M3plus_OperationManual_j.pdf - 第71页
3- 6 3 3. 基板情報を作る 3.1 基板パラメーター 「基板」画面の「基板」タブを開き、基板パラメーターを確認または設定します。 基板パラメーター画面 26406-E5-10 A, B: 基板サイズ X , Y 基板の X Y 方向のサイズを m m 単位で入力します。自動運転の際、コンベア幅( W 軸) が Y 寸法に なるように制御されます。 X :基板の流れ方向のサイズ Y :基板…
3 -5
3
3. 基板情報を作る
データNo.
パターン名称
スキップ
X、Y、R
部品番号
部品名
ヘッド
バッド
フィデュ
基板サイズXY
基板サイズ高さ
コメント
現在の生産枚数
予定生産枚数
1基板あたりのブロック数
現在のアンローダー枚数
予定アンローダー枚数
基板固定方法
固定開始タイマー
搬送開始高さ
画像処理補正
負圧確認
リトライ方式
部品先取り
コンベアX軸速度
コンベアモーター速度
データNo.
パターン名称
種類
スキップ
X、Y、R
データNo.
パターン名称
種類
X、Y
マーク
データNo.
パターン名称
種類
X1、Y1
マーク1
X2、Y2
マーク2
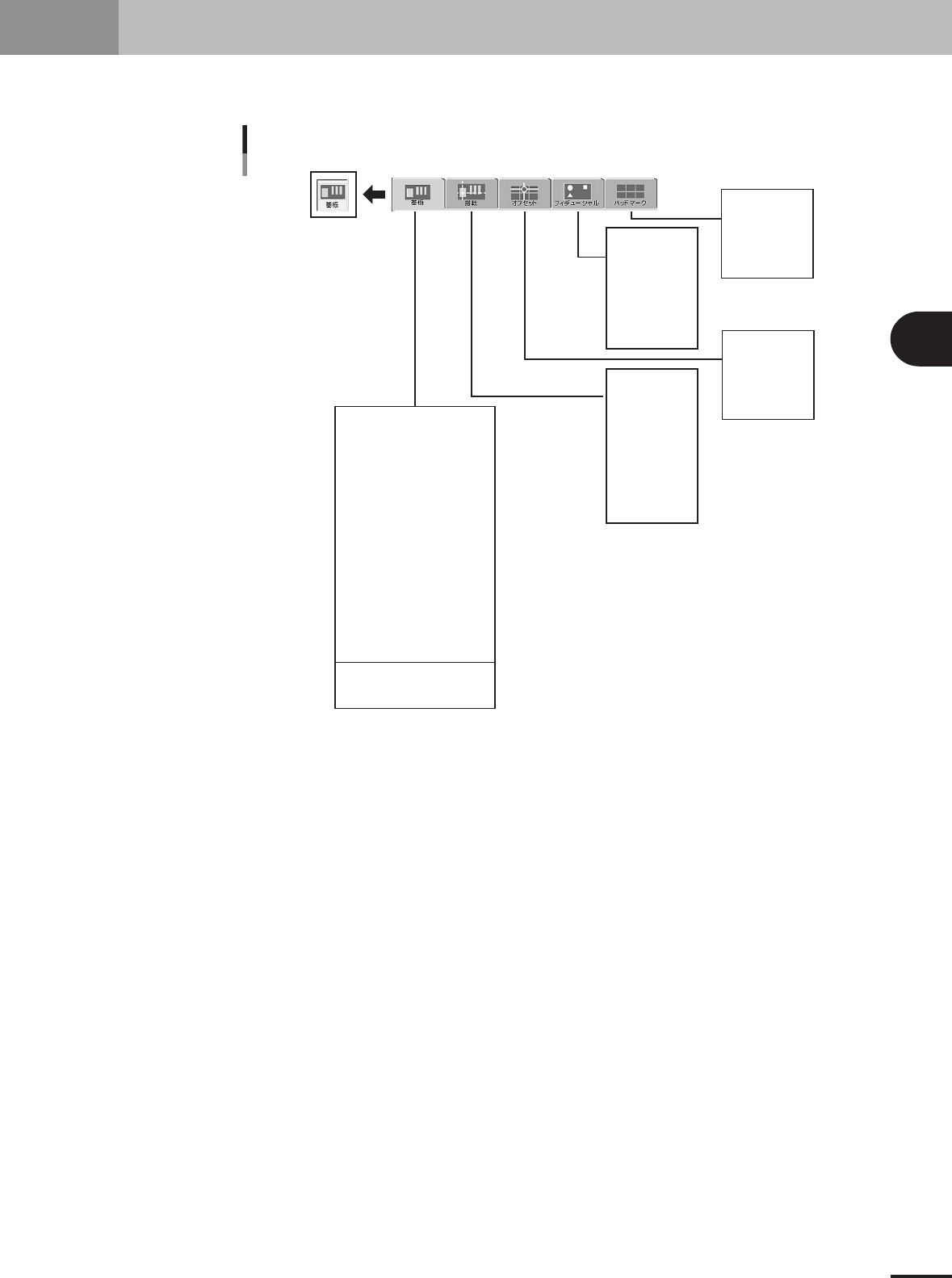
基板パラメーターの構成
22402-E5-00
3-6
3
3. 基板情報を作る
