00195166-0402_SM_D4_EN.pdf - 第177页
Service W ork Replacing the Complete Z Axis [03001959] C&P12 P lacement Head Service Manual SIPLACE D4 177 Adjustment X Set the distance between th e white sleeve ring and th e light barrier to 0.95 -1.1 5 mm. Use …
Service Work
C&P12 Placement Head Replacing the "Z Axis Down" Sensor [00321524-xx]
176 Service Manual SIPLACE D4
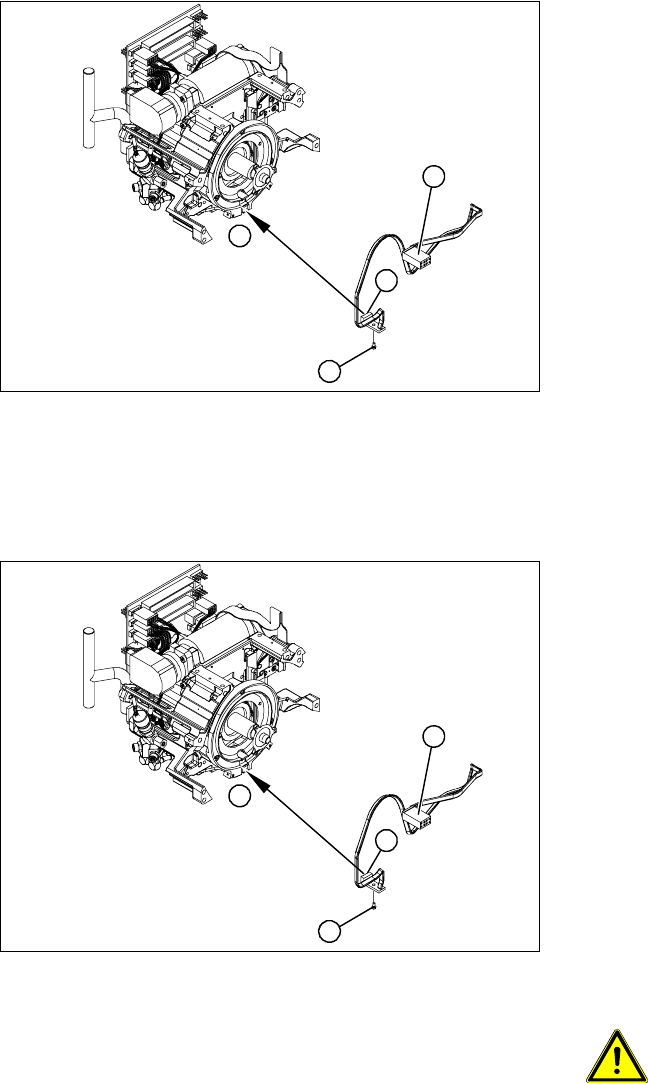
4.5.13 Replacing the "Z Axis Down" Sensor [00321524-xx]
Removal
Installation
Legend
1. "Z axis down" sensor
2. Fixtures for sensor
3. Plug for intermediate distributor
X Dismantle the front part of the C&P head.
X Dismantle the star.
X Remove the plug from the slot on the
intermediate distributor.
X Push the Z axis down.
X Loosen the screws holding the sensor (2).
X Remove the cable clamps on the driver arm
and star motor.
X Carefully pull the sensor and cable out of the
front part of the C&P head and remove the
plug (3) from the socket on the intermediate
distributor.
1
1
3
2
X Thread the sensor cable from the Z axis into
the front part of the C&P head.
X Fix the sensor (1) in position with the screw
provided (2) and initially screw loosely into the
jaw of the Z axis.
X Fix the cable into place with the cable clamps.
X Check how the cable is run inside the front part
of the C&P head:
If the Z axis has been pushed right out, the
cable should lie loosely around the housing for
the star drive shaft. The cable must NOT be
pulled tight.
