bm231操作.pdf - 第107页
BM 231 操作手册 6.7 品种切换 E35OCC- 21-062-C0 6.7- 4 设定项目 Plan ( 生产预定枚数 ) 输入生产基板枚 数的数值。 如果生产了设定 的枚数,机械 自动地停止。 设定的枚数在生 产画面的生产 状态显示区上 显示。 输入范围: 0 ~ 9999999 张 = 提示 = 如果将生产预定 枚数设定成 0 ,便 可连续生产。 E xpected Cy cle T ime ( 预计生产 1 …
BM231
操作手册
6.7 品种切换
E35OCC-21-062-C0
6.7-3
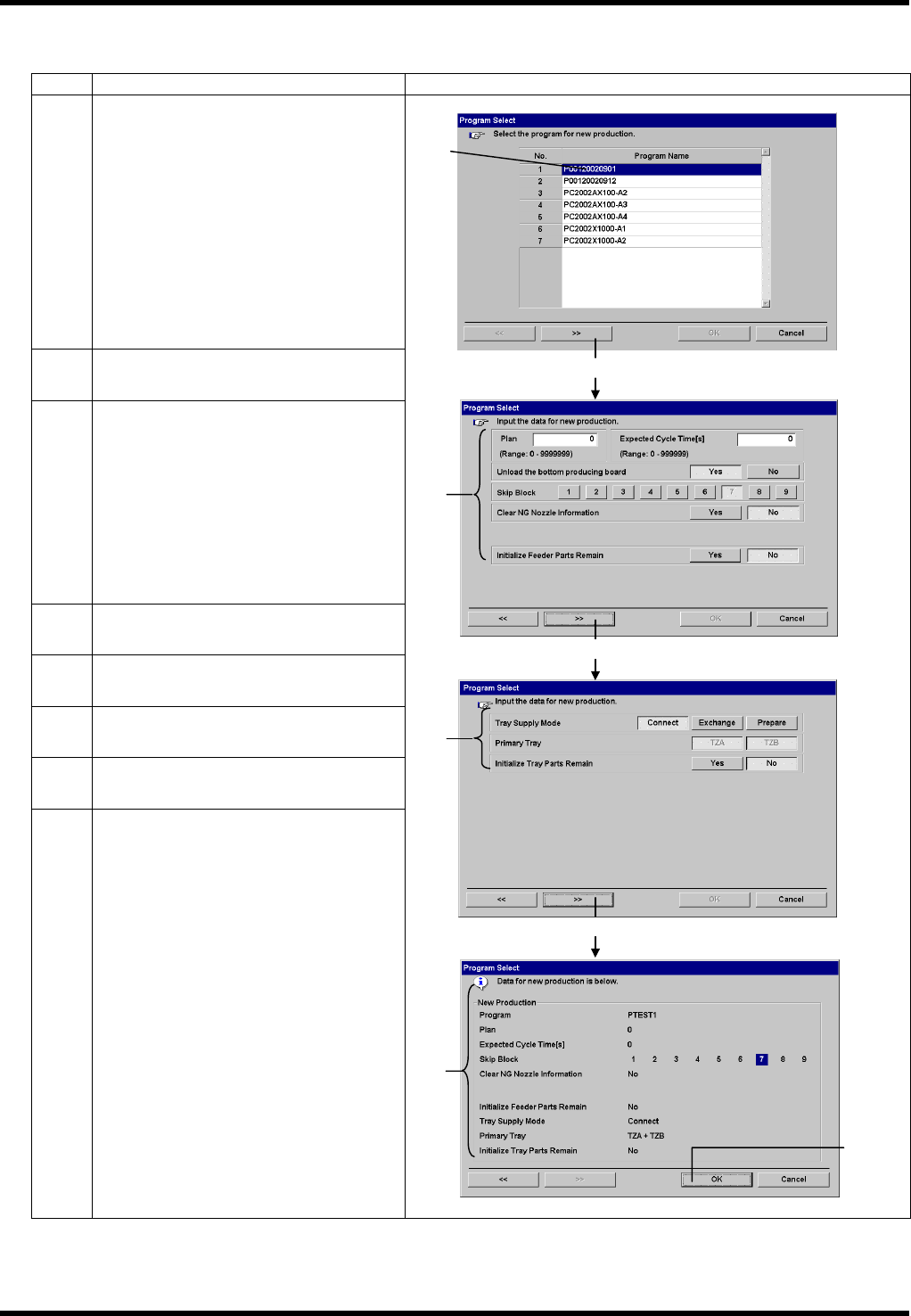
6.7.4 品种选择
步骤 操作 结果、参考图等
1.
