M3plus_OperationManual_j.pdf - 第95页
3- 30 3 4. 部品情報を作る 部品荷姿 吸着角度 部品荷姿 吸着角度 部品荷姿 吸着角度 部品荷姿 吸着角度 認識基準 部品荷姿 吸着角度 認識基準 部品荷姿 吸着角度 ■ 角形チップ ■ メルフ ■ SOP ■ ミニモールドトランジスタ ■ コネクタE ■ QFP 0゚ 90゚ 0゚ 90゚ 0゚ 90゚ 0゚ 90゚ 0゚ 90゚ 0゚ 180゚ 90゚ -90゚ 0゚ 90゚ N …
3-29
3
4. 部品情報を作る
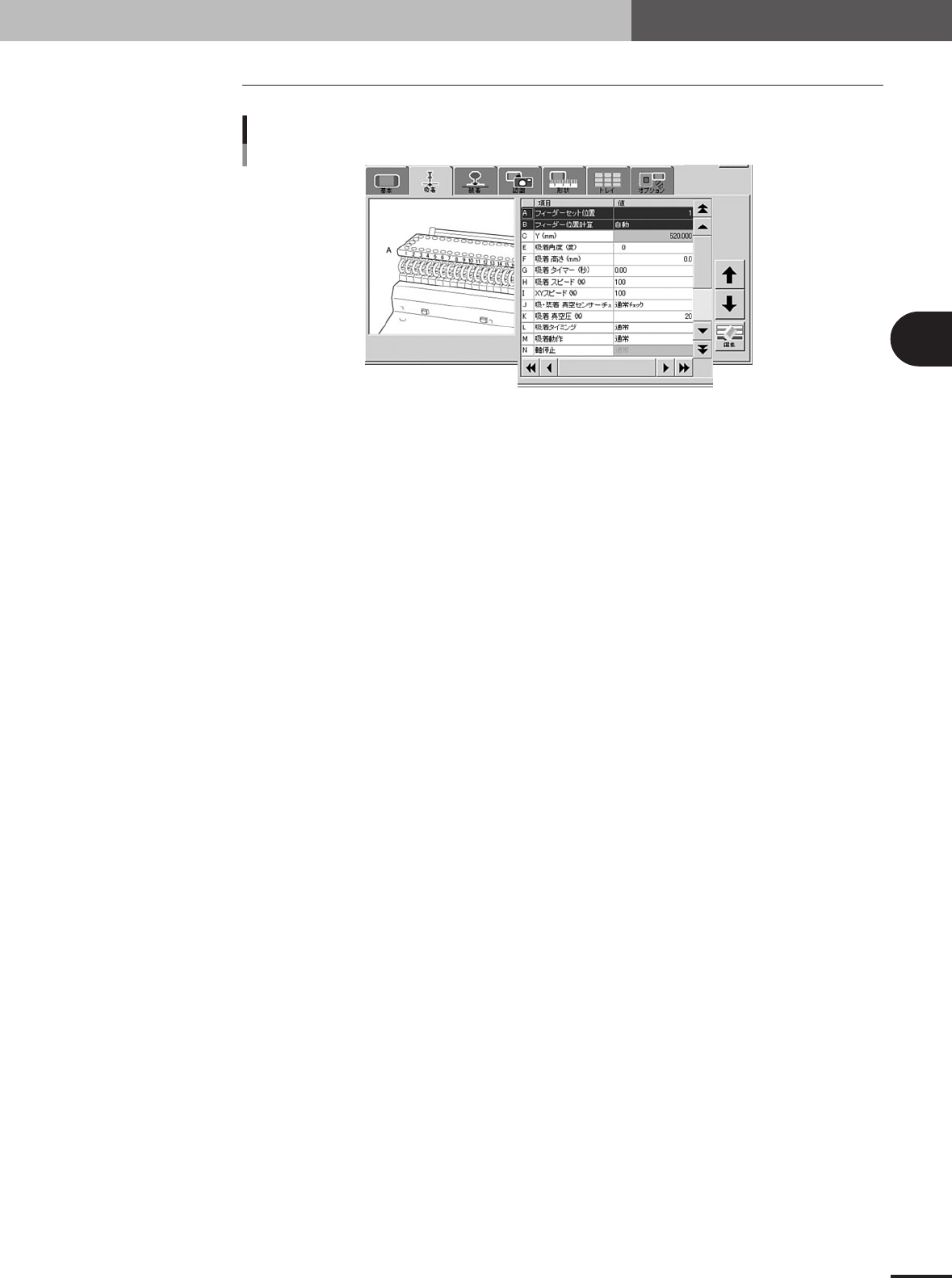
4.3 吸着パラメーター
吸着パラメーター
26414-E5-20
A: フィーダーセット位置
フィーダーをセットするフィーダープレート番号 (フィーダーノックピン位置) を入力します。
「最適化の実行」を「する」に設定した場合は設定不要です。トレイシャトルフィーダーを使う場
合は、本章「4.10 テープ以外の供給装置を使う場合」を参照してください。
B: フィーダー位置計算
部品供給形態が「テープ」または「バルク」の場合は「自動」に設定します。(吸着位置が自動的
に計算されます。)スティックフィーダーまたはトレイシャトルフィーダーで部品を供給する場合
は「ティーチング」に設定します。本章「4.10 テープ以外の供給装置を使う場合」を参照してく
ださい。
C, D: XY (吸着位置)
ヘッドが部品を吸着するときの座標値を入力します。「フィーダー位置計算」が「自動」に設定さ
れている場合、この項目はスキップされます。スティックフィーダーまたはトレイシャトル
フィーダーを使う場合は、本章「4.10 テープ以外の供給装置を使う場合」を参照してください。
吸着位置はティーチング入力します。
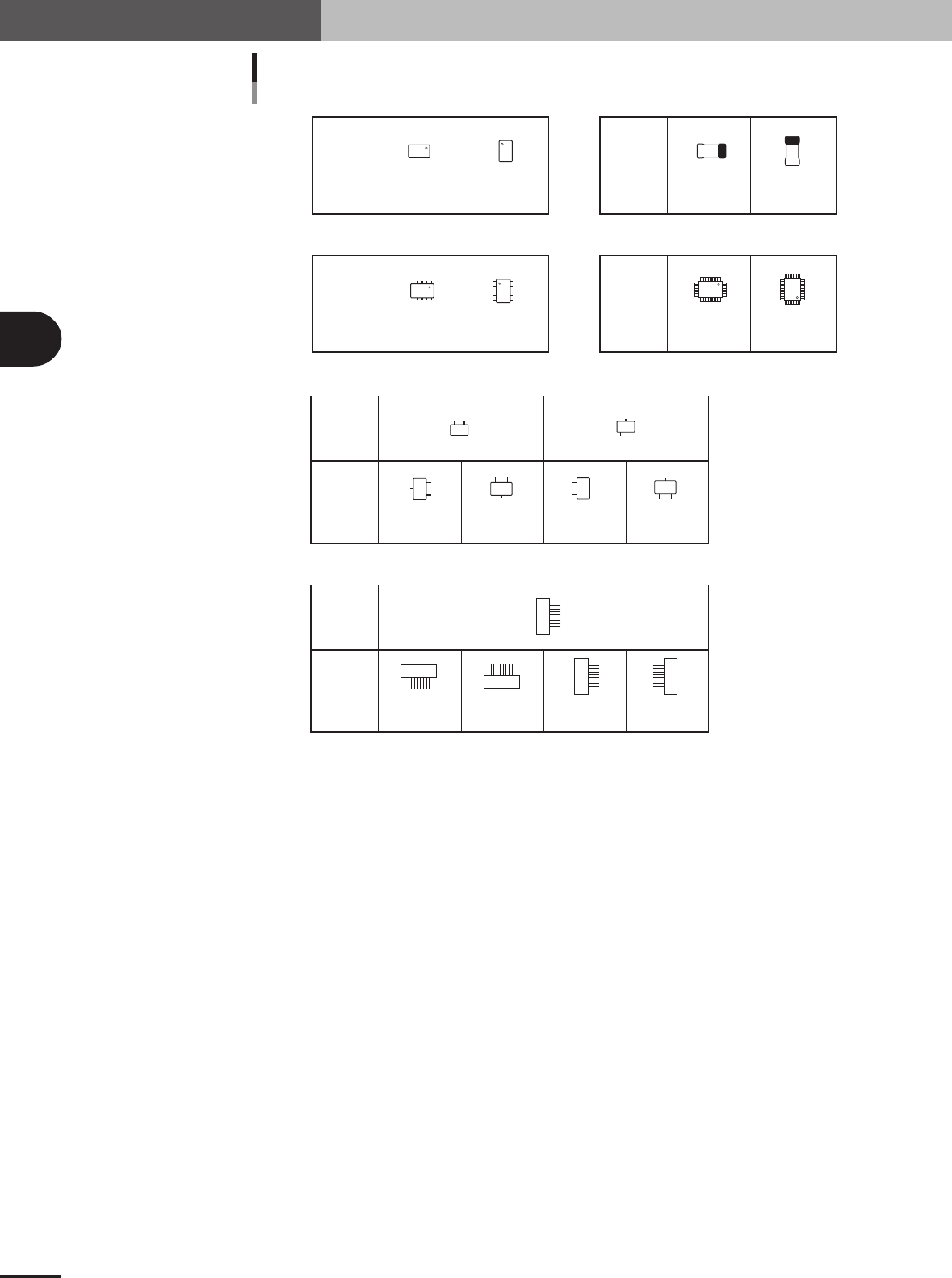
E: 吸着角度
・フィーダー上にヘッドが部品を取りに行くときのヘッドの回転角度を入力します。この設定に
よって部品を認識する際の部品の方向(認識基準)が決まります。通常、部品荷姿が横長のと
