M3plus_OperationManual_j.pdf - 第53页
2- 20 基 本 的 な 操 作 に つ い て 2 4. 生産開始と終了 6 必要に応じて運転モニタを表示させます。 生産中に運転状態を確認したいときは、 [ モニタ ] ボタンを押してください。 「全体」 、 「出 力」 、 「ビジョン」 、 「補正」 、 「リトライ」タブを選ぶと実装中の情報が確認できます。 ■ モニタ: 全体 この画面は、現在生産中の基板の枚数や生産状態をリアルタイムな情報で表示します。生産時に この画面を開い…
2-19
基
本
的
な
操
作
に
つ
い
て
2
4. 生産開始と終了
4
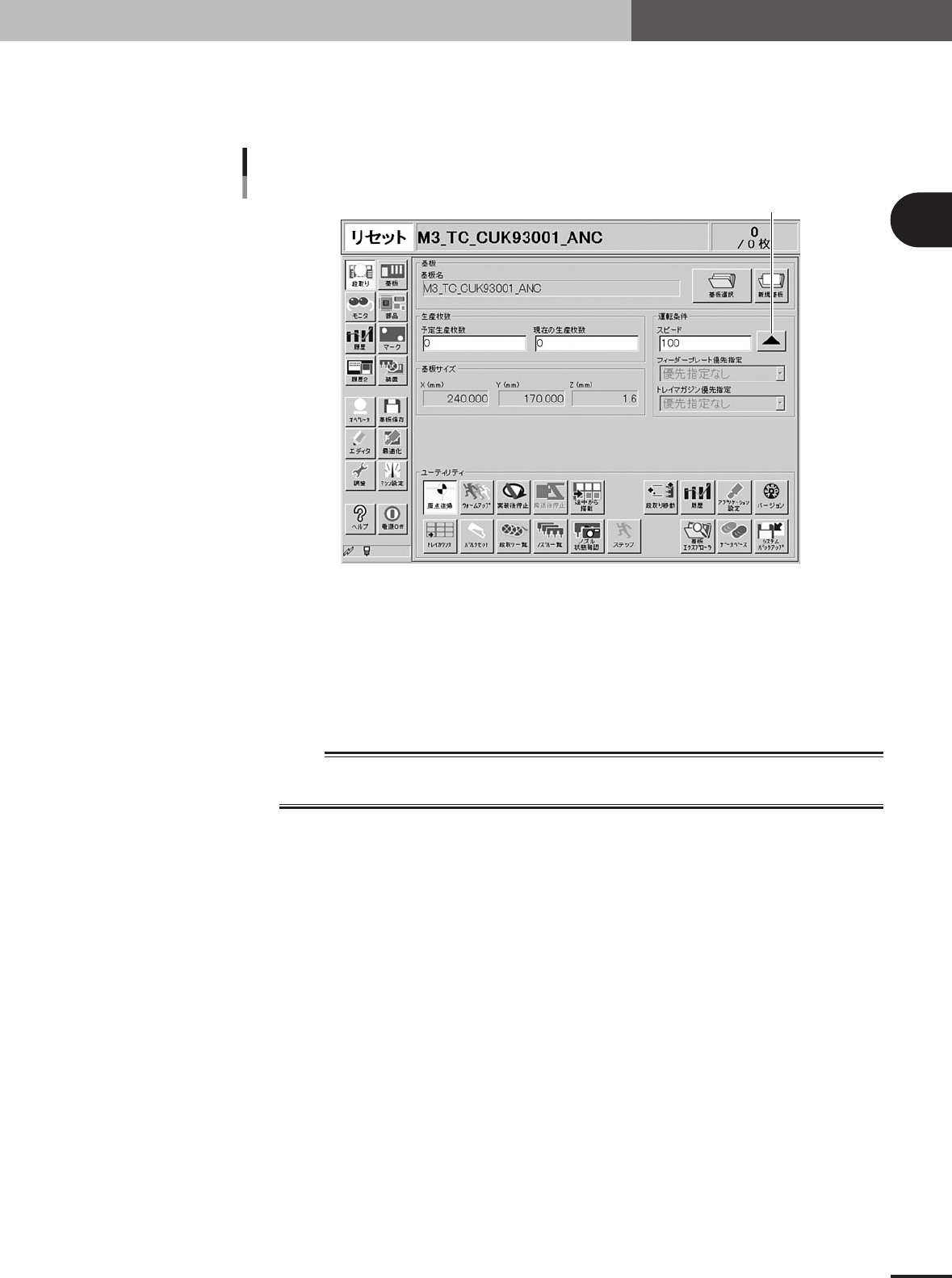
運転スピードを設定します。
運転条件の「スピード」には現在設定されている運転スピードが表示されています。運
転スピードを変更したい場合は[▲]ボタンを押してください。
運転スピードを設定する
運転スピードの設定
26201-E5-1D
5
運転を始めます。
1. 非常停止ボタンを解除し、オペレーションパネルの[READY]ボタンを押します。
2. 安全を確認し、オペレーションパネルの[START]ボタンを押します。
3. 入口センサーが基板を感知するとコンベアベルトが回転を始め、基板を作業位置まで
搬送し、部品の実装を始めます。
w
警告
表示灯の緑色灯が点灯している (自動運転中)ときは、絶対にヘッドの可動範囲内に入らないでくださ