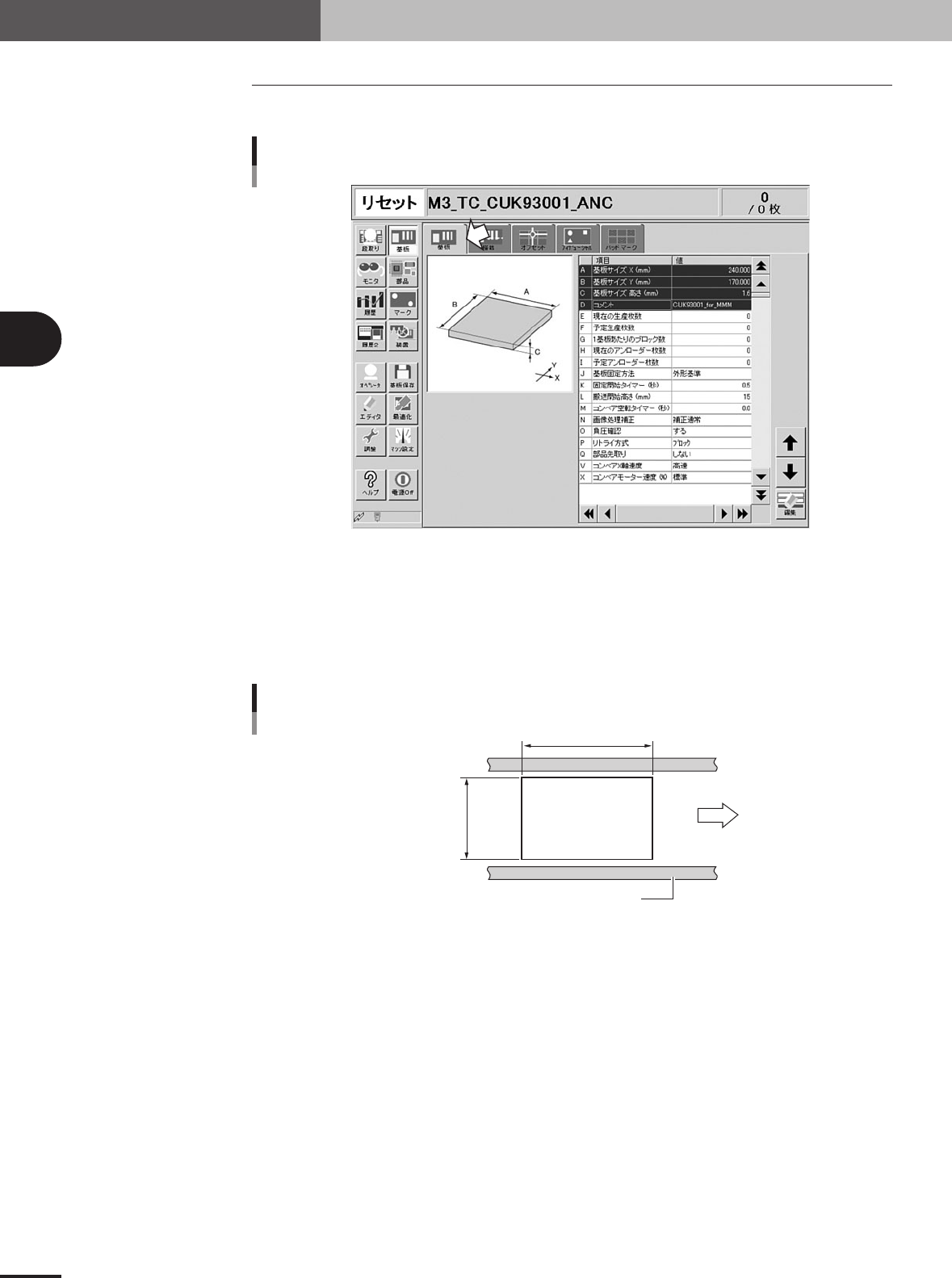
3.1 基板パラメーター
「基板」画面の「基板」タブを開き、基板パラメーターを確認または設定します。
基板パラメーター画面
26406-E5-10
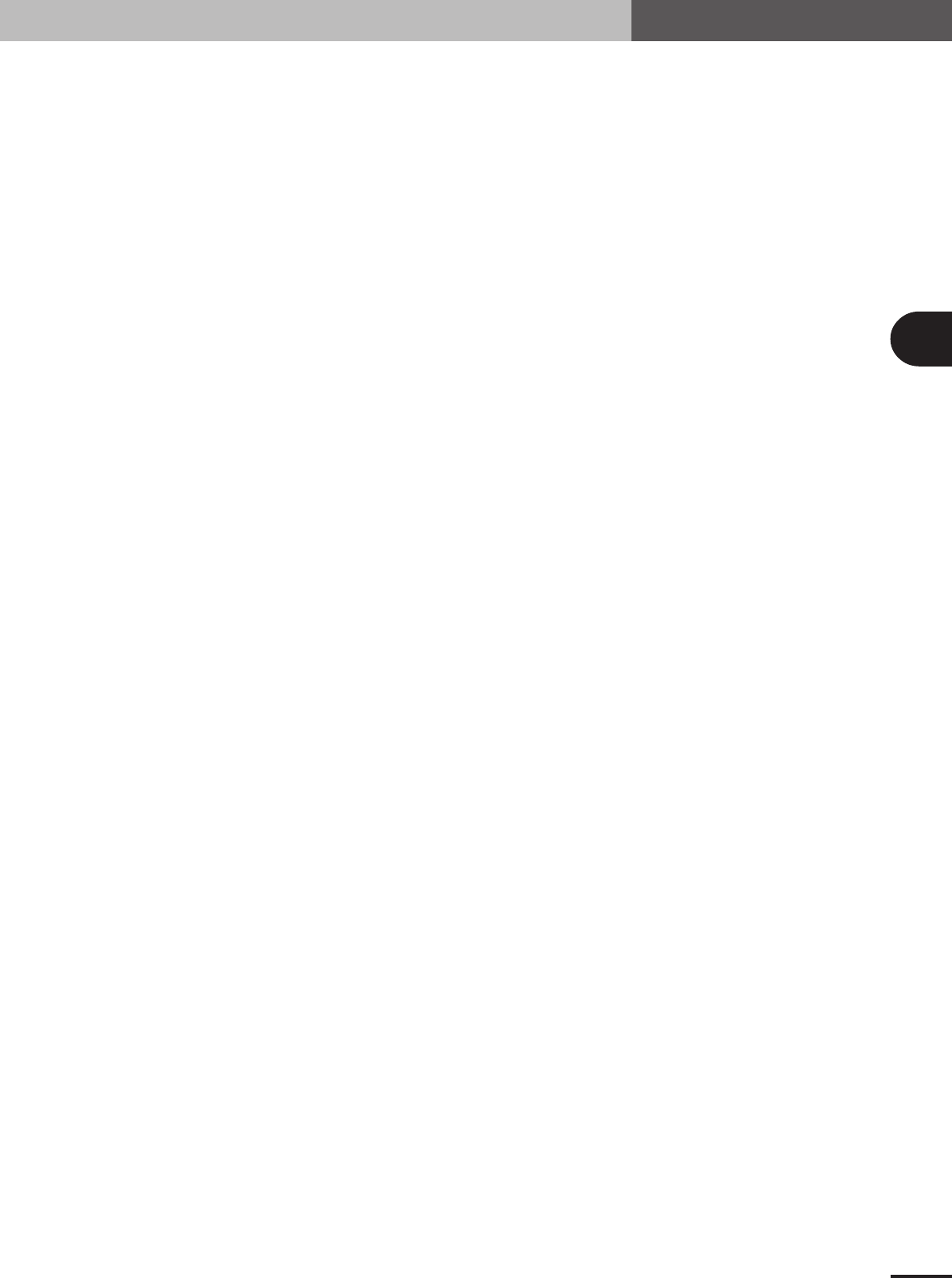
A, B: 基板サイズ X, Y
基板の XY 方向のサイズを mm 単位で入力します。自動運転の際、コンベア幅(W 軸)が Y 寸法に
なるように制御されます。
X:基板の流れ方向のサイズ
Y:基板をコンベアにおいたときのコンベア幅方向サイズ
X [mm]
Y [mm]
PCB
PCB
基板流れ方向
基板外形
コンベアレール
22403-5E-10
C: 基板サイズ高さ
使用する基板の厚みを入力します。
D: コメント
基板に関するメモを残しておく欄です。空欄でもかまいません。
E: 現在の生産枚数
生産済みの基板枚数を記録する欄です。初期値は「0」に設定しておきす。
F: 予定生産枚数
生産したい基板枚数を入力します。「0」入力した場合、基板が供給される限り生産を続けます。
G: 1 基板あたりのブロック数
1 枚の基板内に存在するブロック数を入力します。
H: 現在のアンローダー枚数
アンローダーに送られた基板枚数を記録する欄です。初期値は「0」に設定しておきます。
3-7
3
3. 基板情報を作る
I: 予定アンローダー枚数
