M3plus_OperationManual_j.pdf - 第74页
3- 9 3 3. 基板情報を作る 3.2 搭載パラメーター 搭載パラメーターでは、搭載位置や搭載する部品番号など、搭載に関するデータを設定します。 1 10 1 1 3 2 45 7 8 9 6 搭載パラメーター画面 26407-E5-10 1 実行 / スキップ 基板への部品搭載を実行するかしないかの設定が表示されます。変更するときは、 [編 集] ボタンを 押してください。 「スキップ」に…
3-8
3
3. 基板情報を作る
Q: 部品先取り
通常は「しない」に設定します。
「する」に設定した場合、前基板の作業完了後、次基板が搬送されると同時に部品の吸着および認
識を始めるようになります。タクトタイムの短縮につながります。
V: コンベア X 軸速度
コンベア X 軸の動作により実装した部品が動いたりする場合に、ここでコンベア X 軸の速度を変
更できます。
X: コンベアモーター速度 (%)
コンベアモーター(基板搬送)速度を設定します。マシン設定に設定されているデータを標準とし
て+側に 50%、−側に 90% まで 10% 単位で設定できます。
3-9
3
3. 基板情報を作る
3.2 搭載パラメーター
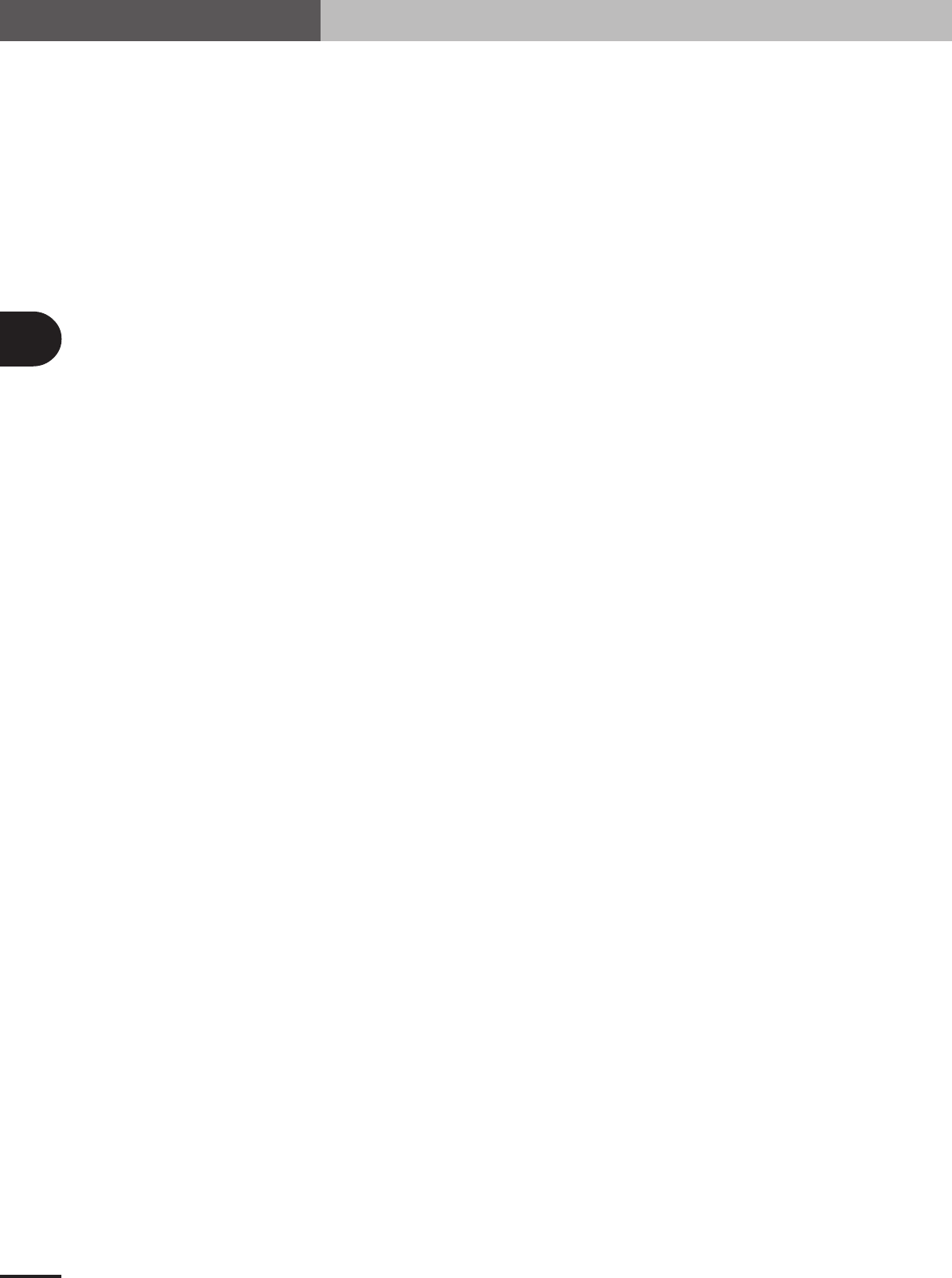
搭載パラメーターでは、搭載位置や搭載する部品番号など、搭載に関するデータを設定します。
1
10 11
32 45 7 8 96
搭載パラメーター画面
26407-E5-10
1 実行 / スキップ
基板への部品搭載を実行するかしないかの設定が表示されます。変更するときは、[編集]ボタンを
押してください。「スキップ」に設定するとパス運転を行います。
2 パターン名称
基板上にプリントされている回路名称(例えば R23,U12 など)を入力します。
3 スキップ
この搭載データを実行しない場合は、チェックマークを付けます。
4 X, Y
1 枚基板の場合は基板原点から、割基板の場合は基準ブロックから搭載中心位置までの座標デー
タを入力します。ティーチング入力する場合は下図を参考にしてください。
搭載中心位置
