IP 地址或者变更重复的机器的 IP 地址。
c. 解除异常后,请将机器的主电源开关 OFF 后重新启动。