アンローダーの 1 ラックに収納できる枚数を指定します。設定枚数の生産が終わると、アンロー
ダがラックを交換するまで、生産基板の搬出を中断します。「0」を入力した場合、基板の枚数が
アンローダーの最大容量枚数になっても連続して生産を行います。次の条件を満たす場合は「0」
を入力してください。
・ラック切替信号を出すアンローダーを使用している。
・リフロー直前のマシンでこのデータを使う。
J: 基板固定方法
生産基板に合わせて、適切な固定方法を選択してください。
・「外形基準」
基板を外側から固定します。
・「ロケートピン」 (オプション)
ロケートピンのみで基板を固定します。この固定方法はオプションです。
・「ピンプッシュアップ」 (オプション)
ロケートピンとプッシュアップピンの両方で基板を固定します。
K: 固定開始タイマー
基板がメインストッパーの手前に配置された基板検出センサー上を通過した直後に、マシンは基
板固定動作を開始します。基板サイズやコンベア速度によって、固定を開始する最適なタイミン
グが異なります。このパラメータにより、固定を開始するタイミングを遅らせることが可能です。
0.0 ∼ 1.9 秒の数値を入力してください。
L: 搬送開始高さ
実装終了後、コンベア出口への基板搬送はプッシュアップユニット下降後に開始されます。すで
に基板裏面に部品が組み付けられている場合は、プッシュアップユニットが十分下降してからで
ないと部品とユニットが干渉する恐れがあります。このパラメータにより基板種類ごとにプッ
