YS24X_Ope_K.pdf - 第136页
3-3 3 1. [ 부 품보 기 ] 버튼 기 판의생산에필요 한부품공급장치의지 정 된피더 세 트위 치등을표시합니 다 .각부품 피더 가바른위 치에세 팅되어있 는 지확인하 시 기바랍니다 . 2. [ 노즐 보 기 ] 버튼 각헤 드에사용해 야하는노즐타입 이표시 됩 니 다 .노 즐스테 이션 이장착되어있 지않을경우나자동노 즐체 인 지 를하 지않 는…
3-2
3
n
요점
듀얼 레인에서 양측 레인을 사용해서 생산을 실행할 경우는 , 레인 전환버튼으로 조작할 레인을 전환시켜서 조정과 확인을 해
주십시오 .
2
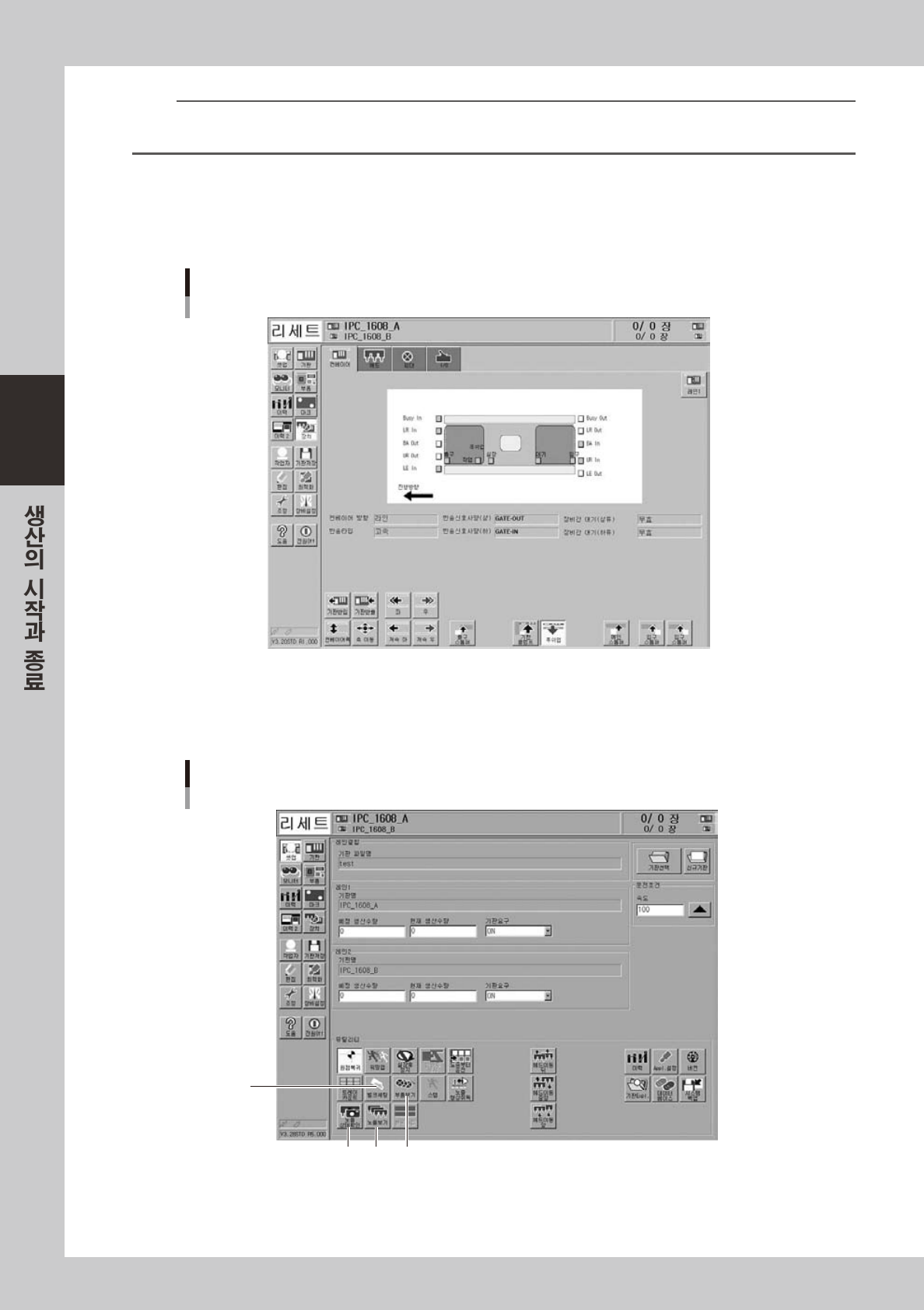
컨베이어 유니트의 셋업을 실행합니다 .