きは「0」度、縦長のときは「90」度に設定します。
・バルクフィーダーで部品を供給する場合は常に「90」度に設定してください。フィーダー上に
ヘッドが部品を取りに行くときのヘッドの回転角度を入力します。
・トランジスタは NS 方向にリードが向くように吸着角度を設定する必要があるため、部品荷姿が
縦長(モールド部が縦長)のときは「0」度、横長のときは「90」度に設定します。次の表を
参照して正しい吸着角度を入力してください。
・SOP はEW方向にリードが向くように吸着角度を設定する必要があるため、部品荷姿が横長
(モールド部が横長)のときは「0」度、縦長のときは「90」度に設定します。次の表を参照し
て正しい吸着角度を入力してください。通常、部品荷姿が横長(モールド部が横長)のときは
「0」度、縦長のときは「90」度に設定します。次の表を参照して正しい吸着角度を入力してく
ださい。
・コネクタは E 方向にリードが向くように吸着角度を設定する必要があるため、次の表を参照し
て正しい吸着角度を入力してください。
3-30
3
4. 部品情報を作る
部品荷姿
吸着角度
部品荷姿
吸着角度
部品荷姿
吸着角度
部品荷姿
吸着角度
認識基準
部品荷姿
吸着角度
認識基準
部品荷姿
吸着角度
■ 角形チップ ■ メルフ
■ SOP
■ ミニモールドトランジスタ
■ コネクタE
■ QFP
0゚ 90゚ 0゚ 90゚
0゚ 90゚
0゚ 90゚ 0゚ 90゚
0゚ 180゚ 90゚ -90゚
0゚ 90゚
NS
E
W
N
S
WE
NS
E
W
N
S
WE
N
S
N
S
NS
E
W
N
S
WE
NS
E
W
N
S
WE
吸着角度
24405-E0-10
F: 吸着高さ
部品の吸着動作時にノズルを下降させる Z 軸の高さ補正値です。通常 「0.0」に設定します。も
し、この高さを下げたい場合はプラスの値を入力します。上げたい場合はマイナスの値を入力し
ます。但し、固定トレイフィーダー(TSF1)を使用する場合はこの値は無効となります。
G: 吸着タイマー