第2ブロック 第1ブロック
基板原点と搭載中心位置
基板原点
ブロックリピートNo. 1
22404-5E-10
3-10
3
3. 基板情報を作る
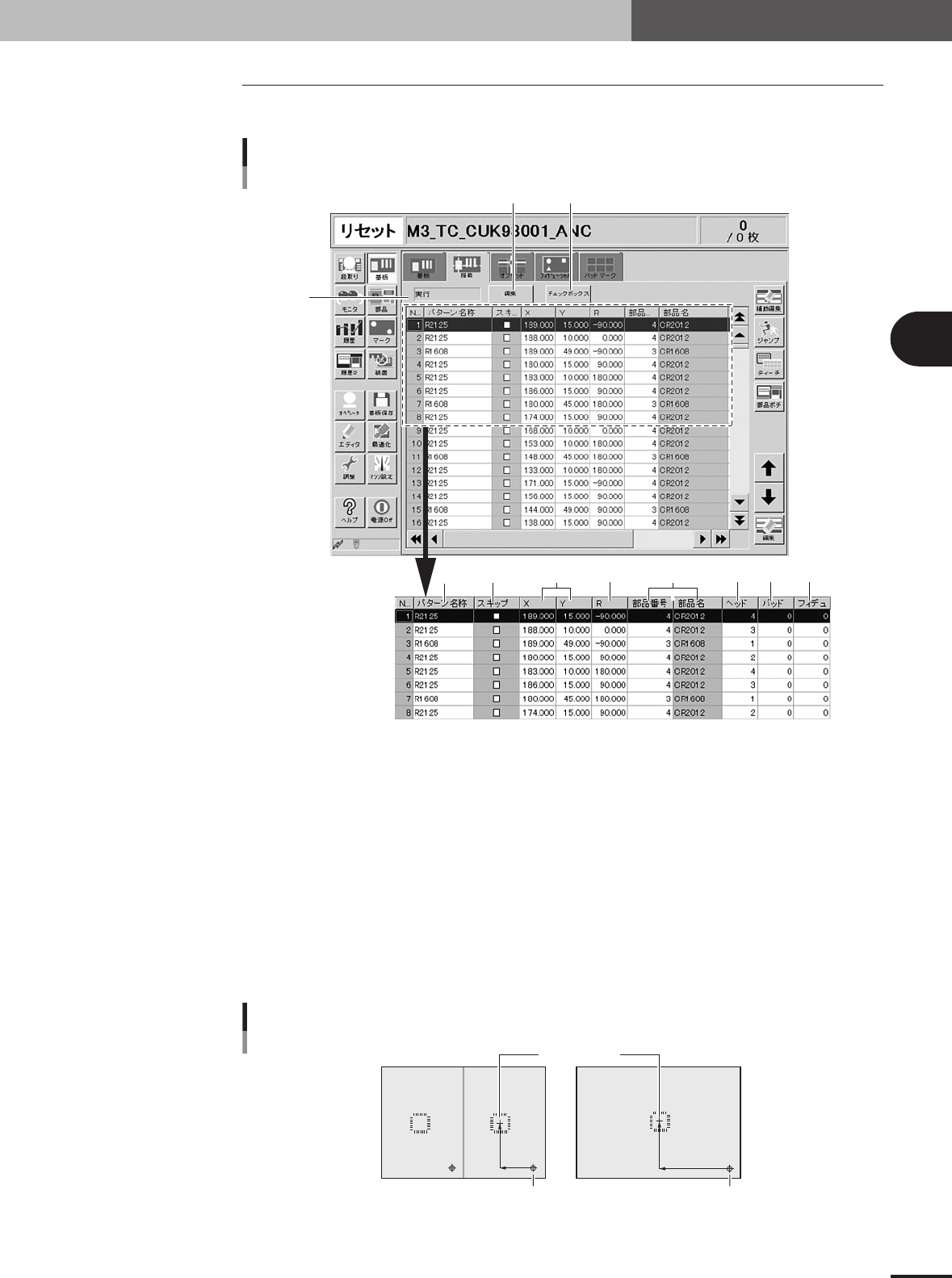
部品種類
ティーチング方法
ティーチング位置
部品別ティーチング方法
チップ
1点か2点
トランジスタ
1点
SOP
2点か4点
QFP
2点か4点
:ティーチングポイント
24401-E0-10
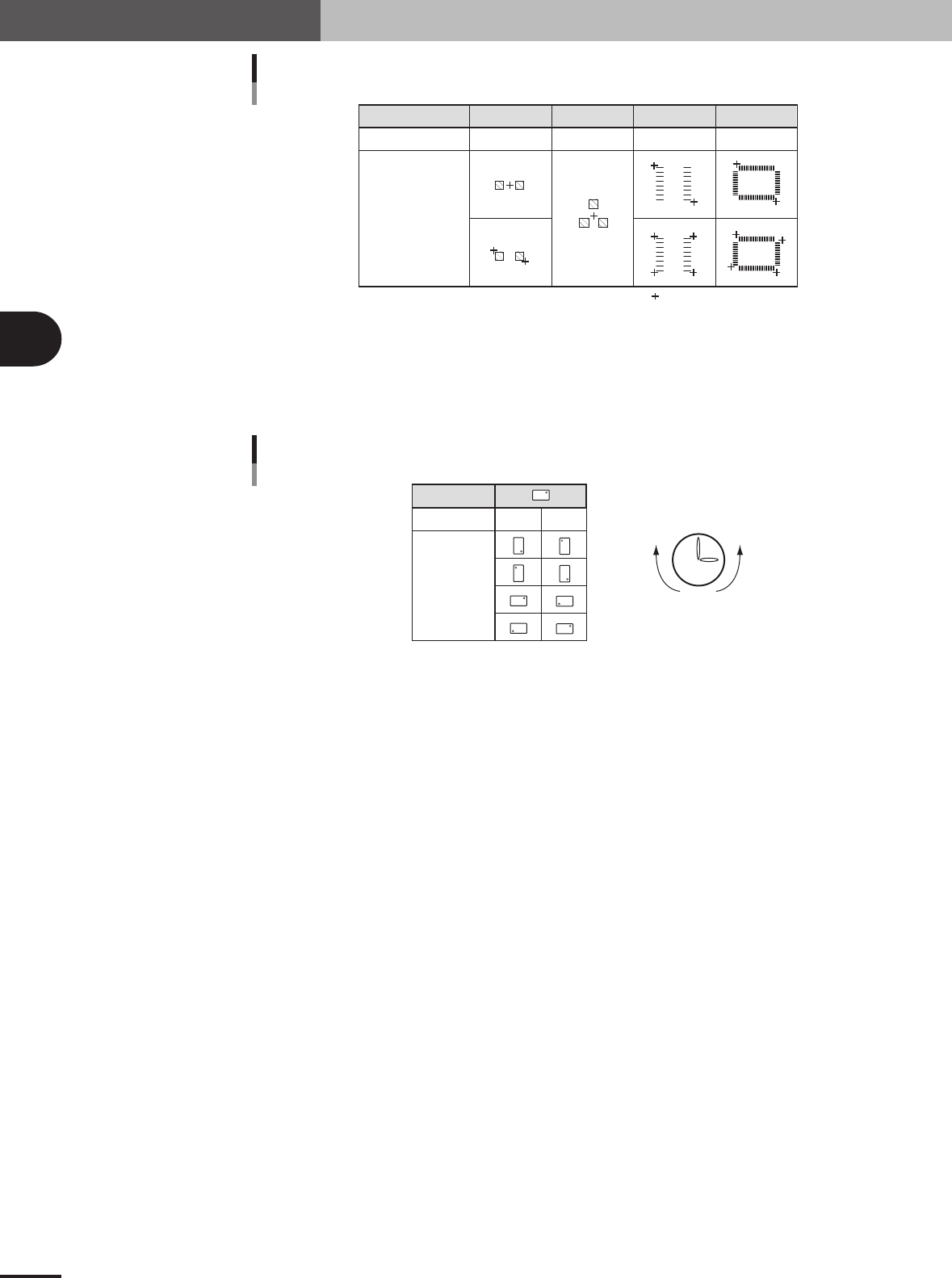
5 R データ
部品搭載角度を入力します。吸着角度(部品パラメーター)が 0゚の場合は、部品荷姿からの回転
角度を入力します。吸着角度が 90゚または -90゚の場合は次の表を参照してください。上から見て
反時計回りをプラス、時計回りをマイナスとします。
部品荷姿
吸着角度 90º -90º
搭載角度 0゚
180゚
90゚
-90゚
時計
プラスマイナス
搭載角度
22405-E0-00
6 部品番号 , 部品名
搭載する部品の部品番号(部品情報のデータ No.)を入力します。部品番号に応じて部品名は自
動的に入力されます。
7 ヘッド
搭載に使用するヘッド番号を入力してください。
8 バッド (バッドマーク)
この搭載データに対して使用するローカルバッドマークの番号を入力します。ただし、ローカル
バッドが設定されている場合のみ有効です。
この機能を使用しない場合は「0」を入力してください。
9 フィデュ (フィデューシャル)
この搭載データに対して使用するポイント / ローカル /4 点フィデューシャルの番号を入力しま
す。ただし、ローカルフィデューシャルが設定されている場合のみ有効です。
この機能を使用しない場合は「0」を入力してください。
10 [編集]ボタン
搭載を「実行」するか「スキップ」するかを選択します。「スキップ」を選択すると基板全体の搭
載がスキップされパス運転となります。
11 [チェックボックス]ボタン
スキップのチェックボックスを編集可能にするボタンです。通常、スキップの項目はグレーアウ
トされていますが[チェックボックス]ボタンを押すことで編集可能となります。