[ 장치 ]-「컨베이어」탭화면을열고 ,기판에맞춰컨베이어폭과기판고정유니트를조정하십시오 .
상세한내용은제 2 장「3.4컨베이어의셋업을실행한다」를참조해주십시오 .
「장치」ー「컨베이어」화면
듀얼 레인의 예
28301-L 4-10
3
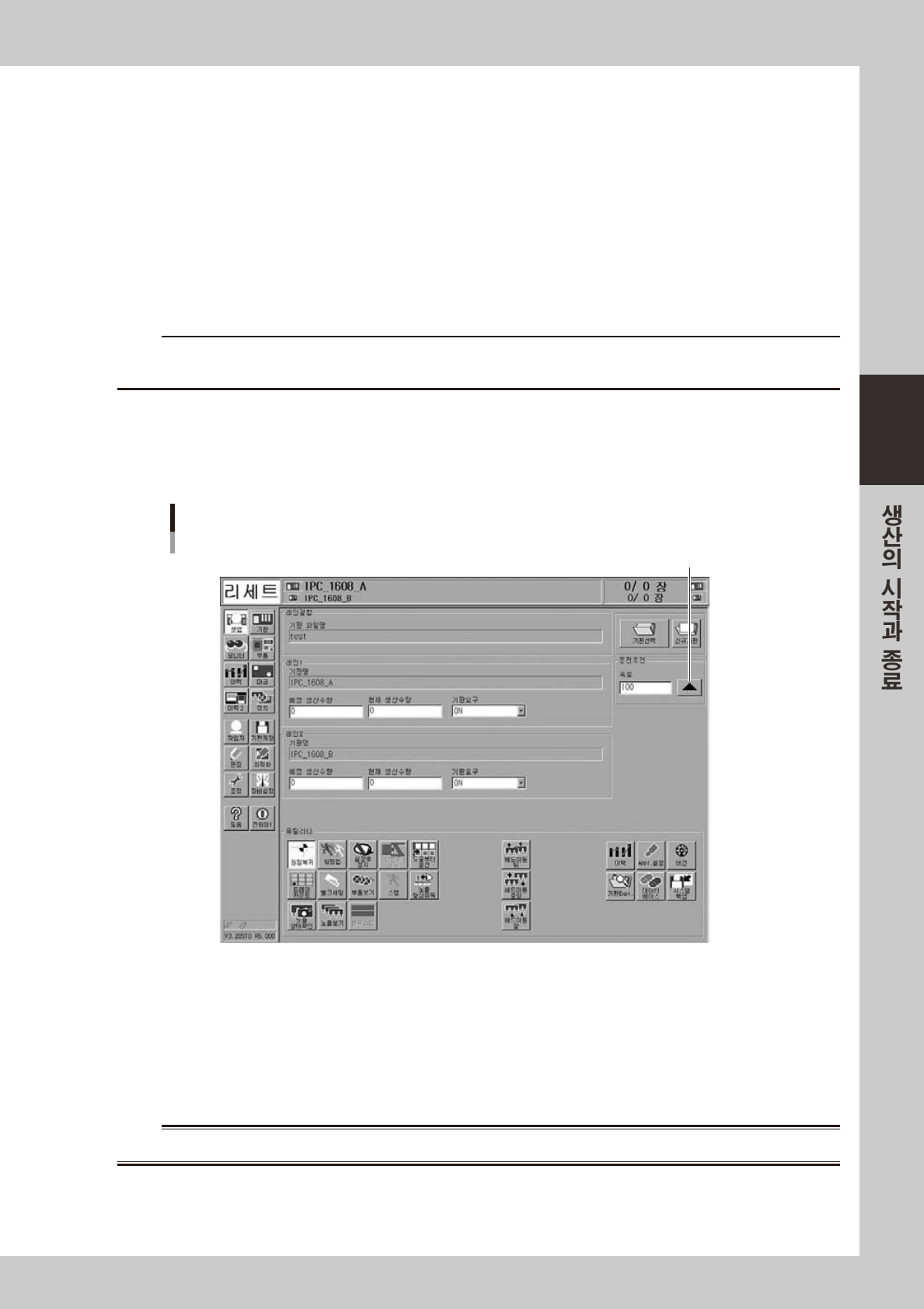
다른 셋업항목을 확인합니다 .