部品の吸着動作時に、真空圧を感知してから、さらにノズルが下降端に留まっている時間(秒)
です。チップ部品などの小さな部品は、通常「0.00」でかまいません。
H: 吸着スピード
部品吸装着時のヘッドの下降軸 (Z 軸) のスピードです。よりスローな速度に設定したいときは数
値を下げてください。通常は 100 (%)に設定します。
I: XY スピード
部品吸着から、部品搭載までの間の XY 軸のスピードです。よりスローな速度に設定したいとき
は数値を下げてください。通常は 100 (%)に設定します。
3-31
3
4. 部品情報を作る
J: 吸装着真空センサーチェック
通常は「通常チェック」に設定します。吸着エラーや部品の持ち帰りなどをより厳しくチェック
したい場合は「特殊チェック」に設定してください。QFP などの部品は他部品よりも吸着エラー
や部品の持ち帰りなどをより厳しくチェックしたいため「特殊チェック」に設定します。
n
要点
「通常チェック」に設定した場合、部品吸着時と装着時に下降したヘッドが上昇するタイミングを制
御します。また、「真空センサーチェック」の設定は基板情報の「負圧確認」が「する」に設定され
ている場合のみ有効です。
K: 吸着真空圧
真空センサーチェックを行うための基準真空圧です。データベースの初期設定を使用し、本章の
「4.9.1 部品ポチを実行する」で必要に応じて調整します。
L: 吸着タイミング
部品吸着時のヘッド真空動作の開始タイミングを設定します。「通常」を選択するとヘッド下降前
に真空動作が ON し、「下降端」を選択するとヘッド下降後に真空動作が ON します。通常は「通
常」に設定しておきます。
M: 吸着動作
部品を吸装着するときのノズルの下降動作です。通常は、初期設定の「通常」にします。「詳細設
定」を選ぶと、吸装着時の「軸停止」条件を設定できます。
N: 軸停止
通常は「通常」に設定します。小さい部品などで吸着に精度が必要な場合は「公差待ち」を選択
してください。 (このパラメーターは「M: 吸着動作」を「詳細設定」にしたときだけ有効です。)