い。
2-20
基
本
的
な
操
作
に
つ
い
て
2
4. 生産開始と終了
6
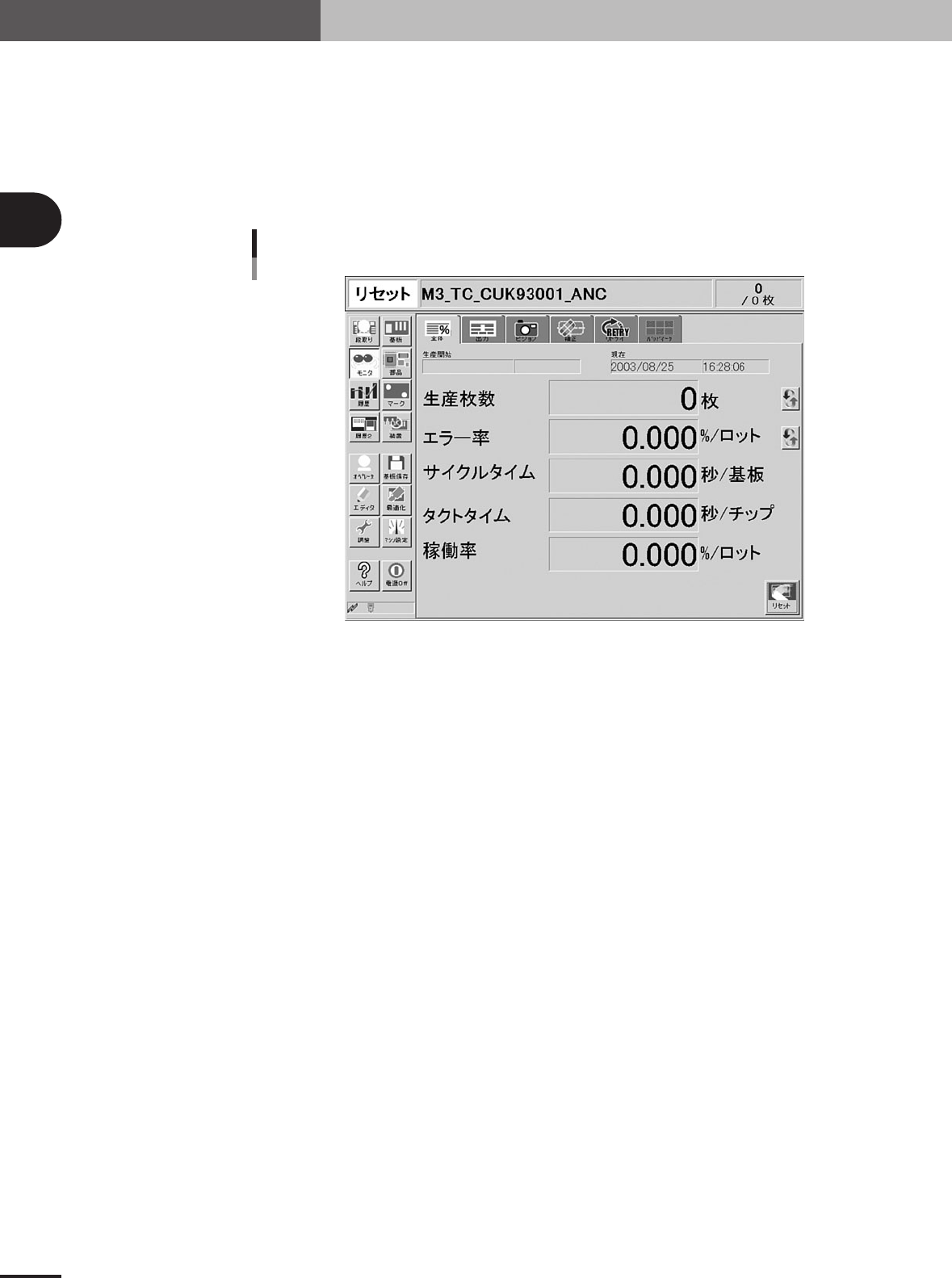
必要に応じて運転モニタを表示させます。
生産中に運転状態を確認したいときは、[モニタ]ボタンを押してください。「全体」、「出
力」、「ビジョン」、「補正」、「リトライ」タブを選ぶと実装中の情報が確認できます。
■ モニタ: 全体
この画面は、現在生産中の基板の枚数や生産状態をリアルタイムな情報で表示します。生産時に
この画面を開いておくと便利です。生産基板の切り替えを行うと、全ての情報がクリアされます。
モニタ:全体
26305-E5-10
・ 生産開始
現在生産中の基板データを切り替えた時の日時時間が表示されます。
・ 現 在
この画面を表示したときのマシン内のシステム時計の時間が表示されます。この画面が更新され
ると、表示時間も更新されます。
・ 生産枚数
現在生産中の基板データを切り替えてからの生産済み基板枚数です。途中でリセットした基板
データは途中搭載しない限りカウントされません。
・ エラー率
現在生産中の基板データに切り替えてから現在までの吸着ミス、認識ミスなどにより廃棄された
部品の全消費部品に対する比率です。1基板生産終了時にデータは更新されます。
廃棄部品数÷全部品の消費数× 100 =エラー率(%)
・ サイクルタイム
基板1枚あたりの実装時間の平均(秒/基板)です。実装が完了するとデータは更新されます。