「셋업」화면으로돌아가서아래의버튼을누르고 ,필요한확인이나설정을해주십시오 .
3
124
「셋업」화면
듀얼 레인의 예
28302-L4-20
3-3
3
1. [ 부품보기 ] 버튼
기판의생산에필요한부품공급장치의지정된피더세트위치등을표시합니다 .각부품피더가바른위치에세팅되어있는
지확인하시기바랍니다 .
2. [ 노즐보기 ] 버튼
각헤드에사용해야하는노즐타입이표시됩니다 .노즐스테이션이장착되어있지않을경우나자동노즐체인지를하지않
는헤드를사용하고있는경우에는 ,[ 노즐보기 ] 를토대로각헤드에적정한노즐이장착되어있는지확인해주십시오 .
3. [ 벌크세팅 ] 버튼
현재사용할수없는상태입니다 .
4. [ 노즐상태확인 ] 버튼
노즐선단의오염상태를부품인식용카메라로체크합니다.이체크결과가에러가되었을경우는,노즐청소를해주십시오 .
c
주의
노즐은사용함에따라점차오염되므로 ( 노즐의청소를권장합니다 ),이확인을몇번이고실행했을경우 ,OK 되거나NG 가나
지만 ,이것은트러블이아닙니다 .
4
운전속도를 설정합니다 .
운전조건의「속도」에는현재설정되어있는운전속도가표시되어있습니다 .운전속도를변경하고자할
경우 [ ▲ ] 버튼을눌러주십시오 .
운전 속도를 설정한다
운전속도의 설정
28 30 3- L 4-20
5
운전을 시작합니다 .
1. 비상정지버튼을해제하고 ,오퍼레이션패널의「READY」버튼을누릅니다 .
2. 안전을확인한후 ,오퍼레이션패널의「START」버튼을누릅니다 .
3. 입구센서가기판을감지하면컨베이어벨트가회전하기시작하고 , 기판을작업위치까지반송하여
부품의실장을시작합니다 .
w
경고
표시등의 녹색등이 점등된 ( 자동운전중 ) 상태에서는 , 절대로 헤드의 가동 범위내에 들어가지 마십시오 .