选择程序。
2.
进入下一页。
3.
设定生产条件
== 设定项目
4.
进行下一页。
5.
设定生产条件
== 设定项目
6.
进行下一页。
7.
确认设定。
8.
如果良好就单击<OK>。
=提示=
<CANCEL>(取消)
取消
1. 程序选择
3. 设定
请进行再次设定。
1.
2.
4.
3.
7.
8.
5.
6.
BM231
操作手册
6.7 品种切换
E35OCC-21-062-C0
6.7-4
设定项目
Plan (生产预定枚数)
输入生产基板枚数的数值。
如果生产了设定的枚数,机械自动地停止。
设定的枚数在生产画面的生产状态显示区上显示。
输入范围:0 ~ 9999999 张
=提示=
如果将生产预定枚数设定成 0,便可连续生产。
Expected Cycle Time (预计生产 1 枚基板的时间)
预计生产 1 枚基板所需要的时间,并输入其数值。
即从基板生产结束,搬出开始到下一个基板生产结束再搬出所用的时间。
=提示=
一般没有必要输入预计一枚生产时间。
在此输入的值显示于元件的余数设定画面,用于余数的整体变更,对其它
的显示和动作没有影响。
Unload the bottom producing board (搬送背面实装完的基板)
<Yes>: 支撑板完全下降之后再搬出基板。
背面有实装完的基板时设定。
<No> : 支撑板一开始下降的同时,马上就搬出基板。
背面无实装完的基板时设定。比<Yes>时的搬送时间会缩短。
Skip Block (指定跳过程序块)
通过指定在 NC 数据的 ‘Skip’ (跳过)栏中输入的数字,跳过该程序块。
<7> : 7是固定选择的数字。
在 NC 数据的 ‘Skip’ (跳过)栏中输入 7,一定会被跳过。
<7> 以外 : 输入该数值的 NC 程序块被跳过。
Clear NG Nozzle Information (清除 NG 吸嘴信息)
<Yes> : 品种选择结束时 (6. 点击<OK>时) ,清除 NG 吸嘴信息。
<No> : 不清除 NG 吸嘴信息。
== 详细内容请参照 ‘Ref. / 吸嘴管理 / NG吸嘴设定’ 。
Initialize Feeder Parts Remain (供料器余数初始化)
<Yes> : 品种选择结束时 (6. 点击<OK>时) ,将供料器的元件余数初始化。
<No> : 元件余数不初始化。
Tray Supply Mode (托盘动作模式)
< Connect >(连续): 将托盘的动作模式设为连续模式。
< Exchange >(交换): 将托盘的动作模式设为交换模式。
< Prepare >(准备): 将托盘的动作模式设为准备模式。
== 关于动作模式,请参照 ‘Ope. / 各部的说明 / 装置全体’ 。

BM231
操作手册
6.7 品种切换
E35OCC-21-062-C0
6.7-5
Primary Tray (选择托盘)
<TZA> : 选择托盘 A(TZA)。
<TZB> : 选择托盘 B(TZB)。
在交换模式下
设定开始生产的托盘。
当发生元件用完时,转换使用的托盘。
在准备模式下
设定将要用于生产的托盘。
Initial Tray Parts Remain (托盘余数初始化)
<Yes> (执行): 品种选择结束时 (6. 点击<OK>时) ,将托盘的元件余数初始化。
<No> (不执行): 元件余数未被初始化。