bm231操作.pdf - 第86页
BM231 操作手册 6.2 供料器元件的交换 E35OCC-21- 042-B0 6.2-1 6.2. 供料器元件的交换 E35OCC-21-042-B 0 在本节中对供料器的交 换方法进行了说明。 6.2.1 安装到供给部 的方式 安装到主体供 给部 安装到 整体交换台车 ( 选购件 ) 6.2.2 在供料器上设 置编带 以下说明了记载汽缸式 单一供料器。 设定方法因供料器不同 而不同。 = = 详细内容请参 照供料器的操作手册…
BM231
操作手册
6.1 生产
E35CC-21-012-A0
6.1-2
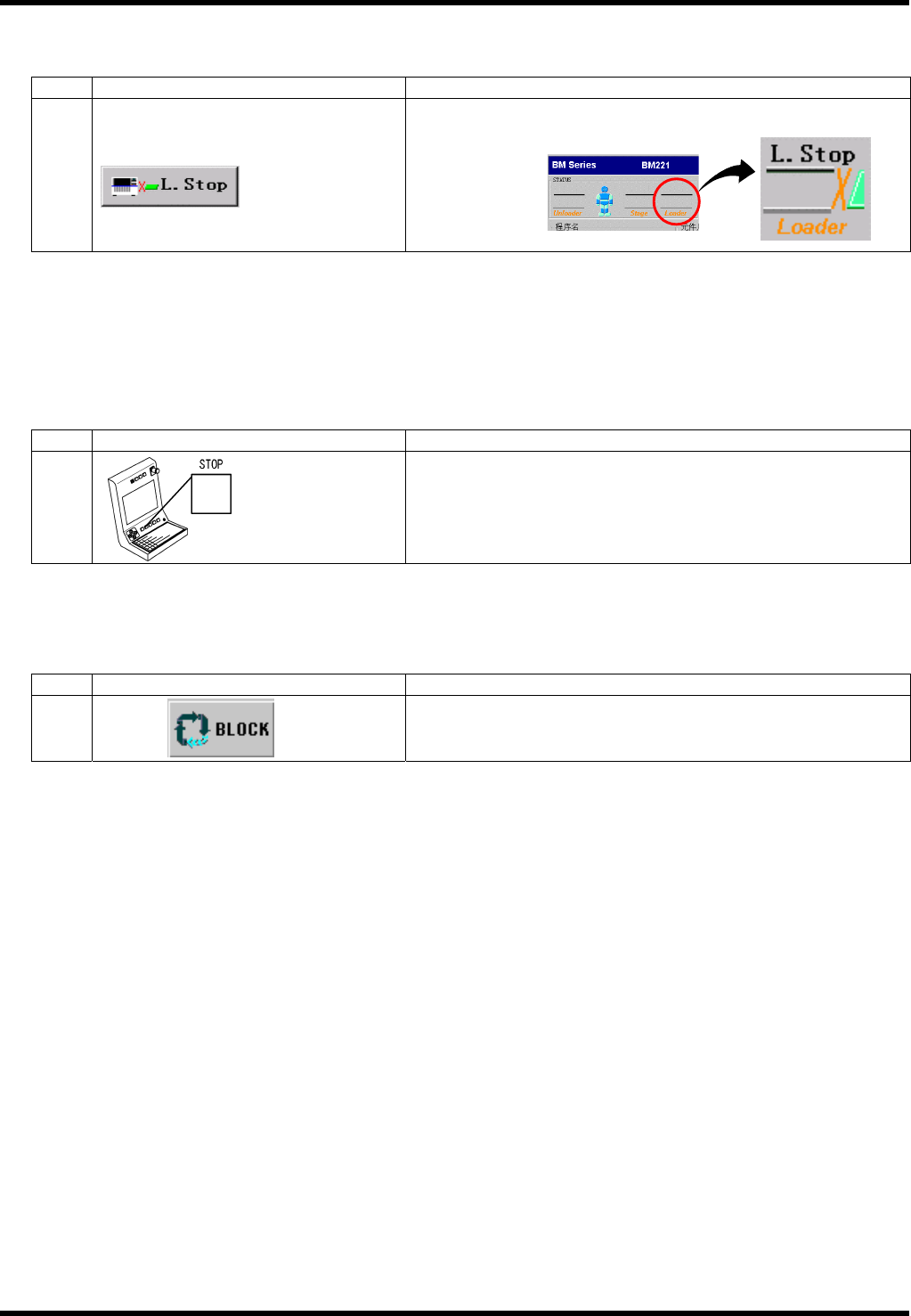
6.1.3 生产结束的方法
在未完成预定枚数的情况下,停止生产的方法。
步骤 操作 结果、参考图 等
1.
点击
停止来自上游的基板搬入,机械内的基板贴装后全部搬出后停
止。
6.1.4 生产暂时停止的方法
用“STOP”(停止)暂时停止的方法
贴装 1 个程序块后使其停止。
按“START”(开始),再开始生产。
步骤 操作 结果、参考图 等
1.