3-4
3
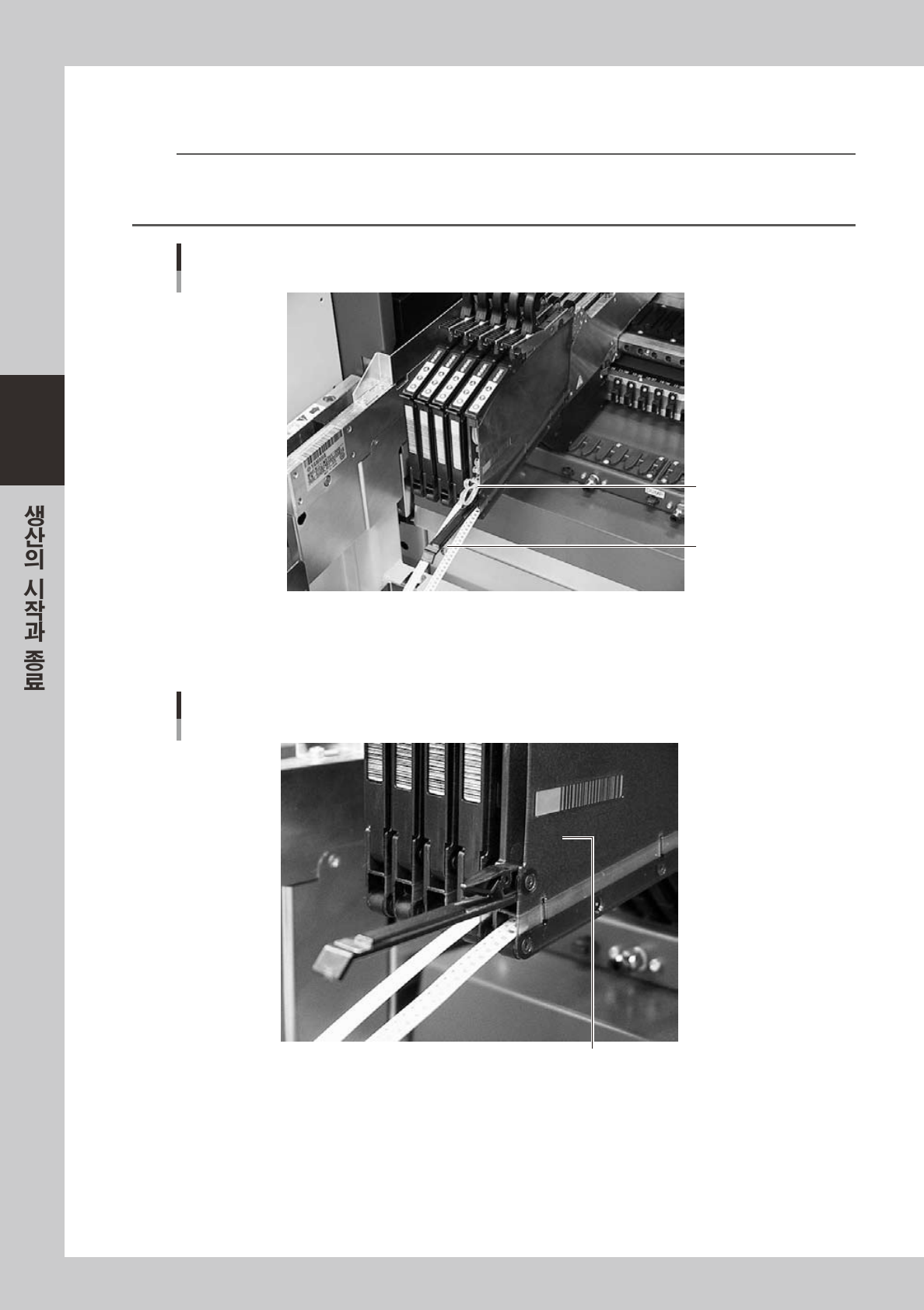
■ 탑 테이프의 처분에 대해서
일상적인작업으로서사용종료한탑테이프를정기적으로처리할것을권장합니다 .
n
요점
특히 , 스플라이싱 기능을 사용해서 연속으로 부품을 공급할 경우 , 아래 사진과 같이 사용종료한 탑 테이프가 꽉 차서 테일
커버가 밀려서 자동적으로 열립니다 . (8mm 테이프 부품 2 릴 정도 ) 이럴 경우에도 , 다음과 같은 순서로 사용종료한 탑 테
이프를 테일 커버 안쪽의 엣지커터로 절단해 주십시오 .
테일 커버가 자동적으로 열린 상태
밀려서 나온
탑 테이프
테일 커버
27300-L4-00
1
사용종료한 탑 테이프를 확인합니다 .
테일커버를열어서 ,안에사용종료한탑테이프가쌓여있는지확인합니다 .
사용종료 탑 테이프의 확인
이 안에 탑 테이프가 쌓인다
27301-L4-00