YS24X_Ope_K.pdf - 第72页
1-33 1 9 . 그 밖의 옵 션 9 . 1 코플러 내리 티 체커 QFP • SOP 리드 또는 BGA 범프의 리 니 어 리 티와 코 플러내 리 티 를 고속 측정해서 양 부 판정 을 합니다 . 기 능 에 는 하 기의 2 가지 가 있 습니다 . • 코플러내리티 체 크 리 드 부품및볼부품 의단 자최 하 면 의균일성 을검 사합니 다 . • 부 품인식 면 높이체 크 리 드 부품이뒤 집 …

1-32
1
8.2 반송중의 테이프 커팅
실장 완료후 , 출구로 기판반송을 할때마다 , 모든 테이프 커터에 있어서 무조건 테이프 커팅 동작을 합니다 .
다만 , 뒤쪽 피더플레이트를 사용하지 않고 , 뒤쪽에 배치한 피더가 전회의 테이프 커팅 실행시부터 한 번도
테이프 전송을 실시하지 않은 경우는 , 뒤쪽 테이프 커터에 대해서는 동작하지 않습니다 .
•
실행타이밍
기판실장완료후 ,기판고정을해제하고출구까지반송하는타이밍에서테이프커팅동작을실행합니다 .
•
실행조건
기판실장완료후에 ,기판을출구까지반송할때마다테이프커팅을하고 ,설정상유효한모든테이프커터의테이프커팅
동작을실행합니다 .
8.3 제한사항 ( 주의 )
실장 택타임에 영향을 주는 조건
•
전후의테이프커터의테이프전송길이가동시에최장커트길이를넘을경우 ,양쪽커터를교차로커팅동작을시키기때
문에 ,실장동작에대기시간이발생하는경우가있습니다 .
•
테이프커터의밸브와실린더고장등으로 ,커팅동작속도가저하된경우 ,실장동작에대기시간이발생할가능성이있습
니다 .
반송중의 테이프 커팅만 운용시
한기판당한피더의부품반송길이가긴기판데이터사용시에는 ,테이프커팅후의테이프가테이프배출구에걸려서덤프
박스에도달하지않을경우가있으므로주의가필요합니다 .
표준커트 길이 / 최장커트 길이 설정에 관해서
「실장중커트」로운용할경우 ,표준커트길이및최장커트길이를크게설정하면 ,테이프를커팅할경우에걸리기쉬워집
니다 .테이프커팅후의테이프가잘배출되지않을경우에는 ,이설정길이를짧게설정할필요가있습니다 .
기준으로는 ,표준커트길이가80mm,최장커트길이가120mm 입니다 .
n
요점
비상정지 상태 , 인터락시는 버튼조작을 할 수 없습니다 .

1-33
1
9. 그 밖의 옵션
9.1 코플러내리티 체커
QFP•SOP 리드 또는 BGA 범프의 리니어리티와 코플러내리티를 고속 측정해서 양부 판정을 합니다 .
기능에는 하기의 2 가지가 있습니다 .
•
코플러내리티 체크
리드부품및볼부품의단자최하면의균일성을검사합니다 .
•
부품인식면 높이체크
리드부품이뒤집혀서탑재되는것을방지합니다 .
코플러내리티 체커
멀티 카메라(표준)
코플러내리티 체커
27 121- L 4- 0 0
n
요점
코플러내리티 체커의 사용방법에 대해서는 YS 시리즈의 프로그래밍 메뉴얼을 참조하여 주십시오 .