按下“STOP”
(停止)。
将执行中的程序执行完 1 个程序块后停止。
用<BLOCK>(程序块)暂时停止方法
贴装 1 个程序块后使其停止。
按“START”(开始)键,生产以“BLOCK”(程序块)动作再开始。
步骤 操作 结果、参考图 等
1.
将执行中的程序执行完 1 个程序块后停止。
点击
BM231
操作手册
6.2 供料器元件的交换
E35OCC-21-042-B0
6.2-1
6.2. 供料器元件的交换
E35OCC-21-042-B0
在本节中对供料器的交换方法进行了说明。
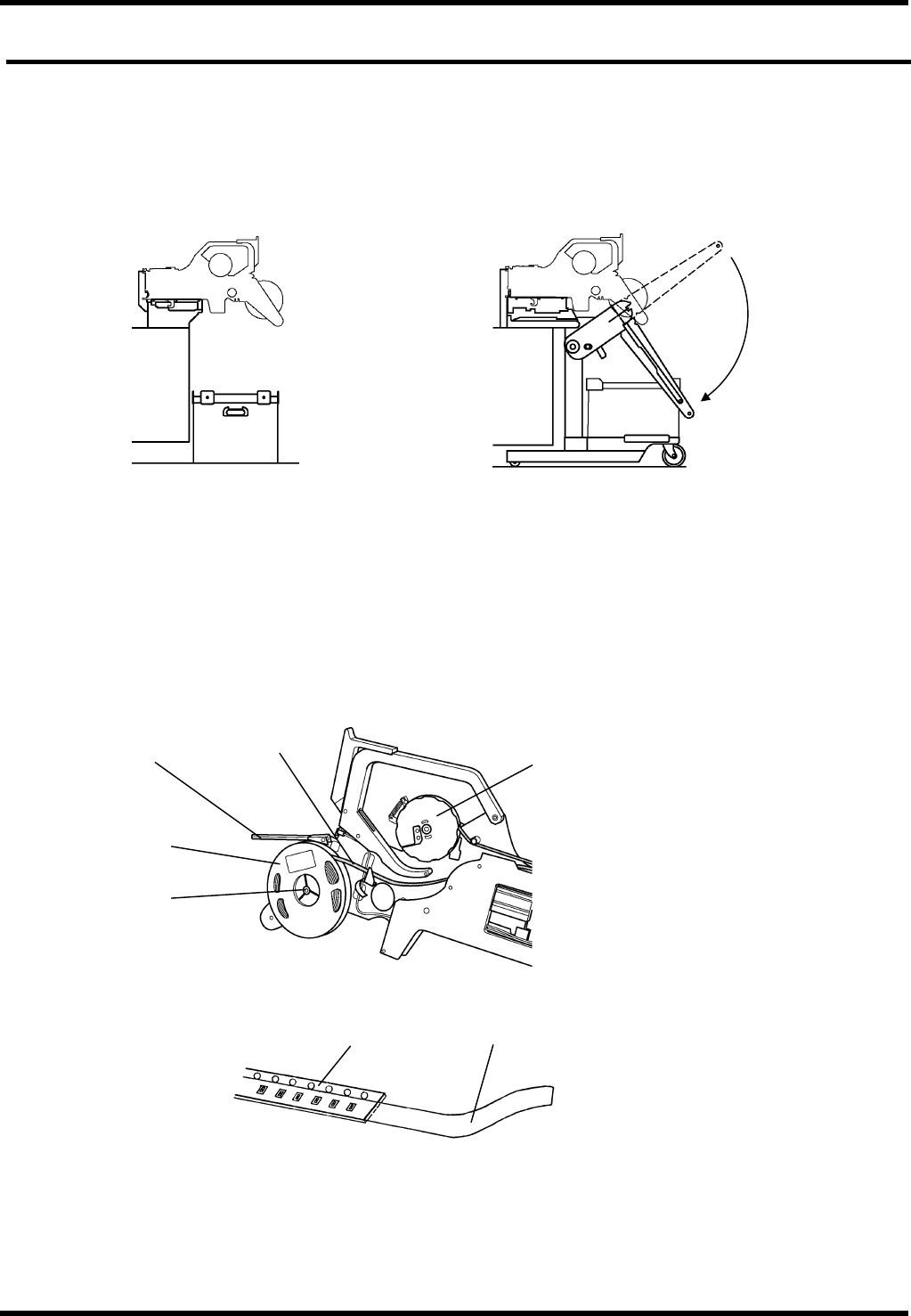
6.2.1 安装到供给部的方式
安装到主体供给部 安装到整体交换台车 (选购件)
6.2.2 在供料器上设置编带
以下说明了记载汽缸式单一供料器。
设定方法因供料器不同而不同。
== 详细内容请参照供料器的操作手册。
1.
