80S-2080F480F5.pdf - 第260页
5 Vision Functions SIP LACE 80S-20/F4/F5 Us er Manual 5.3 Component Vision System 05/99 Issue from Software Version SR.405.xx 5 - 28 Line en gineer 5.3.3.3 T echnical da ta for the com ponent vision syst em for fl ip-chi…
SIPLACE 80S-20/F4/F5 User Manual 5 Vision Functions
05/99 Issue from Software Version SR.405.xx 5.3 Component Vision System
Line engineer 5 - 27
5.3.3 Component Vision System in the SIPLACE 80 F
5
Placement
Machine
5.3.3.1 System Description
The component vision system consists of
the optical system for component position recognition.
The
6x revolver placement head
is equipped with a component position recognition system in star station 4
(5 - 12).
For the
IC placement head
, up to two component vision systems can be used. These are fixed onto the
base of the machine (5 - 9). One is used for optical centering of conventional components with pin connec-
tions. The other - with an FC sensor, optically centers flip-chips (see ’Measure Component Option’, Page
5 - 92).
the vision evaluation unit
The evaluation unit for PCB and component position recognition is accommodated in the control unit (5 -
13).
Component position recognition system of the 6x revolver placement head
A CCD camera with deflection mirror, imaging lens and LED lighting system constitutes the optical component
position recognition system. For the standard component vision system, the useful field of vision of the CCD
camera (SONY XC75 camera) is 39mm x 39mm, or 15.7mm x 15.7mm for the component vision system for
flip-chip components. For position recognition or for leads testing the component is evenly illuminated by the
rows of LEDs in the reflected light process and its sharp image formed by the lens on the CCD chip. Using
digital image processing methods, the HALE process (H
igh Accuracy Lead Extraction) the parameters are
determined for position, skew and leads condition.
The vision evaluation unit (MVS) has already been described in Section 5.2.1 since it performs the two func-
tions of PCB and component evaluation.
Component position recognition system for the IC head with IC sensor
Section 5.3.2.1 from Page 5 - 24
Component position recognition system for the IC head with FC sensor
See Section 5.3.2.1 from Page 5 - 24
5.3.3.2 Technical data for the standard component vision system on the 6-nozzle
revolver head
Camera type: SONY XC75
Number of pixels: 484 x 484
Field of view: 39 mm x 39 mm
Method of illumination: Reflected light process (red light), 2 (flat and steep) LED levels
Image processing: HALE gray scale process (H
igh Accuracy Lead Extraction)
Screen: RGB monitor (VGA mode) 640 x 484 pixels
Component sizes: 0.75 mm x 0.75 mm to 32 mm x 32 mm
Range of recognizable components : 0603 up to 32 mm x 32 mm
PLCC SO, QFP, TSOP, SOT, MELF, CHIP, ICS, BGA
Minimum lead pitch: 0.5 mm
Minimum ball diameter with BGAs: 400 µm

5 Vision Functions SIPLACE 80S-20/F4/F5 User Manual
5.3 Component Vision System 05/99 Issue from Software Version SR.405.xx
5 - 28 Line engineer
5.3.3.3 Technical data for the component vision system for flip-chips, bare dies
and standard components on the 6-nozzle revolver head (DCA option)
Camera type: SONY XC75CE
Number of pixels: 570 x 570
Field of view: 15.7 mm x 15.7 mm
Method of illumination: Reflected light process (red light),
4 LED levels (superflat, flat, medium, steep)
Image processing: HALE gray scale process (H
igh Accuracy Lead Extraction)
Screen: RGB monitor (VGA mode) 640 x 484 pixels
Component sizes: 0.25 mm x 0.5 mm ... 13 mm x 13 mm
Range of recognizable components : Flip-chips, bare dies and components up to 13mm x 13mm
Minimum lead pitch: 0.2 mm
Minimum ball diameter: 110 µm
5.3.3.4 Description of Function
A segment of the 6x placement head picks up a component at star station 1. As the star advances and further
components are picked up. Star station 7 accommodates the optical unit of the component vision system.
Once it has arrived three staggered rows of LEDs evenly illuminate the component with red light. The lens
forms a sharp image of components up to a height of 5 mm on the camera’s CCD chip.
The digital component imaging generated by the component camera is transmitted to the vision evaluation
unit. Using digital image processing (HALE process) the evaluation unit compares the image of the compo-
nent with a synthetic model previously generated in the GF editor (the package form editor). The parameters
obtained from this yield information on positional deviations, leads condition and component re-identification.
The HALE process has proved to be highly resistant to interference factors such as unwanted reflections, dif-
fused light influences and so on. It is faster and more accurate than the matching method. Once measure-
ment has been completed the segment rotates the component in star station 9 into the correct orientation for
placement. In star station 1 the component is then inserted in its correct position on the board.
SIPLACE 80S-20/F4/F5 User Manual 5 Vision Functions
05/99 Issue from Software Version SR.405.xx 5.3 Component Vision System
Line engineer 5 - 29
5.3.4 Criteria for Recognition of Components
Shape of the Components
With optical components centering not only regular but also irregular components can be centered. The maxi-
mum number of leads horizontally and vertically is 99 in each case.
Criteria for regular components
Definition
A component is deemed to be regular when it satisfies the following four conditions:
– rectangular package shapes (special case: square shape)
– only one lead type per side
– only one lead group per side
– opposite lead groups will be located symmetrically with respect to the two main axes
(x and y axes).
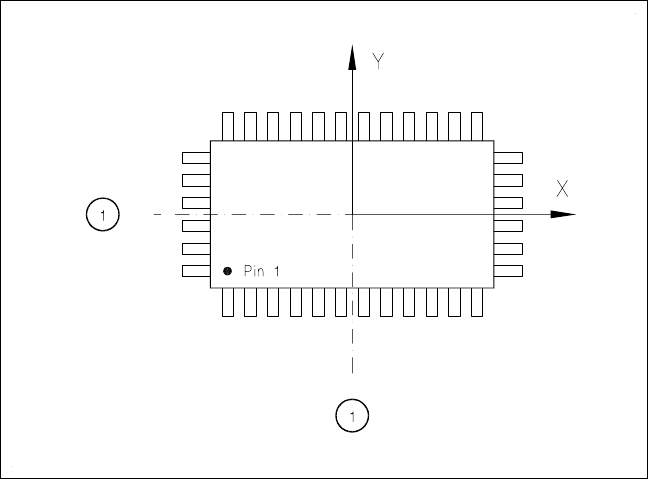
Fig. 5.3.1 Regular component
- Key to Fig. 5.3.1
1 Axis of symmetry
Criteria for irregular components
Definition
A component is deemed to be irregular when it does not satisfy the conditions for regular components.
Additional conditions for centering with the component vision system:
– In any one row up to 3 different lead types are permitted.
– In any one row up to 15 groups are permitted.