サイクルタイムには、フィデューシャル、バッドマークなどの基板マーク認識時間、部品吸着時
間、部品認識時間、実装時間、リトライ動作時間、部品廃却時間、ノズルチェンジ時間が含まれ
ます。搬送時間や停止時間(エラー停止、STOP ボタンによる停止時間など)は含まれません。
・ タクトタイム
部品1点の実装にかかる時間 (秒) です。吸着から装着までの1シーケンスにかかる時間を、その
シーケンスで実装した部品数で割った時間です。

2-21
基
本
的
な
操
作
に
つ
い
て
2
4. 生産開始と終了
・ 稼働率
マシン単体での稼働率です。上流および下流のマシンの状態影響されない稼働率で、次式より算
出しています。一般的に実装機の稼働率は、40 ∼ 70%程度です。
(累積実装時間+累積搬送時間)÷[(生産完了時刻−段取り完了時刻)−累積待機時間]× 100 =稼働
率 (%)
・累積実装時間 : ヘッドが動作している合計時間
・累積搬送時間 : 搬送(搬入/排出)の合計時間
・累積待機時間 : 上流または下流のマシン待ちの合計時間
・生産完了時刻 : 次の生産基板に切り替えた時刻
・段取り完了時刻 : START ボタンを押して運転が開始された時刻
・ [ リセット]
生産データの管理情報をリセットします。画面に表示されている各データおよび現在の生産枚数
や現在のアンローダー枚数、予定生産枚数や予定アンローダー枚数です。リセットを行うと[段取
り]画面の「生産枚数」の数値などもリセットされます。