1-34
1
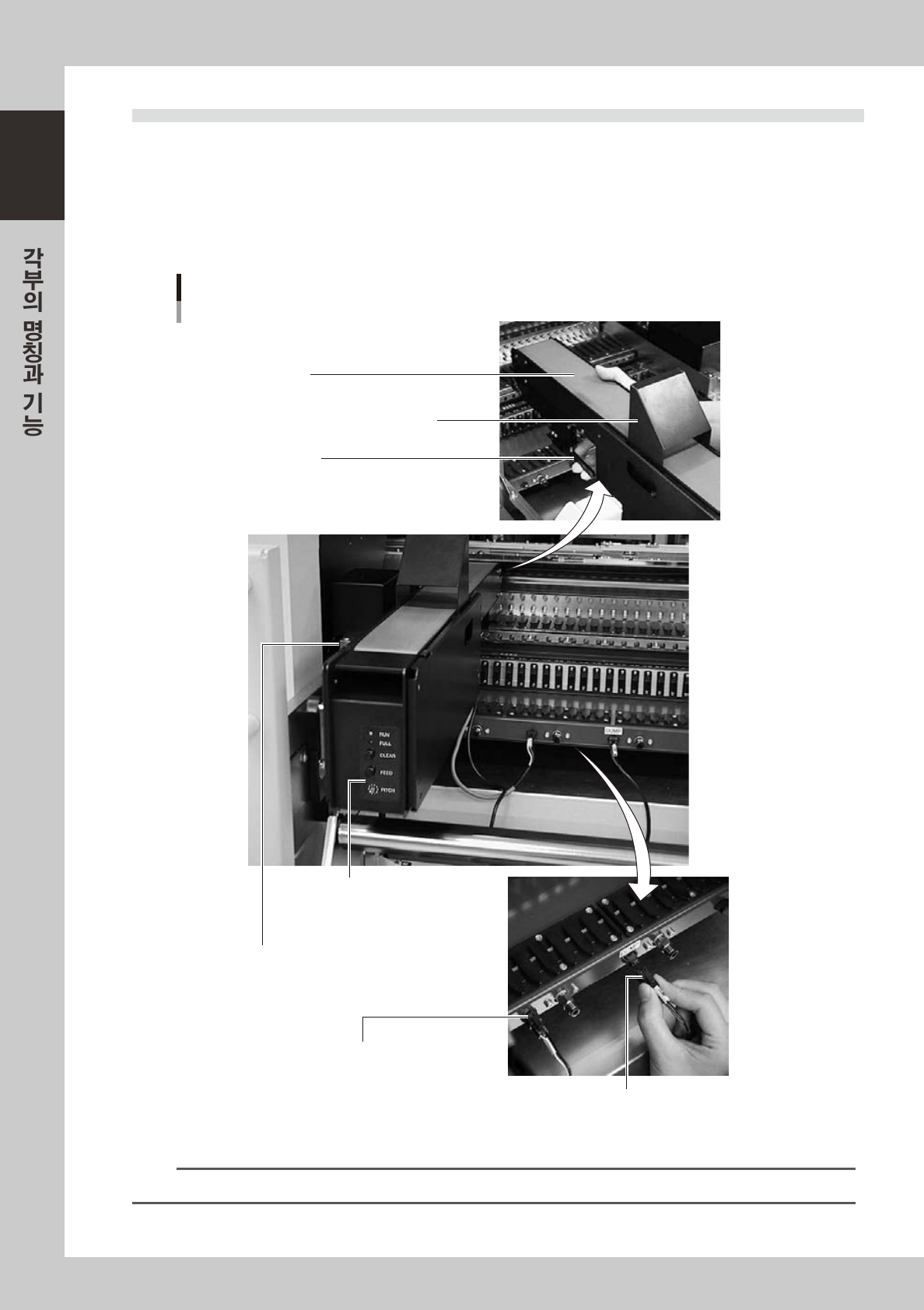
9.2 QFP 덤프 스테이션
FP 덤프 스테이션 ( 이후 덤프 스테이션이라고 부름 ) 은 , 인식 카메라로 검출된 불량부품을 데미지를 주지
않으면서 , 놓아두는 장치를 말합니다 . 폐기처분된 부품은 벨트로 반송되어 , 메모리에 따른 카운트 또는
Overflow 센서가 부품을 감지해서 꽉 차면 , 다음 폐기 동작을 하기전에 에러 메세지 ( 부품 FULL) 를 표
시합니다 .
다음과같이덤프스테이션의각부의명칭과기능에대해서설명합니다 .
클램프 레버
이 레버를 잡으면서 피더 플레이트에 고정합니다.
DUMP하네스 (신호선)
덤프 스테이션의 신호용 하네스입니다.
FEEDER하네스 (전원선)
덤프 스테이션의 전원용 하네스입니다.
수동패널
상태표시, 피치전송, 카운트 클리어,
전송피치의 설정을 실행합니다.
오버플로우 센서
폐기부품이 반송벨트로 운반되어, 이 위치에 도달하면
센서로 감지해서 에러 메세지를 표시합니다.
반송벨트
폐기된 부품을 반송하는 벨트입니다.
안전커버
각 부의 명칭과 기능
27122-L4-0 0
n
요점
QFP 덤프 스테이션의 사용방법에 관한 자세한 내용은 , 옵션 메뉴얼을 참조해 주십시오 .