シュアップユニットの下降高さを指定できます。基板固定時のプッシュアップユニットの高さを
0mm として、そこから何 mm 下降させるかを 3 ∼ 30mm の数値で入力してください。
M: コンベア空転タイマー
生産基板の形状が通常であれば「0 秒」に設定します。
生産基板が特殊な形状(切り欠き、中抜けなど)のため、コンベア出口センサーが基板搬出を誤
認識することがあります。この場合、コンベア空転タイマを設定すると、基板検出センサーが
OFF した後もさらにコンベアをタイマ分だけ回転させて基板搬出を完了できます。0.0 ∼ 9.9 秒
の数値を入力してください。
N: 画像処理補正
「補正通常」に設定します。「補正通常」に設定することで部品吸着時の画像認識チェックを行い
ます。
O: 負圧確認
「する」に設定します。「する」に設定することで部品を吸着しているかなどのチェックを、ビ
ジョン認識と負圧確認の両方で行います。
P: リトライ方式
実装中に吸着、認識エラーが発生する場合のリトライ方法を選択します。
・「グループ」
1 実装グループ終了するまでリトライを継続します。ヘッドの入れ替えはできません。
・「ブロック」
エラーが発生した場合、1 ブロック終了後にエラーしたヘッドでリトライします。
・「自動」
エラーが発生した場合、1 ブロック終了後にエラーしたヘッドにかかわらず空いているヘッド
でリトライします。