00191337-01.pdf - 第123页
Instrucciones de uso SIPLACE 80S-20/F4/F5 3 ¿Qué hacer .... Edición 05/99 CE SP A a partir de la versión de software SR.405.xx 3.9 Cuando llena con c omponentes 3 - 19 - Clave de la Fig. 3.8. 2 1 Me sa 1 (c ambia dor waf…
3 ¿Qué hacer.... Instrucciones de uso SIPLACE 80S-20/F4/F5
3.8 Como puede evita errores de pista Edición 05/99 CE SPA a partir de la versión de software SR.405.xx
3 - 18
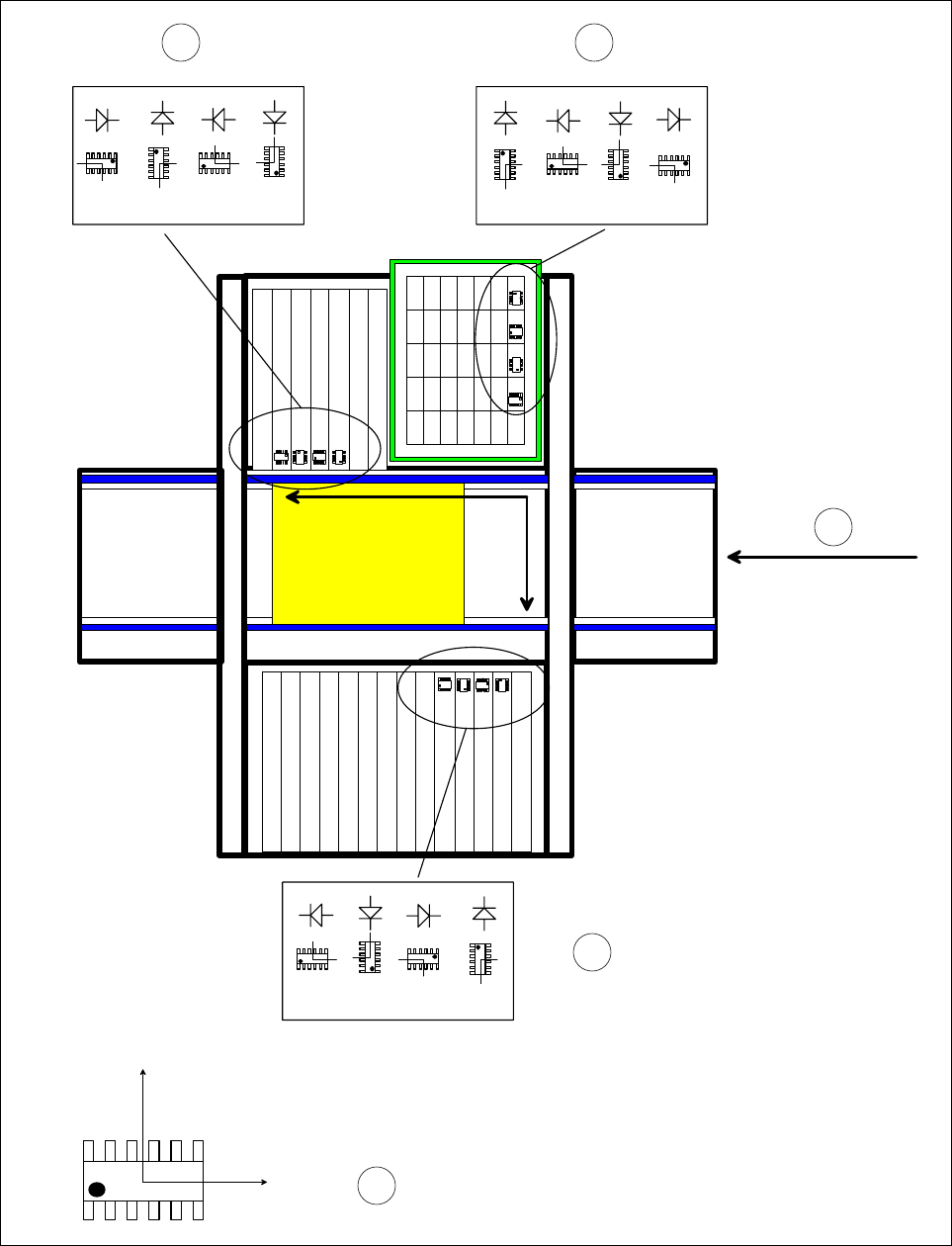
3.8.6 Controlar el ángulo de recogida de los componentes
Fig. 3.8.2 Controlar el ángulo de recogida de los componentes
0° 90°
180° 270°
X
component-removal belt
0°
90°
180°
270°
0°
90° 180° 270°
Y
0°
90°
180°
270°
0°
90°
180°
270°
0°
90°
180°
270°
Y
X
MKS
12
4
3
5
Instrucciones de uso SIPLACE 80S-20/F4/F5 3 ¿Qué hacer....