1. 抬起卷盘定位销,将元件卷盘设置到卷盘支架的卷盘销上。
设置完元件卷盘后,请将卷盘定位销放入元件卷盘中。
2. 使压紧胶带比台纸长 300 ~ 400mm。
使新编带长于压紧胶带。
编带
卷盘导轨
元件卷盘
卷盘销
压紧胶带卷盘
台纸 编带
BM231
操作手册
6.2 供料器元件的交换
E35OCC-21-042-B0
6.2-2
编带压杆
台纸
滑槽
压紧胶带
剥离沟
剥离沟
压紧胶带
编带压杆
剥离位置
剥离位置
OK NG
挡板
针齿销
齿轮齿
齿轮
编带压杆
针齿孔
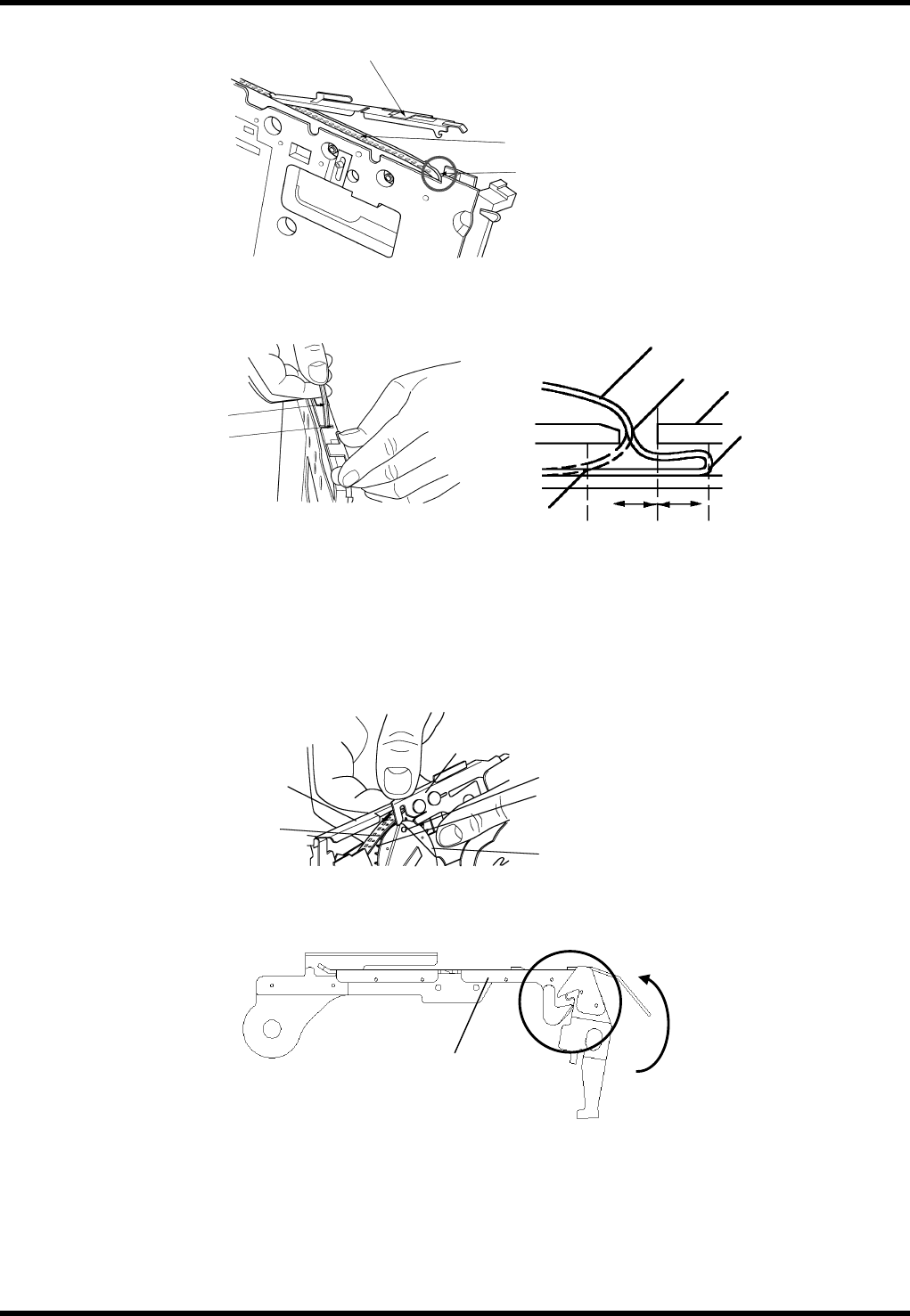
3. 抬起编带压杆,将台纸放入滑槽中。
4. 将压紧胶带穿过编带压杆的剥离沟。
=注意=
请将编带的剥离位置设到上图 OK 的位置。
在 NG 的位置上,最终设置时拉动压紧胶带,就可能出现设置错误。
5. 将编带台纸上的齿轮与齿轮孔对齐。
6. 移动编带夹的挡板使之与齿轮销对齐,同时设置编带夹。
7. 扣上编带压杆,挂上双重吊钩。
为避免在运转中脱离,请确认挂钩连接完好。
=注意=
如编带压杆大幅度打开,用设备主体的供料器浮起传感器就不能检测,因此请务必要在关闭编带压杆后设
置到设备上。
此外,在编带浮起检测发生错误时,请确认一定要关闭编带压杆。
编带压杆