If the Z axis is pushed right in, the cable should
run freely inside the front part of the C&P head,
without touching the rotary encoder of the DP
axis.
ATTENTION: Check how the cables
are run!
If the radius of the curvature is too
small, the Z axis could jam or the light
barrier cable could break.
X Once the cable is run in line with the required
conditions, fix it in place with the cable clamps.
X Connect the cable plug to the slot on the
intermediate distributor.
1
1
3
2
Service Work
Replacing the Complete Z Axis [03001959] C&P12 Placement Head
Service Manual SIPLACE D4
177
Adjustment
X Set the distance between the white sleeve ring and the light barrier to 0.95 -1.15 mm.
Use a test probe or drill (diameter 1.0 mm) for this.
Check the distance with a test probe or drill (diameter 1.2 mm). – This drill should not fit!
X Fix the light barrier in place with the two screws provided.
X Fit and adjust the star.
X Fit the front part of the C&P head.
X Use the SITEST program to check that the sensor is working correctly.
See also:
J
6.3.1 Calibrating the C&P Head and Cameras [
J
221]
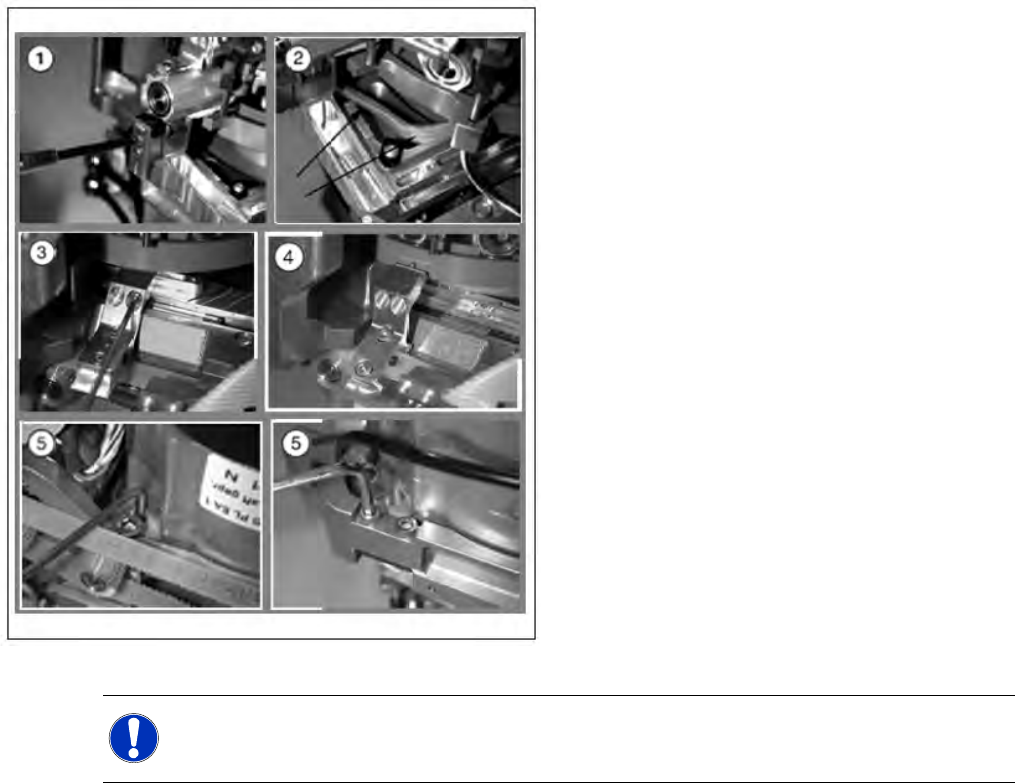
4.5.14 Replacing the Complete Z Axis [03001959]
X Move the changeover table out of the
machine.
X Switch off the machine.
X Remove the front part of the C&P head. (See
section (4.5.2 Removal/Installation of Head
Front Part
J
149 ) .)