Edición 05/99 CE SPA a partir de la versión de software SR.405.xx 3.9 Cuando llena con componentes
3 - 19
- Clave de la Fig. 3.8.2
1 Mesa 1 (cambiador wafflepack)
2 Mesa 2
3 Mesa 3
4 Dispositivo de transporte
5 Descripción del componente en el editor-GF, Posición de descripción 0°
3.9 Cuando llena con componentes
El llenado de componentes con o sin código de barras se describe en el apartado 3.4 de la documentación
principal en inglés.
INDICACION:
Cuando usted llena cargadores de barras de considerable longitud, cuide de que las patillas de conexión no
se doblen.
En los módulos de alimentación de cinta tenga en cuenta que siempre se debe empalmar a tiempo una
cinta nueva, de forma que los módulos de alimentación no funcionen en vacío.
Sin embargo no empalme la cinta demasiado pronto ya que después de empalmar el extremo de la cinta
vieja se arrolla sobre el nuevo rollo, y puede suceder que el rollo se llene demasiado de forma que la cinta
se sale del rollo y se bloquea. Esto puede ocasionar errores de recogida y prolongados tiempos de
parada.
En rollos de cinta grandes utilice semiejes y cuide de que las chapas de división estén bien colocadas (ver
la Fig. 3.5.2, página 3 - 11).
3.10 Cuando procesa cargadores de superficie
Para el llenado de cargadores de cambiador wafflepack proceda de la siguiente forma:
Llame en el menú “vista general” (Main view) el menú “Transportador” (Feeder).
Seleccione luego el menú “Funciones con cambiador wafflepack” (Wafflepack changer).
Pulse el botón “Desplazamiento a la posición de llenado” (Go to refill position).
Llame el menú “Visualizar el cargadory modificar los niveles de llenado“ (Display magazine and Update
inventory levels)
Pulse el botón “Actualizar los niveles de llenado” (Update inventory levels). El nivel de llenado actual del
cargador se visualiza.
Llene un cargador con componentes.
Pulse el correspondiente cargador en la tabla.
Pulse el botón “Nuevo nivel de llenado...” (New inventory level). Se abre la ventana “Entrada de nivel de
llenado” (Enter inventory level).
Registre en “Nuevo valor” (New level) el número de componentes adicionados.
Pulse OK. El cargador está lleno.
Retorne al menú “Funciones con cambiador wafflepack” (Wafflepack changer).
Pulse allí el botón “Terminar posición de llenado” (Quit refill position).
Continúe el proceso de dotación en caso de haber sido interrumpido.

3 ¿Qué hacer.... Instrucciones de uso SIPLACE 80S-20/F4/F5
3.11 Perfil del operador Edición 05/99 CE SPA a partir de la versión de software SR.405.xx
3 - 20
3.11 Perfil del operador
Los operadores deben realizar las siguientes tareas:
Los módulos de alimentación se deben abastecer suficientemente con componentes
Controlar si la asignación de componentes a los módulos de alimentación es correcta
Llenado a tiempo de componentes o empalme a tiempo de las cintas
Controlar la intensidad de vibración de los módulos de alimentación lineal (para los módulos de alimenta-
ción tipo 3 ya no es necesario)
Controlar la posición correcta de los componentes (ver apartado 3.8.5 a partir de la página 3 - 17 y el apar-
tado 3.8.6 a partir de la página 3 - 18)
Controlar la fuerza de tiraje de la película (no para módulos de alimentación - S)
Controlar el flujo de material de las placas de circuitos impresos tanto en el transporte de entrada como de
salida
Controlar la calidad de las placas de circuitos impresos
Controlar aleatoriamente las placas de circuitos impresos antes del horno de soldar
Observar las prescripciones " Componentes sensibles a cargas electrostáticas"
Evitar fallos (ver apartado 3.7.1 a partir de la página 3 - 13 y apartado 3.7.2 a partir de la página 3 - 13)
Observar las Visualizaciones y los mensajes de fallo en las máquinas automáticas y dado caso informar al
instalador
Realizar los trabajos de mantenimiento especificados en las instrucciones de servicio
3.12 Equipo de herramientas para el operador
Todos los operadores deben disponen de las herramientas indicadas a continuación. Aconsejamos guardar
las herramientas de forma adecuada, p.ej. en una cartera de cuero para evitar lesiones del personal ocasio-
nadas por ejemplo con las pinzas.
Por cada operador son necesarias:
–
1 pinzas SMD
–
Pincel de cerdas cortas para limpiar la mesa de componentes
–
Juego de destornilladores pequeños para tornillos de cabeza ranurada y ranurada en cruz
–
Llaves de hexágono interior para los módulos de alimentación lineal y los cambiadores de pipetas
–
Pinzas de empalme de cinta y material de empalme
–
Tijeras para empalmar (no utilizar tijeras de uso universal o alicates de corte diagonal)
–
Lápiz de borrar o de fibra de vidrio para marcas de ajuste
–
Lápiz a prueba de agua para marcar las pistas
–
Limpiador (etanol, limpiador de plexiglás, bastoncillos de algodón, paños exentos de pelusas, mondapi-
pas)
–
adicionalmente:
–
Aspiradora
–
Carro elevador para cambiar la mesa de componentes, ver apartado 10.3 de la documentación princi-
pal en inglés.