X (1) Dismantle the light barrier under the Z axis,
by loosening the two M1.6x3 DIN 84 screws.
X (2) Carefully pull the cable out of the cable duct
until it lies loosely.
X (3) Loosen the connection between the driver
arm and driver bracket by removing the two
M2x14 DIN 912 screws.
X (4) Pull the driver arm, together with the
centering pin, out of the driver bracket and
move the driver arm into the stop position in
the raceway.
X (5) Remove the three screws holding the Z
axis in place (2x M3x14, 1x M3x4).
NOTE:
We recommend replacing the complete Z axis DLM3 after approx. 100 million placements.
Service Work
C&P12 Placement Head Replacing the Complete Z Axis [03001959]
178 Service Manual SIPLACE D4
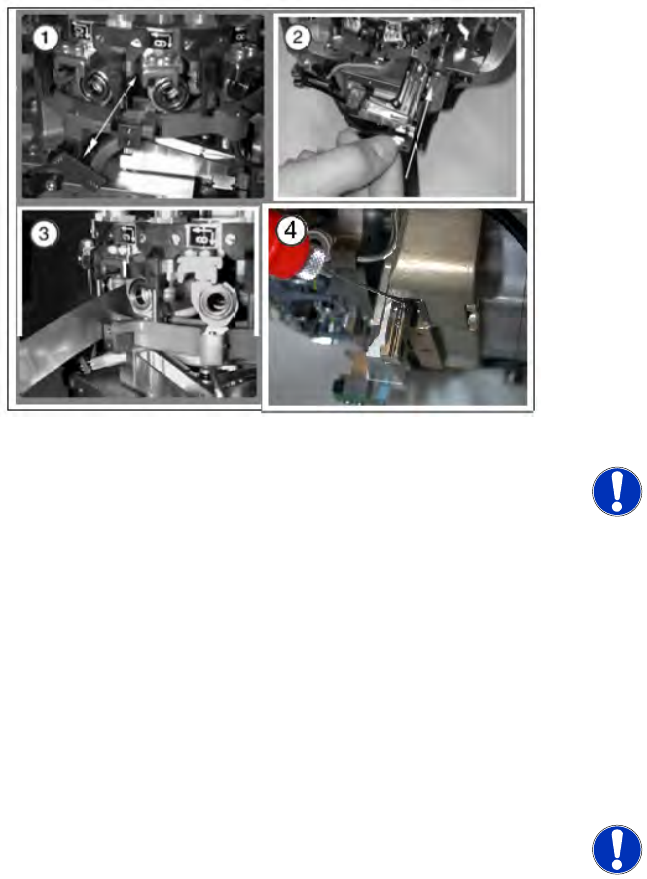
Installation
X (1) Rotate the star into the position shown and
then pull the Z axis out of the guide, by holding
on to its assembly plate.
Clean the contact surface with SIPLACE
cleaning tips and ethanol.
X (2) Push the new Z axis guide into the groove
provided.
Press the reference edge (inner side) of the Z
axis into the groove and fix the Z axis with the
screws provided.
X (3) Use the feeler gauge to check the gap
between the jaws and the side edges of the
circular arc guide.
The permissible gap is between 0.02 and 0.03
mm.
Readjust the jaw if necessary.
Reassemble the placement head as follows.
NOTE:
The board must be fitted centered to
the jaws.
X Make sure that the board does not
rub against the frame (check with
gauge if necessary).
Complete the following step at every second
service interval for the head:
X (4) Use the mini oiler device to apply a small
amount of oil [00367071-xx] to the drilling
provided.
Make sure that there is not too much oil oozing
out of the hole.
NOTE:
Where dirt is not excessive, the oil can
be directly applied to the rail.
Refit the front part of the C&P head. (See section
(4.5.2 Removal/Installation of Head Front Part
J
149 ) .)